Изобретение относится к контактной сварке, с, частности к способу контактной ре тьсфнои (варки стержня с плоской де i а 1ью
Целью изобрек-ния является повышение качества сварного соединения при контакт ной рельефной сварке стержня с плоской тсч а.чью за счет повышения прочности
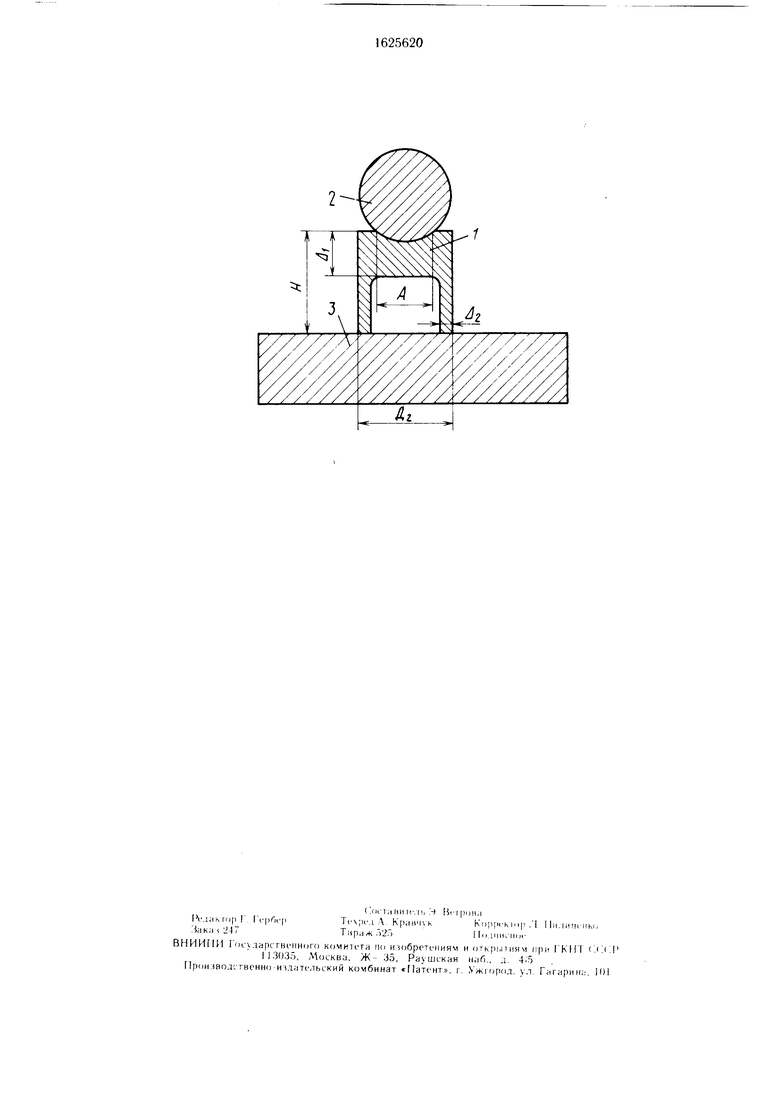
На чертеже показаны свариваемые стержни и плоская деталь перед контактной рельефной сваркой
1е ническая СУЩНОСТЬ изобретения за ключаегся в следующем
ставку I и зтотавливаюг в виде стакана 11ри чтом в дне вставки 1 выполняют канав- к, кривизна ноторсж равна кривизне свариваемою тержня 2. а тзыс(я //, толщину дна |. шаметрО... гсхпттину стенки и ши- рин канавки вставки 4 выбирают из выра женин
,Л1, , Л ,/),. 1) , , Л,Ј|, -1-АЛ..,
тде/Jiдиаметр стержня 2,
Л, Л.. Л i, At и Л, экспериментальные коэффициенты, равные 0.9 1,1. 0,4 0,6, 0.9 1,1. 0,1 0,2 и 3,0 3.2 оответс iвенно
Свариваемые поверхности стержня 2 и плоской детали 3, а также поверхность вставки 1 подготавливают Подготовленные свариваемые стержень 2 и деталь 3, а также вставкх 1 сганавлипают межд электродами машины для контактной рельефной сварки При этом вставку 1 устанавливают торцом стенки на деталь 3, а стержень 2 устанавливают тз канавку вставки 1 Установленные деталь 3 и стержень 2 сваривают При этом вставка 1 расплавляется полностью
Физическая сущность изобретения за ключается в следующем
При использовании изобретения в процессе контактной рельефной сварки стержня
О5
го ел
О5
с плоской деталью выделение тепла концентрируется во вставке. При этом оптимизируется температура на свариваемых повер- остях стержня и детали, а также полно )Ю расплавляется вставка. Тем самым повышается прочность, а следовательно, и качество сварного соединения.
При H,D,, ,6Di, ,1D,; ,2D и ,2Л) необоснованно повышаеся ток сварки. Тем самым снижается экономичность способа сварки.
При ,9Di, Л,0,4Ј,, ,9Di; ,lЈ)i и .,ОЛ снижается температура на свариваемых поверхностях стержня и детали. Тем самым снижается прочность, а следовательно, и качество соединения.
Контактную рельефную сварку арматурного стержня класса А III из стали марки 35ГС диаметром 20 мм с пластиной из стали марки Ст. 3 толщиной 8 мм выполняют следующим образом.
Вставку изготавливают из арматурного стержня класса А III из стали марки 35ГС в виде стакана. При этом в дне вставки выполняют канавку, кривизна которой равна кривизне свариваемого стержня, а высоту, толщину, диаметр, толщину стенки и ширину канавки вставки выбирают равными 20 мм, 10 мм, 20 мм, 3 мм и 9 мм соответственно. Свариваемые поверхности стержня, п. их кой детали и вставки подготавливают по обычной технологии. Подготовленные свари- ваемые стержень и пластину, а также вставку устанавливают между электродами сварочной машины типа МТПУ- 300 При гоч вставк устанавливают торцом стенки на пл;нтин, а стержень устанавливают в канавк вставки. Усыновленные стержень и пдаспшу сваривают. При этом вставку расплавляют полностью. Режим сварки: дан
ление сварки II- 12 кН, ток сварки 25 кА, время сварки 3 с.
Сварное соединение стержня с пластиной испытывают на растяжение. Средний предел прочности соединения равен 65 кГ/мм.
Применение изобретения при контактной рельефной сварке стержня с плоской деталью повышает качество сварного соединения.
Формула изобретения
Способ контактной рельефной сварки, при котором между свариваемыми деталями устанавливают вставку, сжимают и пропускают импульс тока сварки, отличающийся тем, что, с целью повышения качества сварного соединения при сварке стержня с плоской деталью, вследствие повышения прочности, вставку изготавливают в виде стакана, в дне которого выполняют канавку, кривизну канавки выбирают равной кривизне свариваемого стержня, высоту Н стакана, толщину дна AI, диаметр D2, толщину стенки V1 и ширину канавки А выбирают из выражений
H --KiDi; D KiDi; и ,,
тле D.
Л ,; К, Л КА, К,,
диаметр стержня; экспериментальные коэффициенты, равные 0,9...1,1; 0,4. .0,6; 0,9... 1.1; 0,1...0,2; 3,0...3,2 соответственно,
вставку устанавливают торцом на свариваемую деталь, стержень устанавливают в канавку и импульсом тока расплавляют вставк полностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной рельефной сварки | 1987 |
|
SU1533844A1 |
| Способ контактной рельефной сварки | 1988 |
|
SU1620246A2 |
| Способ контактной рельефной сварки стержня с плоской деталью | 1988 |
|
SU1655717A1 |
| Способ контактной рельефной сварки | 1987 |
|
SU1504037A1 |
| Способ сварки под флюсом наклонного соединения анкерного стержня с элементом проката | 1982 |
|
SU1117165A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ПЛОСКОЙ ДЕТАЛИ ИЗ ЛИСТОВОГО МЕТАЛЛА С МЕТАЛЛИЧЕСКИМ СТЕРЖНЕМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2007 |
|
RU2362660C2 |
| Способ контактной рельефной сварки | 1987 |
|
SU1518099A1 |
| Способ изготовления закладных деталей | 1980 |
|
SU941078A1 |
| Способ контактной рельефной сварки | 1989 |
|
SU1742005A1 |
| СПОСОБ КОНТАКТНОЙ РЕЛЬЕФНОЙ ДВУХКОНТУРНОЙ СВАРКИ ШТУЦЕРА С КОРПУСОМ | 2009 |
|
RU2399469C1 |
Изобретение относится к способу кон 1 1кпюй рельефной сварки стержня с плоской деталью Целью изобрететтття является повышение качества сварного соединения за счет повышения прочности Деталь и стержень сваривают с использованием вставки Вставк изготавливают в виде сrdkdHa В дне стакана выполняют канавк), кривизна которой равна кривизне свариваемого стержня Размерь стакана рег.таментируклея Свариваемые (. гержень и деталь, а также вставк ст анавливают межд электродами сварочной машины, при этом вставку устанавливают торцом стенки на деталь, а стержень устанавливают в канавкх В процессе сварки он г ими температура на v. вариваемыч поверхностях стержня и детали, а вставка полностью расплавляется Тем самым повышается прочность, а следовательно, и ка честно сварном) с(Н Диненин 1 ил с
| Iхдяев А И Технология точечной и ред ьЧ фной сварки старей (в массовом произволе пзе) М Машиностроение | |||
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
