Изобретение относится к области литейного производства, и частности к производству рабочих органов дроби;1ьного оборудования из высокомарганценой стали, а также дру|-)1х дета.лсй и:; этой стали, работающих в условиях ударно-абразивного износа.
Целью изобретения является повьпнение износостойкости и прочностных свойств отливок, имеющих тепловые узлы.
Поставленная цель достигается тем, что в тепловой узел отливки устанавливают внутренний холодильник, имеющий химический состав, идентичный составу заливаемой стали. Внутренний холодильник выполнен в виде оболочки, заполненной смесью гранул ферромарганца и высокоуглеродистой стали с соотношениемингредиентов
0,125-0,2. Для внутреннего холодильника используют стальную трубку с толщиной стенок 0,5-1,5 мм.
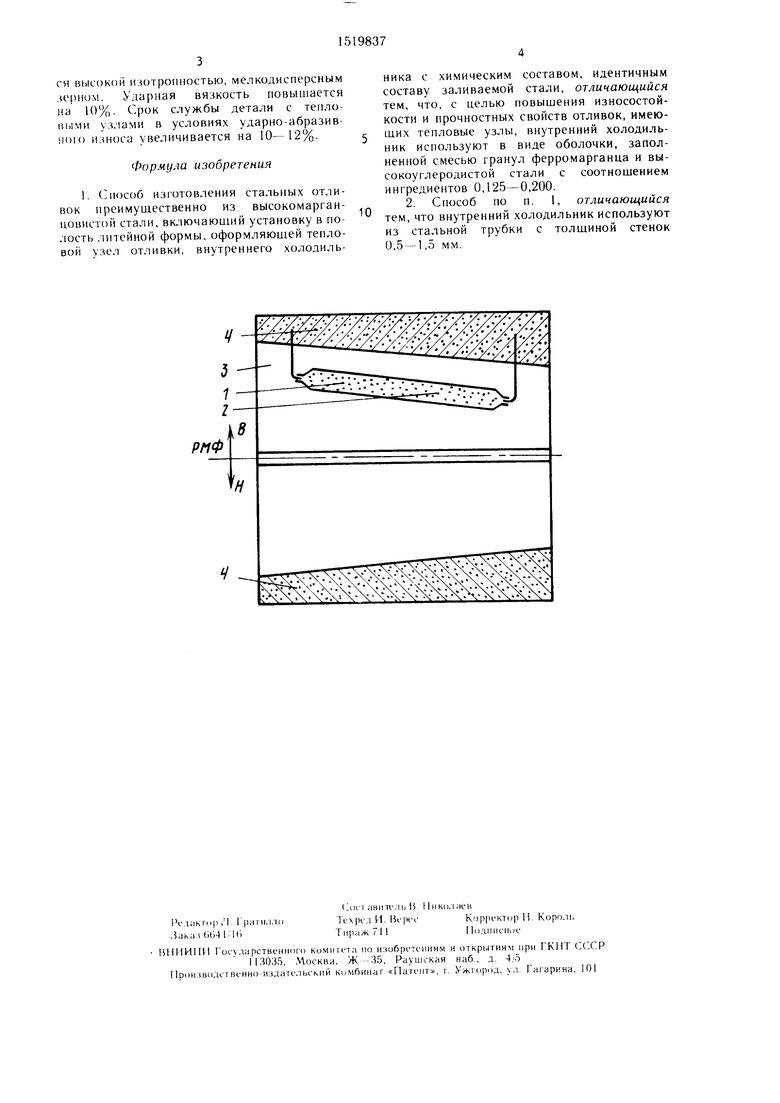
На чертеже дано предлагаемое изобретение.
Смесь гранул I помещена в оболочку 2, укрепленную в тепловом узле 3 отливки на поверхности формы 4.
Отливали зуб ковща массой 130 кг с массивным тепловым узлом. Перед сборкой в полость формы установили внутренние холодильники в количестве 4 шт. в виде трубок диаметром 10 мм. Толщина стенок трубки 1 мм. Трубки заполнены смесью гранул ферромарганца и высокоуглеродистой сталью, взятых в соотношении 0,125-0,2. Масса холодильника обычно составляет 0,3-3,5% от массы теплового узла. Заливали высокомарганцовистую сталь 110Т13Л
Отливки, залитые по предложенному способу, не имеют концентрированной усадочной раковины и рыхлоты, отсутствуют волосовидные трещины. Структура отличаетсл
QD 00 00 vj
ся высокой шютрошюстью, мелкодисперсным .. Ударная вязкость повышается на 10%. Срок службы детали с тепловыми узлами в условиях ударно-абразивного износа увеличивается на .
Формула изобретения
1. Способ изготовления стальных отливок преимущественно из высокомарганцовистой стали, включающий установку в полость лилейной формы, оформляющей тепловой узел отливки, внутреннего холодиль
ника с химическим составом, идентичным составу заливаемой стали, отличающийся тем, что, с целью повышения износостойкости и прочностных свойств отливок, имеющих тепловые узлы, внутренний холодильник используют в виде оболочки, заполненной смесью гранул ферромарганца и высокоуглеродистой стали с соотношением ингредиентов 0,125-0,200.
2. Способ по п. 1, отлинающийся тем, что внутренний холодильник используют из стальной трубки с толщиной стенок 0,5 -1,5 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЕРХНОСТНОГО ЛЕГИРОВАНИЯ СТАЛЬНЫХ ОТЛИВОК | 2014 |
|
RU2576386C1 |
| Способ получения крестовин стрелочных переводов | 1990 |
|
SU1764808A1 |
| Дражный черпак | 1982 |
|
SU1091996A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗМОЛЬНЫХ БИЛ | 2010 |
|
RU2429938C1 |
| ВЫСОКОПРОЧНОЕ ИЗДЕЛИЕ | 2005 |
|
RU2293624C1 |
| Способ повышения износостойкости бил молотковых мельниц | 2023 |
|
RU2807794C1 |
| Смесь для поверхностного легирования отливок | 1987 |
|
SU1468642A1 |
| ЭКЗОТЕРМИЧЕСКАЯ СМЕСЬ ДЛЯ ОБОГРЕВА ПРИБЫЛЬНЫХ ЧАСТЕЙ ЛИТЕЙНЫХ ФОРМ | 1996 |
|
RU2108889C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗНОСОСТОЙКИХ БИМЕТАЛЛИЧЕСКИХ БИЛ | 2016 |
|
RU2635496C1 |
| Литейная форма для изготовления отливок из чугуна | 1978 |
|
SU778920A1 |
Изобретение относится к литейному производству и может быть применено при производстве рабочих органов дробильного оборудования, в частности зубьев ковшей карьерных экскаваторов из высокомарганцевой стали и других деталей из этой стали, работающих в условиях ударно-абразивного износа. Целью изобретения является повышение износостойкости и прочности свойств отливок, имеющих тепловые узлы. В полости литейной формы, оформляющей тепловой узел, устанавливают внутренний холодильник в виде оболочки, заполненной смесью гранул ферромарганца и высокоуглеродистой стали с соотношением 0,125-0,2. Толщина оболочки из стальной трубки 0,5-1,5 мм. После заливки формы сталью происходит расплавление оболочек и в контакт с расплавом вступают гранулы в них находящиеся. Вследствие большой площади поверхности гранул их расплавление происходит значительно быстрее, чем цельных внутренних холодильников. Это позволяет ликвидировать усадочные дефекты и горячие трещины, измельчить структуру стали и повысить ее износостойкость на 10-12%. 1 з.п. ф-лы, 1 ил.
РМФ
| Способ модифицирования чугуна в литейной форме | 1984 |
|
SU1237309A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Василевский П | |||
| Ф | |||
| Технология стального литья | |||
| М.: Машиностроение, 1974с | |||
| Устройство непрерывного автоматического тормоза с сжатым воздухом | 1921 |
|
SU191A1 |
