В 
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для склеиваниядЕРЕВяННыХ СТРОиТЕльНыХ КОНСТРуКций | 1980 |
|
SU852562A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2041001C1 |
| Линия формирования садки сырца-кирпича на печную вагонетку | 1987 |
|
SU1412975A1 |
| Полуавтомат для нанесения стачивающих и отделочных строчек на детали и узлы швейных изделий | 1961 |
|
SU140673A1 |
| Устройство для сборки и сварки резервуара из обечайки и днищ | 1989 |
|
SU1696236A1 |
| Кольцевой кантователь | 1985 |
|
SU1269958A1 |
| Захват-кантователь для бочек к электропогрузчику | 1984 |
|
SU1221207A2 |
| Автоматизированный комплекс для обработки листового материала | 1987 |
|
SU1475757A1 |
| Устройство для обработки крестовин карданов | 1974 |
|
SU637235A1 |
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |
Изобретение относится к машиностроению и может быть использовано для ориентированной подачи деталей в технологическое оборудование. Цель изобретения - предотвращение повреждения поверхности деталей путем исключения трения о неподвижные элементы конструкции при транспортировании с плиты на плиту. При кантовании детали с помощью двух плит 2 и 3, установленных на общей оси 4 основания 1, происходят ее поворот на угол 90° и транспортирование с плиты 3 на плиту 2 при помощи кареток транспортера, установленных на направляющих 12 и снабженных платформами 17 и 18. Последние связаны с каретками при помощи рычажно-шарнирных параллелограмов. После окончания очередного этапа кантования деталь попадает на плиту 3. Привод транспортера перемещает каретки от плиты 2 к плите 3, и платформы 17 и 18, взаимодействуя с неподвижным упором основания 1, поднимаются выше уровня поверхности плиты 3 при помощи рычажно-шарнирного параллелограма, отрывая деталь от плиты 3. При транспортировании детали на плиту 2 с помощью кареток она, располагаясь на платформах 17 и 18, не соприкасается с неподвижными элементами конструкции кантователя и не имеет возможности повреждения своей наружной поверхности. В зоне плиты 2 деталь с помощью платформы 17 и 18 опускается на плиту 2, а сами платформы занимают исходное положение ниже уровня поверхности плиты 2. 6 ил.
fpue.1
портирование с плиты 3 на плиту 2 при помощи кареток транспортера, установленных на направляющих 12 и снабженных платформами 17 и 18. Последние связаны с каретками при помощи рычажно-щарнирных параллелограммов. После окончания очередного этапа кантования деталь попадает на плиту 3. Привод транспортера перемещает каретки от плиты 2 к плите 3, и платформы
шарнирного параллелограм.ма, отрывая деталь от плиты 3. При транспортировании детали на плиту 2 с помощью кареток она, располагаясь на платформах 17 и 18, не соприкасается с неподвижными элементами конструкции кантователя и не имеет возможности повреждения своей наружной поверхности.. В зоне плиты 2 деталь с помощью платформы 17 и 18 опускается на плиту 2,
17 и 18, взаимодействуя с неподвижным упо- -« а сами платформы занимают исходное поло- ром основания 1, поднимаются выше уровняжение ниже уровня поверхности плиты 2. поверхности плиты 3 при помощи рычажно- 6 ил.
Изобретение относится к машиностроению и может быть использовано для ориентированной подачи деталей в технологическое оборудование.
Целью изобретения является предотвращение повреждения поверхности деталей за счёт исключения трения о неподвижные элементы конструкции при транспортировании с плиты на плиту.
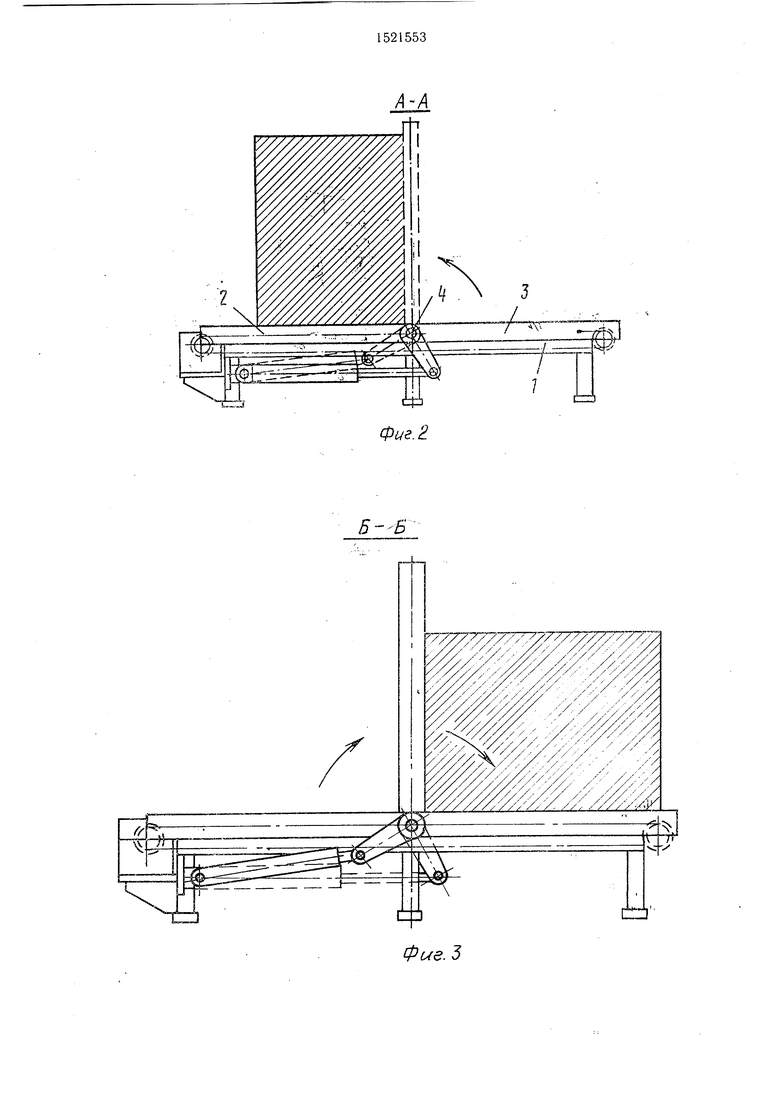
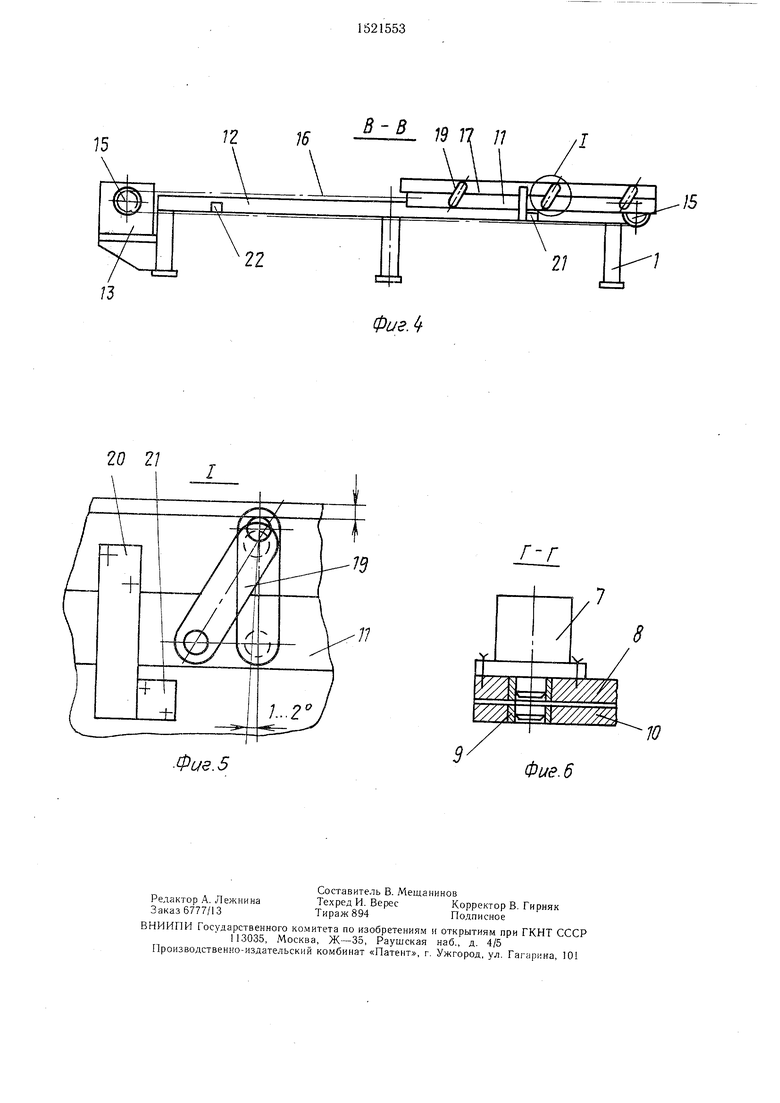
На фиг. 1 изображен кантователь деталей, вид в плане; на фиг. 2 - разрез А-А на фиг. 1; фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - уз,ел I на фиг. 4; на фиг. 6 - разрез Г-Г на фиг. 1.
Кантователь деталей содержит ОСГОБВ- ние 1, плиты 2 и 3, установленные на общей горизонтальной оси 4 основания 1 с возможностью поворота от силового цилиндра 5, свя- ,занного с плитой 2, и силовых цилиндров 6, связанных с плитой 3.
Механизм фиксации плит 2 и 3 выполнен в виде силового цилиндра 7, установленного на кронштейне 8 плиты 3, и втулки 9, установленной в кронштейне 10 плиты 2.
Механизм перемеп 1ения деталей выполнен в виде кареток 11, установленных параллельно одна другой на направляюпдих 12 основания 1 по боковым сторонам плит 2 и 3 с воз.можностью возвратно-поступательного перемещения посредотво.м привода 13, вала 14, звездочек 15 и цепей 16 транспортера.
Каретки снабжены платформами 17 и 18, соединенными с ними посредством шарнирно рычажных параллелограммов 19. В исходном положении верхняя поверхность платформ 17 и 18 расположена ниже поверхностей плит 2 и 3. Кронштейны 20 закреплены на платформах 17 и 18 с возможностью вза- и.модействия с упорами 21 и 22 основания 1 в зоне размещения плит 2 и 3.
Кантователь деталей работает следующим образом.
Деталь устанавливается на плиту 2 кантователя. Каретки 11 с опущенными платформами 17 и 18 находятся у плиты 2. От
шарнирного параллелограм.ма, отрывая деталь от плиты 3. При транспортировании детали на плиту 2 с помощью кареток она, располагаясь на платформах 17 и 18, не соприкасается с неподвижными элементами конструкции кантователя и не имеет возможности повреждения своей наружной поверхности.. В зоне плиты 2 деталь с помощью платформы 17 и 18 опускается на плиту 2,
а сами платформы занимают исходное поло- жение ниже уровня поверхности плиты 2. 6 ил.
силовых цилиндров 6 плита 3 поворачивается вокруг оси 4 на 90° (фиг. 2) против часовой стрелки. При этом плиты 2 и 3 фиксируются цилиндром 7 механизма фиксации. От
0 силовых цилиндров 5 и 6 зафиксированные плиты 2 и 3 вместе с деталью поворачиваются вокруг оси 4 на 90° по часовой стрелке (фиг. 3). Каретки 11 от привода 13 через вал 14, звездочки 15 и цепи 16 перемещаются вправо. В крайнем правом положении
кронштейны 20, взаимодействуя с упорами 21, останавливают перемещение платформ 17 и 18. Каретки 11, продолжая движение влево, посредством щарнирно-рычажных параллелограммов 19 поднимают платформы
Q 17 и 18 вместе с деталью над поверхностью плиты 3. Цилиндр 7 производит расфикса- цию плит 2 и 3, и силовым цилиндром 5 плита 2 возвращается в исходное положение (поворот на 90° против часовой стрелки). От привода 13 каретки 11 с деталью пе5 ремещаются влево (фиг.. 1). В крайнем левом положении кронштейны 20, взаимодействуя с упорами 22, останавливают;переме- щение платформ 17 и 18, а каретк-и 11, продолжая движение влево, посредством шарр. нирно-рычажных параллелограммов 19 опускают платформы 17 и 18 ниже уровня поверхности плиты 2. При этом деталь опускается на плиту 2 и цикл повторяется.
Формула изобретения Кантователь деталей, содержащий осно5 вание, две плиты, установленные на общей горизонтальной оси и связанные с механизмом их поворота и фиксации, механизм перемещения деталей с плиты на плиту, выполненный в виде транспортера, отличающийся тем, что, с целью предотвращения повреждения поверхности деталей, механизм пере- мепхения снабжен каретками, закрепленными на транспортере параллельно одна другой и расположенными ниже уровня плит платформами, связанными с каретками по5 средством рычажно-шарнирных параллело-- граммов, причем основание снабжено упорами, а платформы установлены с возможностью взаимодействия с упорами в зоне расположения каждой плиты.
Фиг. 2:
в -в
2Q 21
г-г
Л
/
1
т
mm.
Ю
| Кантователь | 1978 |
|
SU774910A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
