Изобретение относится к механизации штамповочно-прессового производства и может быть использовано для загрузки прессов плоскими листовыми детгшями, а также для автоматизации сборочных процессов,
Наиболее близким к изобретению явл.яется устройство для подачи деталей, содержащее магазин для стопы деталей, толкатель стопы,снабженный приводом, выполненным в виде силового цилиндра со штоком, зубчатой рейки и взаимодействующих с ней собачек t.
Недостатком этого устройства является то, что дискретность перемещения рейки равна шагу зубьев на ней и, следовательно, в случае, если толщина детали меньше шага рейки, равномерная подача деталей из стопы под захват механизма отделения верхней детали невозможна.
Целью изобретения является расширение технологических возможностей за счет плавного изменения положения верха стопы.
поставленная цель достигается тем, что устройство для подачи деталей, содержащее магазин для стопы деталей, толкатель стопы, снабженный приводом, выполненным в виде си-
лового цилиндра со штоком, зубчатой рейки и взаимодействующих с ней собачек, снабжено кареткой., охватывающей зубчатую рейку с возможностью перемещения вдоль нее, смонтированным в упомянутой каретке тормозным устройством, выполненным в виде силового цилиндра и шарнирно закрепленной на его подпружиненном штоке -тор10мозной, накладки, контактирующей с тыльной стороной одной из собачек, датчиком положения верхнего края стопы и блоком электроуправляемых клапанов с системой управления, связы15вающих датчик с цилиндрами толкателя и тормозного устройства.
Тыльная сторона собачки, контактируииая с тормозной накладкой, выполнена со скосом, плоскость которого
20 обращена в сторону стопы заготовок.
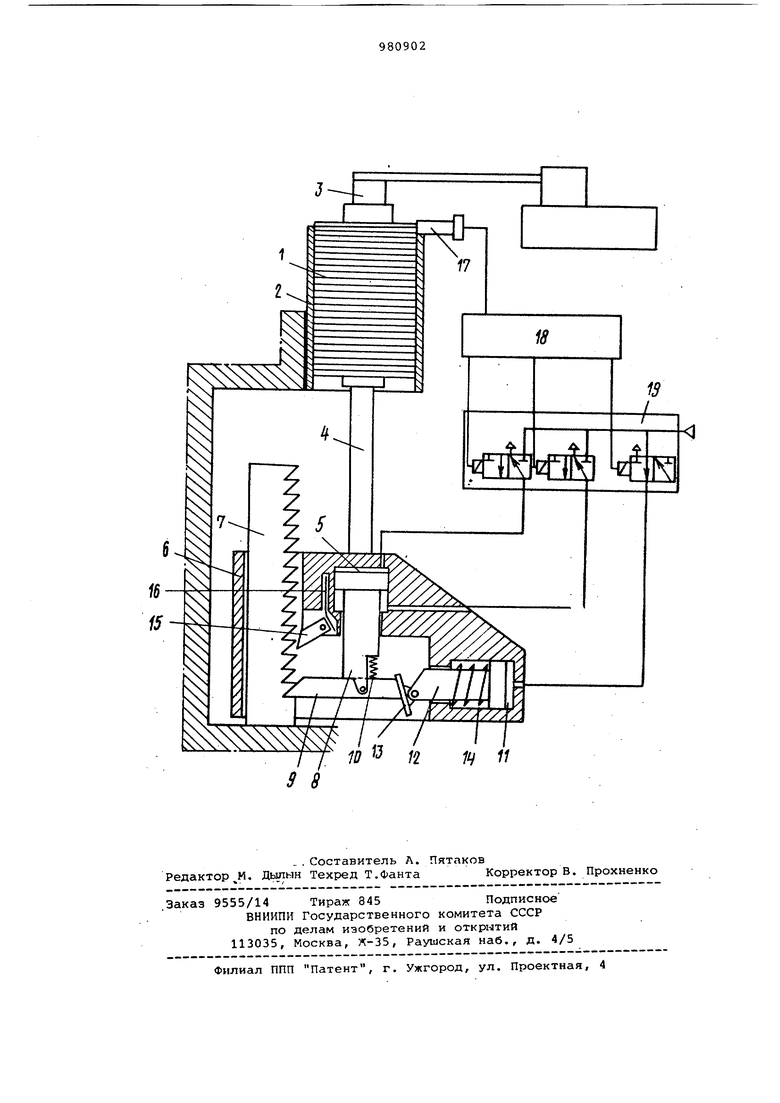
На чертеже схематически изображено предлагаемое устройство.
Стопа 1 деталей расположена в магазине 2 под схватом 3 механизма
25 отделения детали от стопы.
Под стопой 1 установлен толкатель 4,для подъема которого служит цилиндр 5, расположенный в каретке 6, охватывающей зубчатую рейку 7, которая внлолнена с шагом, в несколько раз болытл- м, чем тошцина детали в стопе. На конце штока 8 цилиндра 5 уста новлрна храповая собачка 9, поджата пружиной 10. С силовым цилиндром 5 жестко свя эано тормозное устройство, содержаuuee силовойцитандр 11, на конце шт ка 12 которого установлена тормозна накладка 13, взаимодействующая с тыльной стороной собачки 9. Для повышения эффективности процесса торможения при ограниченных параметрах тормозного цилиндра тыль ная сторона собачки 9 выполнена наклонной. Для отведения тормозной на клсщки 13 служит пружина 14. На каретке 6 установлена храпова собачка 15, поджатая плоской пружиной 16 и служащая для фиксации каре ки на рейке 7. Для контроля верхнего уровня сто пы деталей служит датчик 17, которы связан через систему управления 18 и блок электроуправляемых клапанов 19 с силовым цилиндром 11 тормозног устройства и цилиндром 5 тo кaтeля Устройство работает следующим образом. После извлечения очередной детали из стопы 1 с помощью схвата 3 си стема управления 18 подает команду в блок электроуправляемых клапанов 19, отключая цилиндр 11 тормозного устройства. Тормозная накладка 13 вместе со штоком 12 отводится пружиной 14 от собачки 9. Одновременно включается электроклапан, подающий воздух в вер нюю полость силового цилиндра 5, и каретка б, опираясь собачкой 9 на храповый зуб рейки 7 и шток 8, подии мается до тех пор, пока не поступит сигнал от датчика 17 о том, что уро вень стопы деталей, опирающийся на толкатель 4, находится в необходимом для захвата верхней детали положении По сигналу датчика 17 система уп равления 18 подает сигнал в блок электроуправляемых клапанов 19, и воздух поступает в цилиндр 11 тормоз ного устройства,- Тормозная накладка 13 прижимается к обратной стороне собачки 9. Одновременно отключается подача воздуха в верхнюю полость силового цилиндра 5, и вся система, состоящая из каретки 6, силовых цилиндров 5 и 11, толкателя 4 и стопы 1 деталей, зависает на тормозной накладке 13, удерживая необходимый для захвата детали верхний уровень стопы После захвата следующей детали цикл повторяется. Так как шаг рейки с храповыми зубьями заведомо больше толщины снимаемых со стопы деталей, то одного шага хватает на несколько циклов, при этом собачка 15, поднимаемая плоской пружиной 16, все больше отклоняется вниз и после выбора всего шага рейки заскакивает на следующий храповый зуб. В этот момент система управления 18 подает воздух в нижнюю полость Iсилового цилиндра 5 и отключает возДух от пневмоцилиндра 11. Тормозная накладка 13 отходит от собачки 9, шток 8 вместе с собачкой 9 поднимается на шаг, и собачка 9 заскакивает на очередной зуб, после чего устройство готово к дальнейшей работе. Устройство для подачи деталей предложенной конструкции обеспечивает постоянство верхнего уровня стопы деталей, повышает надежность работы механизма поштучного отделения деталей от стопы и более компактно по сравнению с известными устройствами аналогичного назначения. Формула изобретения 1.Устройство для подачи деталей, содержащее магазин для стопы деталей, толкатель стопы, снабженный приводом, выполненным в виде силового цилиндра со штоком, зубчатой рейки и взаимодействующих с ней собачек, о т л ичающееся тем, что, с целью расширения технологических возможностей за счет плавного изменения положения верха стопы, устройство снабжено кареткой, охватывающей зубчатую рейку с возможностью перемещения вдоль нее, тормозным устройством, смонтированным в упомянутой, каретке, выполненным в виде силового цилиндра и шарнирно закрепленной на его подпружиненном штоке тормозной накладки, контактирующей с тыльной стороной одной из собачек, датчиком положения верхнего края стопы и блоком электроуправляемых клапанов с системой управления, связываюишх датчик с цилиндрами толкателя и тормозного устройства. 2.Устройство по п. 1, о т л ичающееся тем, что тыльная сторона собачки, контактирующая с тормозной накладкой, выполнена со скосом, плоскость которого обращена в сторону стопы заготовок. Источники инЛормации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 709225, кл. В 21 D 43/24, 1980 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отделения листовых заготовок от стопы | 1990 |
|
SU1761359A1 |
| Устройство для поштучного отделения плоских деталей от стопы | 1989 |
|
SU1685849A1 |
| Устройство для шаговой подачи стопы заготовок | 1984 |
|
SU1311816A1 |
| Устройство для отделения верхней заготовки от стопы и подачи ее в зону обработки | 1986 |
|
SU1524959A1 |
| Устройство для поштучной выдачи изделий | 1986 |
|
SU1425042A1 |
| Устройство для подачи деталей | 1988 |
|
SU1521559A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1980 |
|
SU946733A1 |
| Загрузочное устройство | 1987 |
|
SU1437184A1 |
| Устройство для выдачи и ориентации штучных заготовок | 1987 |
|
SU1479178A1 |