Изобретение относится к устройствам для изготовления изделий из проволоки, в частности изолированных отводов, применяемых при электромонтажных работах.
Цель изобретения - расширение технических возможностей.
На фиг. 1 схематически показан
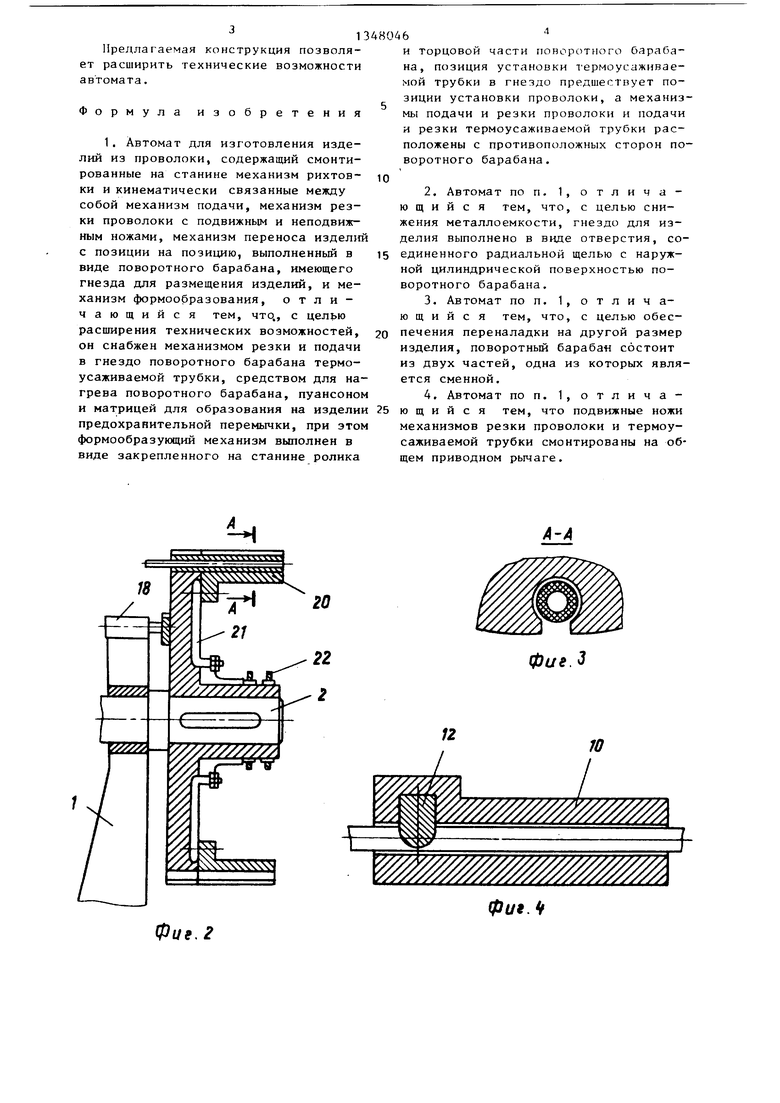
предлагаемый автомат для изготовления ю торцу крепятся его сменная часть 20 изолированных отводов, общий вид; и нагреватели 21, напряжение к кото- на фиг. 2 - поворотный барабан, раз- рым подводится через кольцо 22 токосъемника. Регулирование и поддержание температуры поворотного барабарез; на фиг. 3 - разрез А-А на фиг.2; на фиг. 4 - матрица и пуансон, продольный разрез; на фиг. 5 - изолированный отвод; на фиг. 6 - развертка поворотного барабана по технологическим позициям.
Автомат для изготовления изолированных отводов включает в себя станину (не показана), в стойках 1 которой размещен механизм переноса изделий с позиции на позицию, выполненный в виде поворотного барабана 2, соединенного через храповый механизм 3 с приводом 4. По периметру поворотного барабана 2 размещены гнезда 5 для размещения заготовок и изделий, вьтолненные в виде отверстия, соединенного радиальной щелью с наружной цилиндрической поверхностью бараба- ,на. Через щели осуществляется разгрузка изделий в лоток 6.
На оси поворотного барабана 2 размещен подпружиненный качающийся рычаг 7, взаимодействующий с кулачком приводного вала. На качающемся рычаге размещены храповый механизм 3 и подвижные ножи 8 и 9 резки проволоки и термоусаживаемой трубки. В качестве неподвижного ножа для подвижного ножа 8 резки проволоки служит матрица 10, а для ножа 9 резки трубки - втулка 11, установленные на ста15
20
на 2 производится автоматически изменением напряжения с помощью датчика температуры и тиристорного преобразователя (не показаны).
Автомат работает следующим образом.
Устанавливаются катушки 13 с проволокой и термоусаживаемЗй трубкой.с Проволока протягивается через ролики 14 для правки, захваты 15 и 16,
25 матрицу 10. Трубка проводится через захваты и втулку 11. Включается привод 4. Кулисные механизмы 17 пере- (Мещают подвижные захваты 15. Сначала в гнезда 5 заводится термоусаживае- мая трубка, поворотный барабан 2 поворачивается на одну позицию, в трубку подается проволока, трубка и проволока отрезаются ножами 8 и 9 качающегося рычага 7. Длина отрезаемых кусков проволоки и трубки регулируется настройкой плеча кривошипа кулисного механизма. Перед подачей проволоки в поворотный барабан 2 в ней пуансоном 12 пробивается паз для об4Q разования перемычки - предохранителя.
30
35
Под действием тепла, получаемого от вращающегося поворотного барабана 2, термоусаживаемая трубка посте- нине. В матрице 10 перемещается пуан- 45 пенно усаживается, уменьшает свой на- сон 12, предназначенный для образова- ружный диаметр, плотно охватьшая про- ния в проволоке перемычки, служащей предохранителем в злектрических цепях. Пуансон перемещается выступом
волоку. Производится гибка и плющение ножки отвода роликом 19 и при дальнейшем вращении поворотного баракачающегося рычага 7. На станине раз- Q бана 2 - разгрузка отводов на лоток
мещаются катушки 13 для проволоки и термоусаживаемой трубки, ролики 14 для правки проволоки, механизмы подачи, включающие подвижные 15 и не6 через щель гнезд 5,
При необходимости изготавливать отводы другой длины заменяется смёнподвижные 16 захваты. Подвижные зах- ная часть 20 поворотного барабана 2,
ваты перемещаются кулисными механизмами 17, связанными с приводом 4.
Фиксация поворотного барабана 2 осуществляется шариковым пружинньп-i
фиксатором 18, взаимодействующим с отверстиями, выполненными на шестерне храпового механизма 3, Плющение ножки отводов производят при вращении поворотного барабана 2 ролик 19, державка которого крепится к станине. Наковальней служит один из торцов поворотного барабана 2. К второму .
на 2 производится автоматически изменением напряжения с помощью датчика температуры и тиристорного преобразователя (не показаны).
Автомат работает следующим образом.
Устанавливаются катушки 13 с проволокой и термоусаживаемЗй трубкой.с Проволока протягивается через ролики 14 для правки, захваты 15 и 16,
матрицу 10. Трубка проводится через захваты и втулку 11. Включается привод 4. Кулисные механизмы 17 пере- Мещают подвижные захваты 15. Сначала в гнезда 5 заводится термоусаживае- мая трубка, поворотный барабан 2 поворачивается на одну позицию, в трубку подается проволока, трубка и проволока отрезаются ножами 8 и 9 качающегося рычага 7. Длина отрезаемых кусков проволоки и трубки регулируется настройкой плеча кривошипа кулисного механизма. Перед подачей проволоки в поворотный барабан 2 в ней пуансоном 12 пробивается паз для образования перемычки - предохранителя.
Под действием тепла, получаемого от вращающегося поворотного барабана 2, термоусаживаемая трубка посте- пенно усаживается, уменьшает свой на- ружный диаметр, плотно охватьшая про-
волоку. Производится гибка и плющение ножки отвода роликом 19 и при дальнейшем вращении поворотного бара6 через щель гнезд 5,
При необходимости изготавливать отводы другой длины заменяется смёнперенастраиваются кулисные механизмы 17, передвигаются и закрепляются в новом положении втулка 11 и нож 9 резки трубки.
1348046
Предлагаемая конструкция позволяет расширить технические возможности автомата.
и м м и
Формула изобретения
1. Автомат для изготовления изделий из проволоки, содержащий смонтированные на станине механизм рихтов- ки и кинематически связанные между собой механизм подачи, механизм резки проволоки с подвижным и неподвижным ножами, механизм переноса изделий с позиции на позицию, выполненный в виде поворотного барабана, имеющего гнезда для размещения изделий, и механизм формообразования, отличающийся тем, что,, с целью расширения технических возможностей, он снабжен механизмом резки и подачи в гнездо поворотного барабана термо- усаживаемой трубки, средством для нагрева поворотного барабана, пуансоном и матрицей для образования на изделии предохранительной перемычки, при этом формообразующий механизм выполнен в виде закрепленного на станине ролика
л
и торцовой части поворотного барабана, позиция установки термоусаживае- мой трубки в гнездо предшествует позиции установки проволоки, а механизмы подачи и резки проволоки и подачи и резки термоусажнваемой трубки расположены с противоположных сторон поворотного барабана.
2.Автомат поп, 1, отличающийся тем, что, с целью снижения металлоемкости, гнездо для изделия выполнено в виде отверстия, соединенного радиальной щелью с наружной цилиндрической поверхностью поворотного барабана.
3.Автомат по п. 1, отличающийся тем, что, с целью обеспечения переналадки на другой размер изделия, поворотный барабан состоит из двух частей, одна из которых является сменной.
4.Автомат по п. 1, отличающийся тем, что подвижные ножи механизмов резки проволоки и термоу- саживаемой трубки смонтированы на общем приводном рычаге.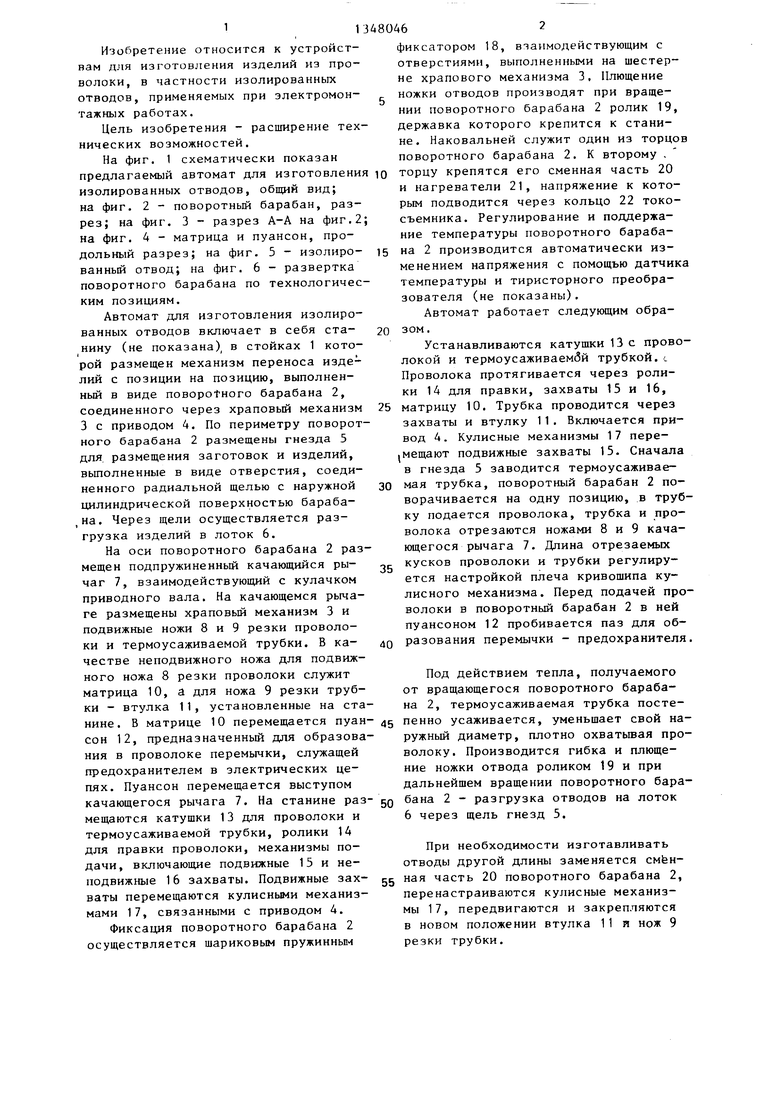
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления заготовок одновитковых секций обмоток электрических машин | 1979 |
|
SU884046A1 |
| Способ изготовления одинарных рыболовных крючков и автомат для их изготовления | 1989 |
|
SU1789316A1 |
| Автомат карусельного типа для монтажа ножек люминесцентных ламп | 1959 |
|
SU123623A2 |
| ИЗГОТОВЛЕНИЯ РЫБОЛОВНЫХ КРЮЧКОВ | 1970 |
|
SU270677A1 |
| Автоматизированный комплекс | 1990 |
|
SU1808644A1 |
| Автомат для изготовления изделий из листового материала | 1981 |
|
SU1033347A1 |
| Обжимной автомат | 1986 |
|
SU1378998A1 |
| Многопозиционный высадочный автомат | 1977 |
|
SU732063A1 |
| Автомат для высадки гвоздей | 1971 |
|
SU379119A1 |
| Автомат для изготовления деталей из проволоки | 1987 |
|
SU1470404A1 |
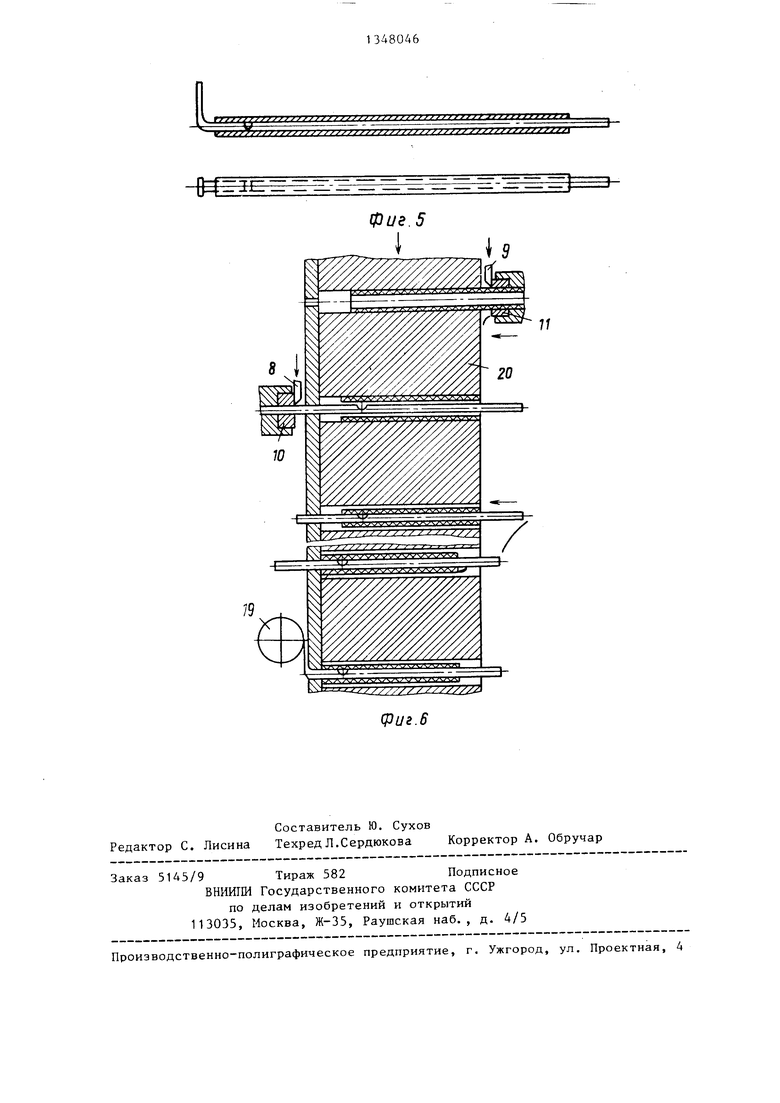
Изобретение относится к устройствам для изготовления изделий из проволоки и позволяет расширить технические возможности устройства. Устройство позволяет получать изолированные отводы, состоящие из проводника и изоляции. Отогнутый конец проводника (ножка) сплющен, а в стержне имеется паз, служащий предохранителем. Термоусаживаемая трубка и про вод из катушек 13 с помощью захватов 15 и 16 поочередно подаются в гнезда 5 поворотного барабана 2, обогреваемого нагревателями. При повороте на одну позицию поворотного барабана производится вырубка паза в проводни ке. Длина отрезаемых кусков провода и трубки регулируется настройкой кулисного механизма 17. Под действием тепла в поворотном барабане термоуса живаемая трубка уменьшается в диаметре и плотно охватывает проводник. В конце полного оборота поворотного барабана роликом 19 производится гиб ка и плющение ножки проводника, а за тем изолированный отвод выпадает из поворотного барабана через щель в гнезде 5. 3 з.п. ф-лы, 6 ил. S сл 00 4 00 о 4 а фи1 t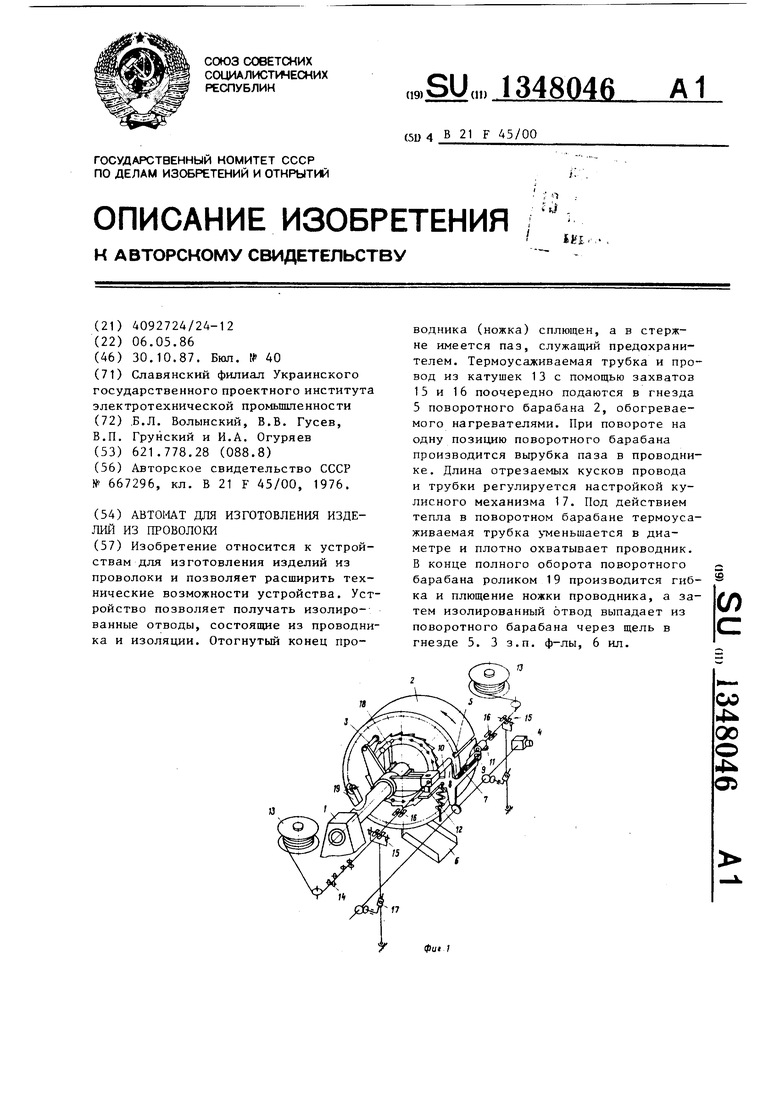
А-А
Фи9Л
Фиг. 2
л f ллл л t лл f f i л ( .f f..f if..f f.f f
гзс:--- | - Or - - - - - - I
- - -f- -- / /// / / / .Z
фиг.6
| Устройство для изготовления изделий из проволоки | 1976 |
|
SU667296A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
