(Л
21
20
N)
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубогибочная машина | 1988 |
|
SU1556786A1 |
| Трубогибочная машина | 1973 |
|
SU467556A1 |
| Станок для двусторонней гибки труб | 1985 |
|
SU1230717A2 |
| УСТРОЙСТВО ДЛЯ ГИБКИ И ЗАЖИМА ТРУБ | 1992 |
|
RU2043803C1 |
| Трубогибочная машина | 1986 |
|
SU1433548A1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2015 |
|
RU2614975C1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Узел поворота с механизмом зажима трубы трубогибочной машины | 1987 |
|
SU1523217A1 |
| Станок для гибки змеевиков | 1979 |
|
SU854507A1 |
| Станок для гибки змеевиков | 1985 |
|
SU1248692A1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для гибки труб обкаткой, и может найти применение в различных отраслях машиностроения. Целью является повьппение качества изделий за счет уменьшения овальности и устранения поверхностных дефектов в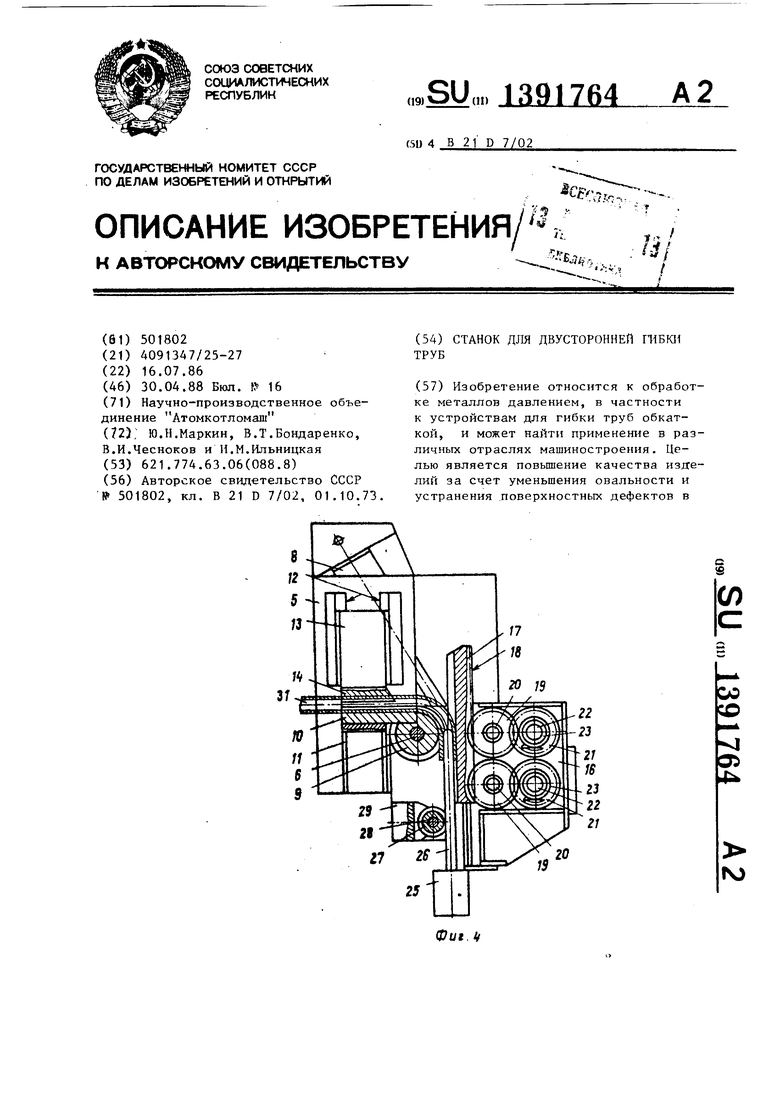
Фиг. Ц
виде царапин и рисок. Перемещением ползунов 16 в сторону заготовки 31 подводят гибочные планки 17 к поверхности последней. Включением силсвых цилиндров 8 на,рабочий ход осуществ- ляют поворот суппортов вокруг осей 6 на заданный угол. Независимые силовые пестерни 19, поворачиваясь вокруг осей 20 посредством зубчатого
1
Изобретение относится к обработке металлов давлением, в частности к устройствам для гибки труб обкаткой, и может найти применение в раз- личных отраслях машиностроения.
Цель изобретения - повышение качества изделий за счет уменьшения овальности и устранения поверхностных дефектов в виде царапин и ри- сок.
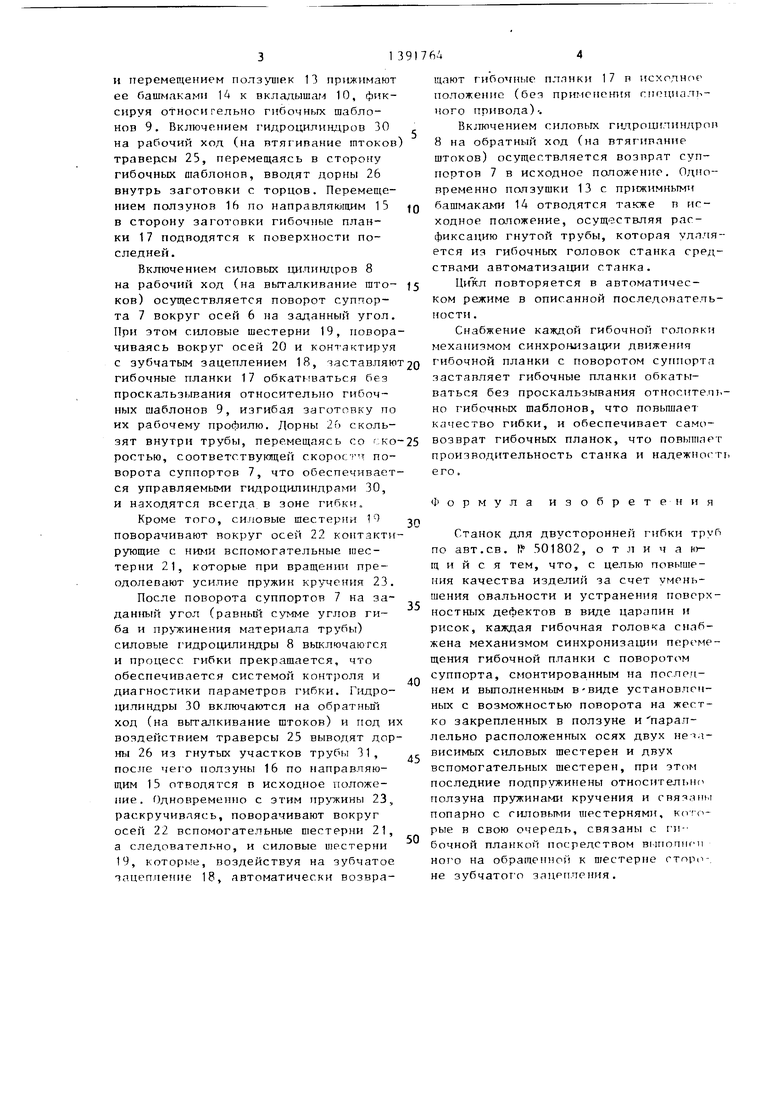
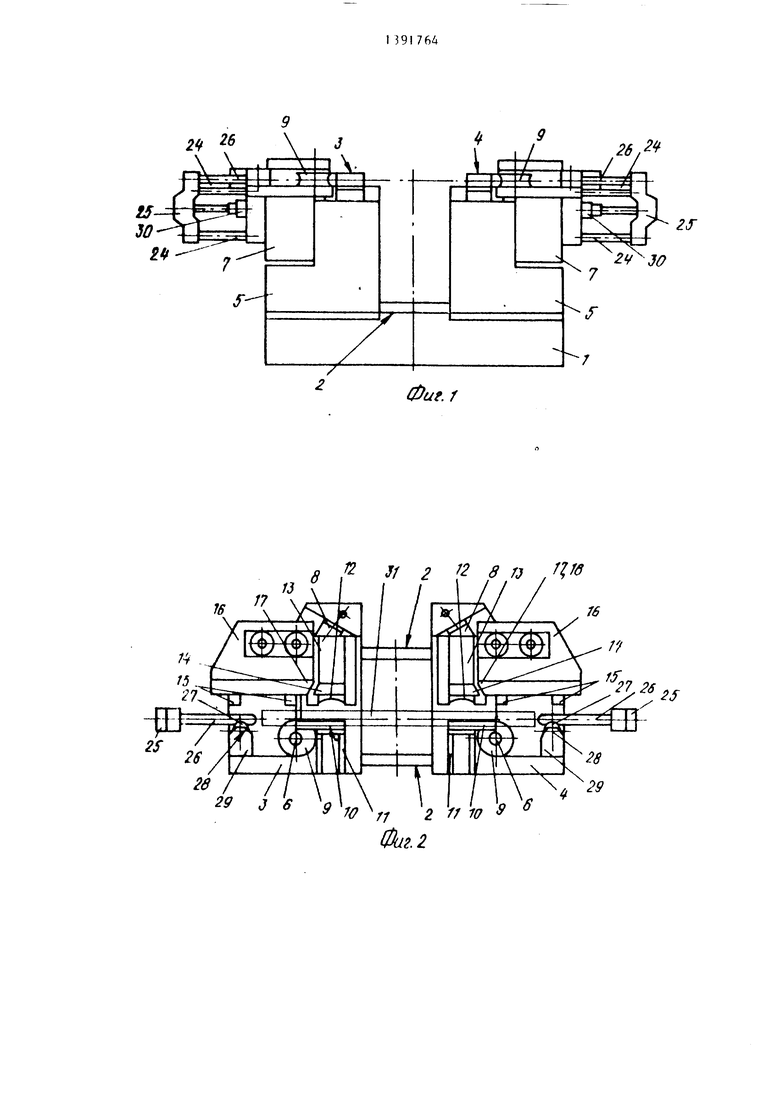
На фиг.1 изображен станок для двусторонней гибки труб; на Лиг.2 - то же, вид в плане; на фиг, 3 - пра-г
вая гибочная головка в исходном по- ложении, вид в плане; на фиг,4 - то же, при повороте суппорта на 90 относительно гибочного шаблона.
i
Станок для двусторонней гибки тру
состоит из станины 1, в направляю щих 2 которой с возможностью наладочных перемещений установлены две идентичные по конструкции гибочные головки 3-й 4. Каждая гибочная голов ка включает в себя корпус 5, в котором на центральной оси 6 (в средней ее части) поворотно смонтирован суппорт 7, шарнирно связанный со штоком силового гидроцилиндра 8, также шарнирно укрепленного на корпусе 5 (в верхней его части). На верхнем (консольном) конце оси 6 закреплен гибочный шаблон 9 ( с рабочим ручьем,соответствующим по форме и размеру наружному поперечному сечению изгибаемой трубы) с прижимным профильным вкладышем 10, в СБОЮ очередь жестко связанным с кронштейном 11 корпуса 5, В направляющих 12 корпуса 3 подвиж
но смонтирована ползушка 13 с г;рижим кым бшпмаком 14, который фикcиpvpт
зацепления 18, заставляют гиГчшные планки обкат)Шаться без проскальзывания относительно гибочных шаблонов 9, изгибая заготовку 31. Шестерни 19 поворачивают вокруг осей 20 контактируюпще с ними вспомогательные шестерни 21, которые при повороте преодолевают усилие пруэкин кручения 23. 4 ил.
5
д
c 5
0
0
трубу перед гибкой относительно вкла- дьшш 10 гибочного шаблона 9.
В направляющих 15 поворотного суппорта 7 подвижно смонтирован ползун 16, несущий установленную в нем с возможностью возвратно-поступате.пьно- го перемещения профильную гибочную планку 17, выполненную со стороны, обращенной к ползуну, в виде зубчатого зацепления 18, и механизм синхронизации перемещения гибочной планки с поворотом суппорта, выполненный в виде двух независимых силовых шестерен 19, поворотно смонтированных на осях 20, жестко закрепленных в ползуне 16. Шестерни 19 попарно находятся в зацеплении с двумя независимыми вcпoмoгaтeлы ы пl шестернями 21, установленными также поворотно на осях 22 в ползуна 16 и подпружиненными относительно него пружинами кручения 23. Зубчатое зацепление 18 взаимодействует с обеими силовыми ПJecтepнями 19.
Кроме того, на каждом поворотном суппорте 7 смонтирован механизм установки дорна, вьшолненный в виде укрепленной на нaпpaвляюш x колонках 24 траверсы 25, в верхней части которой соосно с гибочным шаблоном 9 жестко закреплен дорн 26, опирающц - ся на ролик 27, смонтированный посредством оси 28 в кронштейЕге 29 суппорта. Возвратно-поступательное перемещение траверсы 25 с дорном 26 осуществляется управляегтым гидро1-М1Линд- ром 30, установленным на суппорте.
Станок для двусторонней гибки труб работает следующим образом.
Трубную злг птовку 31 устанавлива1ат п рабочую зону 1 иб ;чных головок 3 и 4
н перемещением полз т11ек 13 прижимают ее башмаками 14 к вкладыша;) 10, фик- снруя относи гелыю гибочных шаблонов 9. Включением гидроцилиндров 30 на рабочий ход (на втягивание ттоков TpaaepiCbi 25, перемещаясь в сторону гибочных шаблонов, вводят дорны 26 внутрь заготовки с торцов. Перемещением ползунов 16 по направляюгцим 15 в сторону заготовки гибочные планки 17 подводятся к поверхности последней.
Включением силовых цилиццров 8 на рабочий ход (на выталкивание штоков) осуществляется поворот суппорта 7 вокруг осей 6 на заданный угол. При этом силовые шестерни 19, поворачиваясь вокруг осей 20 и контактируя с зубчатым зацеплением 18, заставляю гибочные планки 17 обкатываться без проскальзывания относительно гибочных шаблонов 9, изгибая заготовку по их рабочему профилю. Дорны 2f) скользят внутри трубы, перемещаясь со скоростью, соответствующей скорости поворота суппортов 7, что обеспечивается управляемыми гидроцилиндрами 30, и находятся всегда в зоне гибки.
Кроме того, силовые шестерни 10 поворачивают вокруг осей 22 контактирующие с ними вспомогательные шестерни 21, которые при вращении преодолевают усилие пружин кручения 23.
После поворота суппортов 7 на за данный угол (равньп сумме углов ги- ба и пружинения материа.па трубы) силовые гидроцилиндры 8 выключаются и процесс гибки прекращается, что обеспечивается системой контроля и диагностики параметров гибки. Гидро- 1;илиндры 30 включаются на обратньш ход (на выталкивание штоков) и под и воздействием траверсы 25 выводят дорны 26 из гнутых участков трубы 31, после чего ползуны 16 по направляющим 15 отводятся п исходное положение. Одновременно с этим пружины 23, раскручиваясь, поворачивают вокруг осей 22 вспомогательные шестерни 21, а следовательно, и силовые шестерни 19, которь е, воздействуя на зубчатое зацепление 18, автоматически возвра0
5
0
5
0
5
0
5
0
щают гибочн1,1е пллнки 17 в исхолнг е положение (без применения специального привода)-.
Включением силовых пщроцилиндроп 8 на обратный ход (на втягивание штоков) осуществляется возврат суппортов 7 в исходное папожение. временно ползушки 13 с прютимными башмакакт 14 отводятся также в исходное положение, осуществляя рас- фиксацию гнутой трубы, которая уляля- втся из гибочных головок станка средствами автоматизации станка.
ПиЭсл повторяется в автоматическом режиме в описанной последовательности .
Снабжение каждой гибочной головки механизмом синхронизации движения гибочной планки с поворотом суппорта заставляет гибочные планки обкатываться без проскальзьгаания относительно гибочных шаблонов, что повьшгает качество гибки, и обеспечивает самовозврат гибочных планок, что повышает производительность станка и надежностт, его.
Формула изобретения
Станок для двусторонней гибки труб по авт.св. f 501802, о т л и ч а ю- щ и и с я тем, что, с це.лью повышения качества изделий за счет уменьшения овальности и устранения поверхностных дефектов в виде царапин и рисок, каждая гибочная головка снабжена механизмом синхронизации перемещения гибочной планки с поворотом суппорта, смонтирова.нным па последнем и вьшолненным в-виде установленных с возможностью поворота на жестко закрепленных в ползуне и параллельно расположенных осях двух независимых силовых шестерен и двух вспомогательных шестерен, при этом последние подпружинены относительн(1 ползуна пружинами кручения и связаны попарно с cилoвы m шестернями, ко го- рые в свою очередь, связаны с г и-бочкой планкой посредством ВЫПОПИГМ
ного на обращенной к шестерне стороне зубчатог о зацепления.
24
26
,o
Фаг. 2.
26,
2f
Фие.г
Jf 2 12 8 /j ,
76
«
в.
2f
V23 22 23 22 // //
J / г ч/
Л / .
Фи1.3
| Станок для двухсторонней гибки труб | 1973 |
|
SU501802A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
