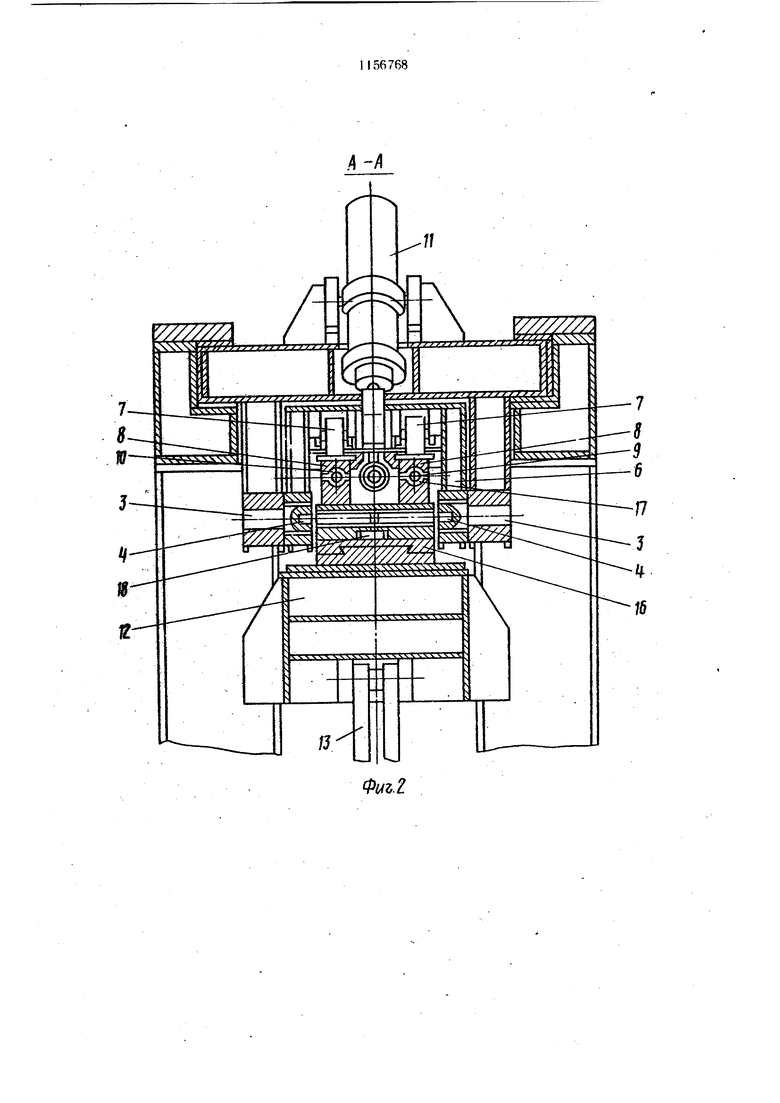
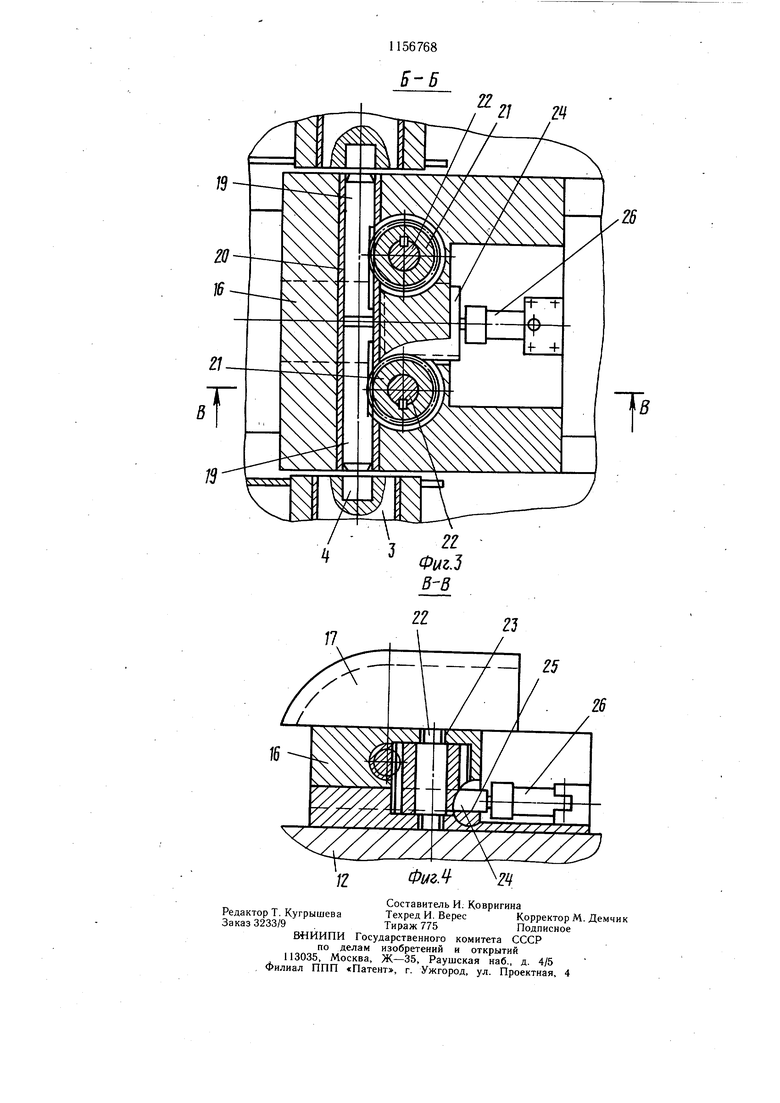
Изобретение относится к трубогибочному оборудованию и может найти применение во многих отраслях машиностроения, в частности в энергомашиностроении и для изготовления гнутых труб, используемых в поверхностях нагрева и теплообмена котлоагрегатов и является усовершенствованием устройства по авт. св. №501802. На фиг. 1 изображен станок для двусторонней гибки труб, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 разрез на фиг. 1; на фиг. 4 - разрез В-В на фиг. 3. Станок для двусторонней гибки труб состоит из станины 1, в верхней части которой в направляющих установлены с возможностью продольного перемещения корпусы 2 гибочных механизмов, снабженные осями 3 с полостями 4, несущими подвижно смонтированные поворотные каретки 5, Каждая из кареток состоит из обоймы 6 обхватывающих роликов 7, гибочных плаиок 8, оправок 9, перемещаемых цилиндром 10. Сверху на корпусах 2 щарннрно укреплены силовые цилиндры II, штоки которых связаны с обоймами кареток. В вертикальных направляющих станины подвижно смонтирован суппорт .12, связанный посредством рычажной системы 13 с приводным цилиндром 14. На верхней плоскости суппорта в поперечных направляющих подвижно установлено подающее устройство 15, а Е продольных направляющих подвижно смонтирован блок 16 с гибочными шаблонами 17. В каждый блок 16 встроен фиксирующий узел 18, содержащий реечные фиксаторы 19, подвижно смонтированные во втулке 20 и контактирующие с шестернями 21, жестко закрепленными на осях 22, в свою очередь, подвижно установленных в подшипниках 23 скольжения. Кроме того, шестерни взаимодействуют с приводной рейкой 24, установленной с возможностью возвратно-поступательного перемещения в направляющих 25 блока 16 и связанной со штоком цилиндра 26, жестко укрепленным, в свою очередь, в блоке. Станок работает следующим образом. Для выполнения гибочных операций станок настраивается на определенный типоразмер изгибаемых Труб. При настройке необходимо обеспечить соосность подвижных шаблонов 17 и поворотных кареток 5, для чего включением цилиндра 14 (на натягивание штока) суппорт 12 с блоками 16 и шаблонами 17 перемещается в крайнее верхнее положение. Включением цилинд;ров 26 (на выталкнвание штока) рейка 24, еремещаясь вперед по направляющим 25, поворачивает игестерни 21, которые, воздейтвуя ня реечные фиксаторы 19, вводят их в полости 4 осей 3, обеспечивая Строгую соосность шаблонов и поворотных кареток. После этого перемещением корпусов 2 на заданный размер, соответствующий длине прямолинейного участка трубы между гибамн, устанавливают гибочные механизмы i позицию гибки. Включением цилиндров 2t на обратный ход (на втягивание штока) осуществляется вывод фиксаторов 19 из полостей 4 осей 3. Включением цилиндра 14 (на выталкивание штока) суппорт 12 с блоками 16 и шаблонами 17 опускается в крайнее нижнее положение, после чего подающим устройством 15 трубы устанавливаются в рабочие ручьи шаблонов. Включением цилиндра 14 (на втягивание штока) суппорт 12 с блоками 16- и шаблонами 17 с трубами поднимается в крайнее верхнее положений, после чего включ нием цилиндров 26 (на выталкивание штока) вводят фиксаторы 19 в полости 4 осей 3, осуществляя строгую фиксацию гибочных шаблонов с поворотными каретками перед гибкой. Включением цилиндров 10 оправки 9 вводят внутрь трубных заготовок. После этого включением силовых цилиндров 11 (на выталкивание штоков) поворачивают каретки 5 вокруг осей 3, при этом под воздействием обкатывающих роликов 7 и гибочных планск 8 осуществляется гибка концов труб по шаблонам 17. При окончании гибки включением цилиндров 10 на обратный ход осуществляется вывод оправок 9 иЗ труб Одновременно включением цилиндров 26 на обратный ход фиксаторы 19 выводят из полостей 4 осей 3. Затем одновременно включением цилиндров I I и 14 возвращают в исходное положение каретки 5 и опускают суппорт 12 с изогнутыми трубами в крайнее нижнее положение. Включением подающего устройства 15 гнутые трубы удаляются из зоны гибки, а прямые заготовки устанавливаются в ручьи шаблонов 17, после чего цикл работы повторяется я автоматическом режиме. Использование в конструкции станка узлов фиксации соосности шаблонов и поворотных кареток обеспечивает кинематическую жесткость гибочных механизмов, в результате чего достигается высокая точность и качество гибки. При усовершенствовании трубогибочных автоматов путем оснащения их предложенным фиксирующим узлом трудоемкость переналадки гибоч.чых механизмов снижается на 50%.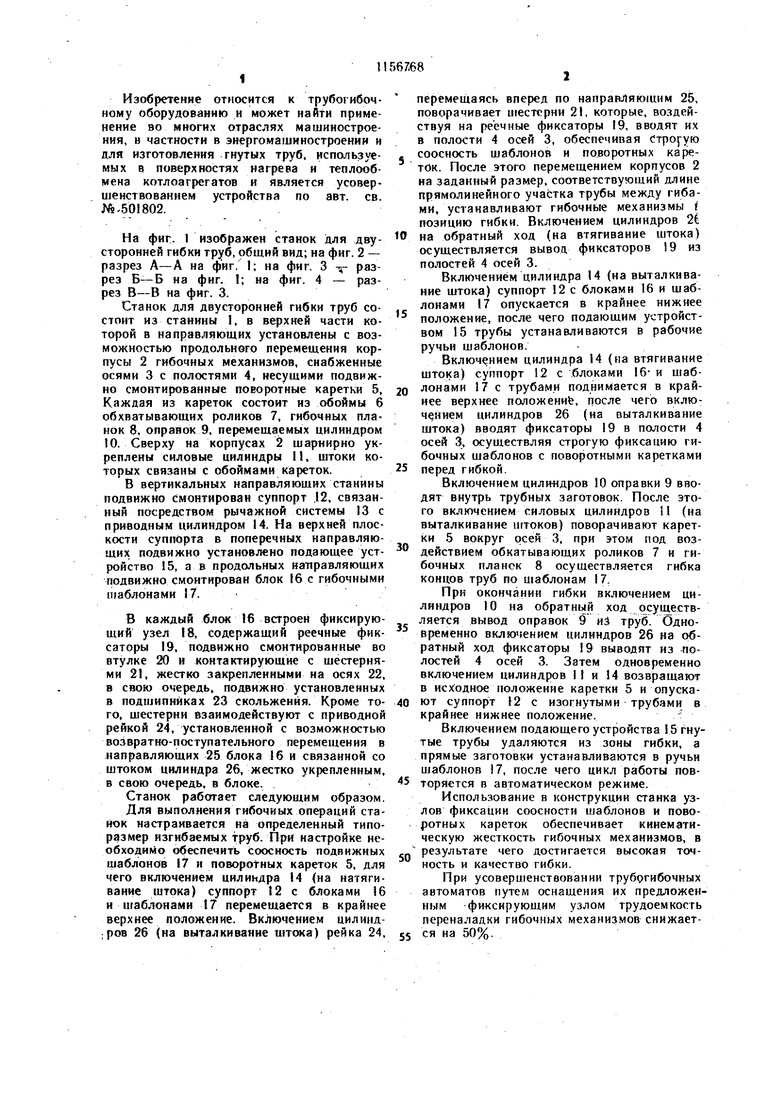
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| Станок-автомат для двусторонней гибки труб | 1985 |
|
SU1271611A1 |
| Станок для двухсторонней гибки труб | 1973 |
|
SU501802A1 |
| Станок для двусторонней гибки труб | 1979 |
|
SU797819A1 |
| Станок для двусторонней гибки труб | 1987 |
|
SU1523215A1 |
| Станок для изготовления змеевиков | 1980 |
|
SU863072A1 |
| Станок для изготовления змеевиков | 1981 |
|
SU967612A1 |
| Устройство для изготовления змеевиков | 1982 |
|
SU1160041A1 |
| Станок для подгибки труб в панелях | 1973 |
|
SU496941A1 |
| Установка для изготовления пакетов экономайзеров | 1988 |
|
SU1590298A1 |
1. СТАНОК ДЛЯ ДВУСТОРОННЕЙ ГИБКИ ТРУБ по авт. св. № 501802, отличающийся тем, что, с целью повышения эксплуатационной надежности, каждый гибочный шаблон снабжен фиксатором, фик-сирующим его относительно корпуса. 2. Станок по п. 1, отличающейся тем, что фиксатор выполнен в виде пары зубчатых реек, связанных с шестернями, размещенными на гибочном шаблоне, а в осях со стороны торцов, обращенных к гибочному шаблону соосно рейкам, выполнены глухие отверстия.
| Станок для двухсторонней гибки труб | 1973 |
|
SU501802A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
