Изобретение относится к автоматизации производственных процессов и применимо для обслуживания машин литья под давлением для извлечения деталей из пластмасс из матрицы формы.
Цель изобретения - расширение технологических возможностей использования манипулятора за счет повышения надежности извлечения отливок из литьевых форм, в том числе многоместных, путем наложения колебательных движений на основное движение руки со схватом в процессе извлечения отливки.
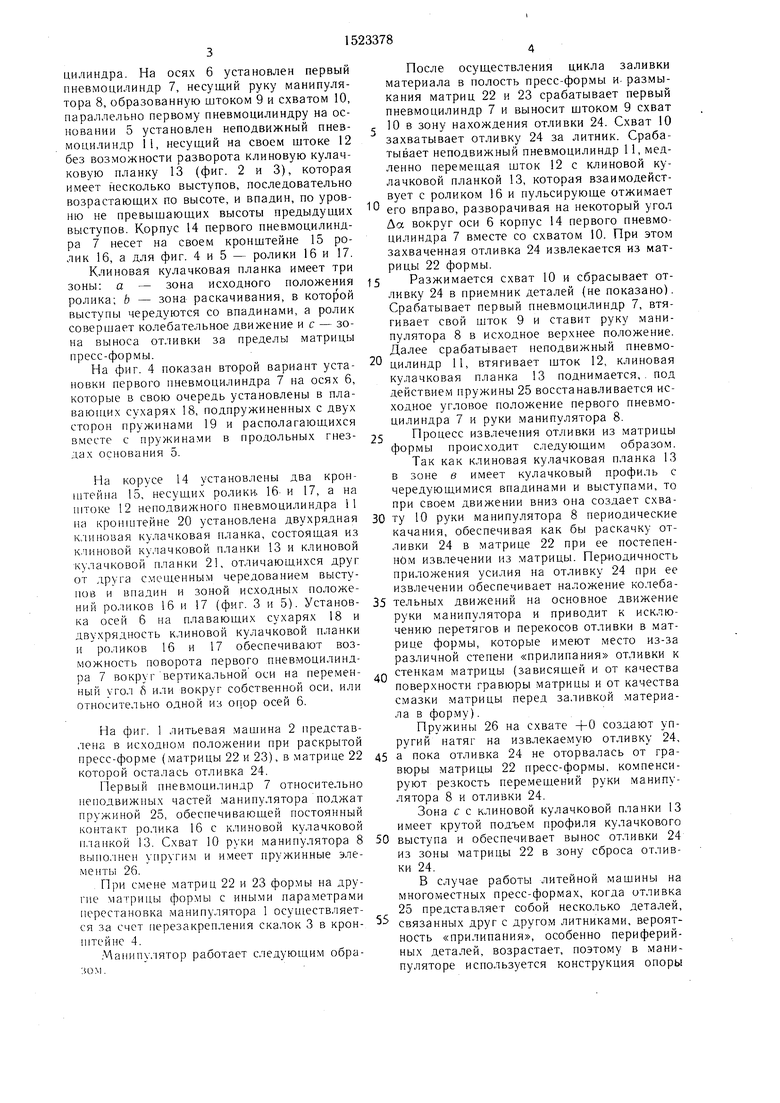
На фиг. 1 предствлен манипулятор, установленный для обслуживания машин литья
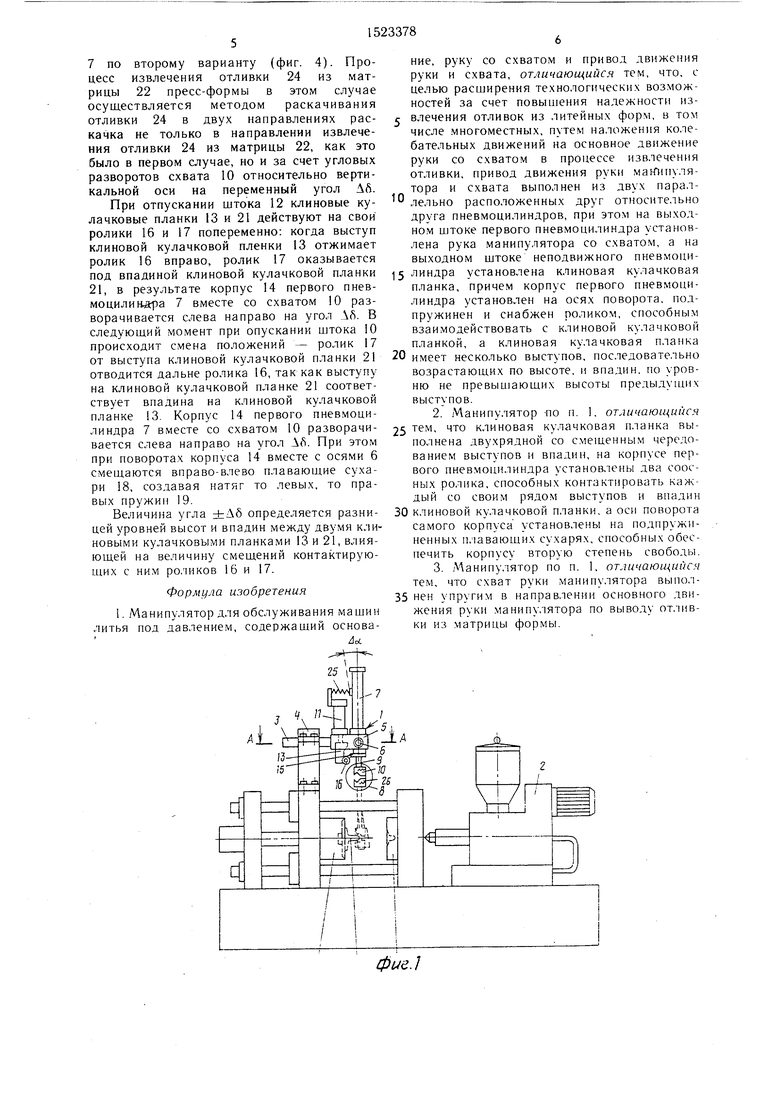
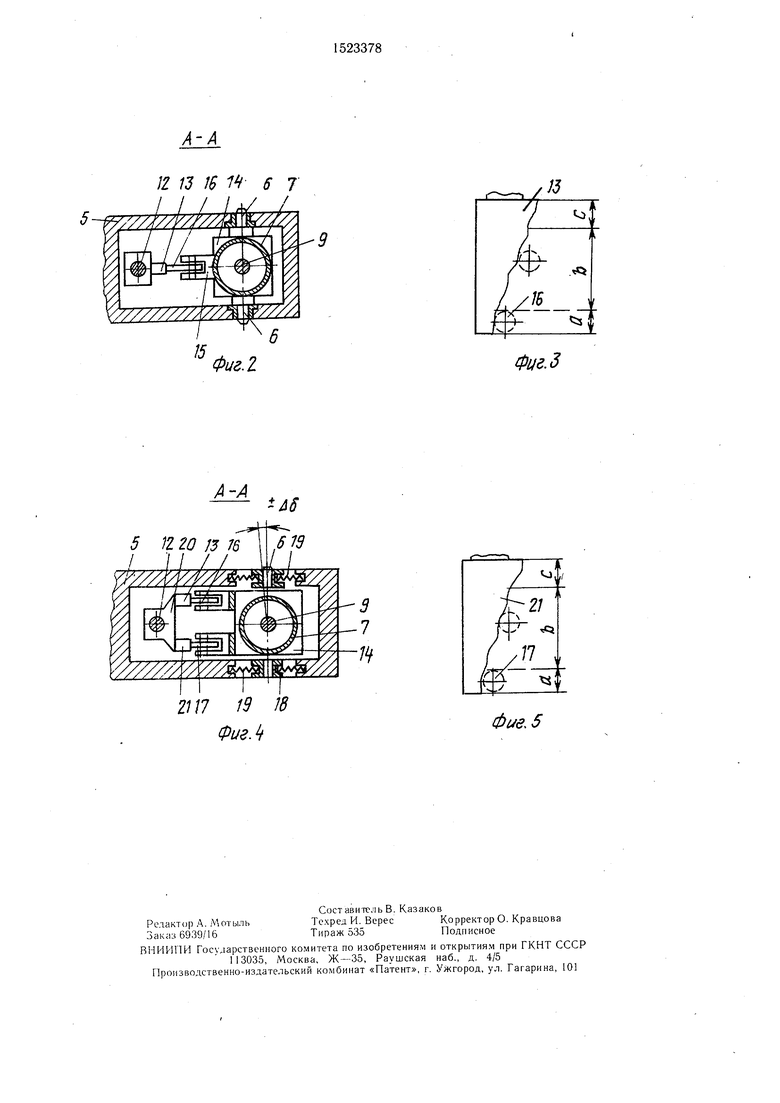
под давлением, общий вид; на фиг. 2 - разрез А-А на фиг. I (с сечением по осям поворота пневмоцилиндра с рукой); на фиг. 3 - клиновая кулачковая планка; на фиг. 4 - разрез на фиг. I (с сечением по осям поворота, установленным в подпружиненных сухарях); на фиг. 5 - двухрядная клиновая кулачковая планка.
Манипу,1ятор I установлен (фиг. 1) на Г1лите литьевой машины 2 при помощи скалок 3 и кронштейна 4 так, что в исходном положении он на.ходится вне зоны смыкания плит машины. Со скалками 3 связано основание 5 манипулятора 1, на котором параллельно друг к другу установлены два пневмоСП ю
оо оо
00
1
цилиндра. На осях 6 установлен первый пневмоцилиндр 7, несущий руку манипулятора 8, образованную штоком 9 и схватом 10, параллельно первому пневмоцилиндру на основании 5 установлен неподвижный пневмоцилиндр 11, несущий на своем щтоке 12 без возможности разворота клиновую кулачковую планку 13 (фиг. 2 и 3), которая имеет несколько выступов, последовательно возрастающих по высоте, н впадин, по уровню не превышающих высоты предыдущих выступов. Корпус 14 первого пневмоцилинд- ра 7 несет на своем кронштейне 15 ролик 16, а для фиг. 4 и 5 - ролики 16 и 17.
Клиновая кулачковая планка имеет три зоны: а - зона исходного положения ролика; b - зона раскачивания, в которой выступы чередуются со впадинами, а ролик совершает колебательное движение и с - зона выноса отливки за пределы матрицы пресс-формы.
На фиг. 4 показан второй вариант установки первого пневмоцилиндра 7 на осях 6, которые в свою очередь установлены в плавающих сухарях 18, подпружиненных с двух сторон пружинами 19 и располагающихся вместе с пружинами в продольных гнез- ;iax основания 5.
На корусе 14 установлены два кронштейна 15, несущих ролики. 16 и 17, а на штоке 12 неподвижного пневмоцилиндра 1 на кронштейне 20 установлена двухрядная клиновая кулачковая планка, состоящая из клиновой кулачковой планки 13 и клиновой кулачковой планки 21, отличающихся друг от друга смещенным чередованием выступов и впадин и зоной исходных положений роликов 16 и 17 (фиг. 3 и 5). Установ- ка осей 6 на плавающих сухарях 18 и двухрядность клиновой кулачковой планки и роликов 16 и 17 обеспечивают возможность поворота первого пневмоцилиндра 7 вокруг вертикальной оси на переменный угол 8 или вокруг собственной оси, или относительно одной из оп.ор осей 6.
На фиг. 1 литьевая машина 2 представлена в исходном положении при раскрытой пресс-форме (матрицы 22 и 23), в матрице 22 которой осталась отливка 24.
Первый пневмоцилиндр 7 относительно неподвиж1 ых частей манипулятора поджат пружиной 25, обеспечиваюшей постоянный контакт ролика 16 с клиновой кулачковой планкой 13. Схват 10 руки манипулятора 8 выполнен упругим и имеет пружинные элементы 26.
При смене матриц 22 и 23 формы на другие матрицы формы с иными параметрами перестановка манипулятора 1 осуществляется за счет перезакрепления скалок 3 в крон- Н1тейне 4.
Манипулятор работает следующим образом.
0
5
0
5
0
0 5
5
0
5
После осуществления цикла заливки материала в полость пресс-формы и. размыкания матриц 22 и 23 срабатывает первый пневмоцилиндр 7 и выносит штоком 9 схват 10 в зону нахождения отливки 24. Схват 10 захватывает отливку 24 за литник. Срабатывает неподвижный пневмоцилиндр 11, медленно перемещая шток 12 с клиновой кулачковой планкой 13, которая взаимодействует с роликом 16 и пульсирующе отжимает его вправо, разворачивая на некоторый угол Да вокруг оси 6 корпус 14 первого пневмоцилиндра 7 вместе со схватом 10. При этом захваченная отливка 24 извлекается из матрицы 22 формы.
Разжимается схват 10 и сбрасывает отливку 24 в приемник деталей (не показано). Срабатывает первый пневмоцилиндр 7, втягивает свой шток 9 и ставит руку манипулятора 8 в исходное верхнее положение. Далее срабатывает неподвижный пневмоцилиндр 11, втягивает шток 12, клиновая кулачковая планка 13 поднимается,, под действием пружины 25 восстанавливается исходное угловое положение первого пневмоцилиндра 7 и руки манипулятора 8.
Процесс извлечения отливки из матрицы формы происходит следующим образо.м.
Так как клиновая кулачковая планка 13 в зоне в имеет кулачковый профиль с чередующимися впадинами и выступами, то при своем движении вниз она создает схва- ту 10 руки манипулятора 8 периодические качания, обеспечивая как бы раскачку отливки 24 в матрице 22 при ее постепенном извлечении из .матрицы. Пер-иодичность приложения усилия на отливку 24 при ее извлечении обеспечивает наложение колебательных движений на основное движение руки манипулятора и приводит к исключению перетягов и перекосов отливки в матрице формы, которые имеют место из-за различной степени «прилипания отливки к стенкам матрицы (зависящей и от качества поверхности гравюры матрицы и от качества смазки матрицы перед заливкой материала в форму).
Пружины 26 на схвате +0 создают упругий натяг на извлекаемую отливку 24, а пока отливка 24 не оторвалась от гравюры матрицы 22 пресс-формы, компенсируют резкость перемещений руки манипулятора 8 и отливки 24.
Зона с с клиновой кулачковой планки 13 имеет крутой подъем профиля кулачкового выступа и обеспечивает вынос отливки 24 из зоны матрицы 22 в зону сброса отливки 24.
В случае работы литейной машины на многоместных пресс-формах, когда отливка 25 представляет собой несколько деталей, связанных друг с другом литниками, вероятность «прилипания, особенно периферийных деталей, возрастает, поэтому в манипуляторе используется конструкция опоры
7 по второму варианту (фиг. 4). Процесс извлечения отливки 24 из матрицы 22 пресс-формы в этом случае осуществляется методом раскачивания отливки 24 в двух направлениях раскачка не только в направлении извлечения отливки 24 из матрицы 22, как это было в первом случае, но и за счет угловых разворотов схвата 10 относительно вертикальной оси на переменный угол Afi.
При отпускании штока 12 клиновые кулачковые планки 13 и 21 действуют на свои ролики 16 и 17 попеременно: когда выступ клиновой кулачковой пленки 13 отжимает ролик 16 вправо, ролик 17 оказывается под впадиной клиновой кулачковой планки 21, в результате корпус 14 первого пнев- моцилиндра 7 вместе со схватом 10 разворачивается слева направо на угол Afi. В следующий момент при опускании щтока 10 происходит смена положений - ролик 17 от выступа клиновой кулачковой планки 21 отводится дальне ролика 16, так как выступу на клиновой кулачковой планке 21 соответствует впадина на клиновой кулачковой планке 13. Корпус 14 первого пневмоци- линдра 7 вместе со схватом 10 разворачивается слева направо на угол f. При этом при поворотах корпуса 14 вместе с осями 6 смещаются вправо-влево плавающие сухари 18, создавая натяг то левых, то правых пружин 19.
Величина угла ±Дб определяется разницей уровней высот и впадин между двумя клиновыми кулачковыми планками 13 и 21, влияющей на величину смещений контактирующих с ним роликов 16 и 17.
Форм11ла изобретения
. Манипулятор для обслуживания машин литья под давлением, содержащий основа- Jot
0
5
ние, руку со схватом и привод движения руки и схвата, отличающийся тем, что, с целью расширения технологических возможностей за счет повышения надежности из- в,дечения отливок из литейных форм, в том числе многоместных, путем наложения колебательных движений на основное движение руки со схватом в процессе извлечения отливки, привод движения руки манипулятора и схвата выполнен из двух параллельно расположенных друг относительно друга пневмоцилиндров, при этом на выходном штоке первого пневмоцилиндра установлена рука манипулятора со схватом, а на выходном штоке неподвижного пневмоцилиндра установлена клиновая кулачковая планка, причем корпус первого пневмоцилиндра установлен на осях поворота, подпружинен и снабжен роликом, способным взаимодействовать с клиновой кулачковой планкой, а клиновая кулачковая планка имеет несколько выступов, последовательно возрастающих по высоте, и впадин, по уровню не превышающих высоты предыдущих выступов.
2.Манипулятор -по п. 1, отличающийся тем, что клиновая кулачковая планка выполнена двухрядной со смещенным чередованием выступов и впадин, на корпусе первого пневмоцилиндра установлены два соос- ных ролика, способных контактировать каждый со своим рядом выступов и впадин
0 клиновой кулачковой планки, а оси поворота самого корпуса установлены на подпружиненных плавающих сухарях, способных обеспечить корпусу вторую степень свободы.
3.Манипулятор по п. 1, отличающийся тем, что схват руки манипулятора выпо.ч- нен упругим в направлении основного движения руки манипулятора по выводу отливки из матрицы формы.
0
5
5
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Робот | 1991 |
|
SU1781026A1 |
| Манипулятор для извлечения отливок | 1985 |
|
SU1308426A1 |
| Манипулятор | 1989 |
|
SU1673430A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Установка для изготовления биметаллических деталей | 1982 |
|
SU1069941A1 |
| Устройство для рихтовки выводов радиоэлементов | 1990 |
|
SU1714825A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| РОБОТИЗИРОВАННЫЙ МАНИПУЛЯТОР | 2003 |
|
RU2243881C2 |
| Многоместное делительное устройство | 1980 |
|
SU918024A1 |
Изобретение относится к автоматизации производственных процессов и применимо для обслуживания машин литья под давлением для извлечения деталей из пластмасс из материала формы. Цель - расширение технологических возможностей использования манипулятора за счет повышения надежности извлечения отливок из литьевых форм, в том числе многоместных, путем наложения колебательных движений на основное движение руки со схватом в процессе извлечения. Для этого привод движения руки манипулятора и схвата выполнен из двух параллельно расположенных друг относительно друга пневмоцилиндров. На выходном штоке первого пневмоцилиндра установлена рука манипулятора со схватом, а на выходном штоке неподвижного пневмоцилиндра - клиновая кулачковая планка. Корпус первого пневмоцилиндра установлен на осях поворота, подпружинен и снабжен роликом. Ролик способен взаимодействовать с клиновой кулачковой планкой. Клиновая кулачковая планка имеет несколько выступов, последовательно возрастающих по высоте, и впадин, по уровню не превышающих высоты предыдущих выступов. Клиновая кулачковая планка может быть выполнена двухрядной со смещенным чередованием выступов и впадин. На корпусе первого пневмоцилиндра установлены два соосных ролика, способных контактировать каждый со своим рядом выступов и впадин клиновой кулачковой планки, а оси поворота самого корпуса установлены на подпружиненных плавающих сухарях, способных обеспечить корпусу вторую степень свободы. Схват руки манипулятора может быть выполнен упругим в направлении основного движения руки манипулятора по выводу отливки из матрицы формы. 2 з.п. ф-лы, 5 ил.
Фы.1
1 13 W 7 6 7
/ / / У/ // ///7л
Фиг. г
А-А
5 1120 /5 /б
/ / / / /
гП1 19 18 Фиг л
Фие.З
Фие. 5
| Устройство для удаления изделий из литьевой машины | 1979 |
|
SU789279A1 |
| Солесос | 1922 |
|
SU29A1 |
