Изобретение относится к измерительной технике и может быть использовано в различных областях народного хозяйства при раскрое полосовых материалов.
Целью изобретения является расширение функциональных возможностей путем учета потерь от раскроя материала.
На чертеже представлена блок-схем устройства.
Устройство содержит датчик 1 длины материала, блок 2 совпадения, пересчетный блок 3, микропроцессорный блок 4, блок 5 индикации, датчик 6 обрыва материала, датчик 7 количеств заготовок, счетчик-регистр 8 и блок 9 ввода коэффициентов масштабировани При этом входы блока 2 совпадения подключеньг к выходам датчиков длины материала 1 и обрыва материала 6, выход блока 2 совпадения подключен к последовательно соединенным пересчетному блоку 3, микропроцессорному бло ку 4 и блоку 5 индикации. Выход датчика 7 количества заготовок связан с входом счетчика-регистра 8, соединенного своим выходом с вторьм входом микропроцессорного блока 4, третий вход которого соединен с выходом блока 9 ввода коэффициентов масштабирования.
Устройство работает следующим образом.
Датчик 1 длины материала формируе импульсы, количества которых пропорционально длине раскраиваемого материала. -Импульсы от датчика 1 длины поступают -на блок 2 совпадения. В но мальном режиме при наличии сигнала разрешения от датчика 6 обрыва материала импульсы датчика 1 длины материала проходят через блок 2 совпадения на пересчетный блок 3. Микропро- цессорный блок 4 в это время считывает содержимое пересчетного блока 3 и производит преобразование количества импульсов от датчика 1 длины материала в значении длины и площади полосового материала по формулам
ч.д де L
N ,- К
L
,,0 - длина полосового материала, измеренная по датчикуч ее 1 длины материала; N, - количество импульсов, поступивших от датчика 1 длины материала;
K - коэффициент масштабирования по длине;
1.
9.Э
К
tji
где Э9 лощадь полосового материала, измеренная по датчику 1 длины материала; коэффициент масштабирования по ширене (равен ширине полосового материала). Одновременно импульсы от датчика 7 количества заготовок поступают на счетчик-регистр 8. Микропроцессорный блок 4, считывая содержимое счетчика- регистра 8, производит преобразование количества импульсов от датчика 7 количества заготовок в значения длины и площади по формулам
Ч.З
к
U4
р Де I g. - минимальное значение длины материала, которое должно быть израсходовано на изготовление данного количества заготовок;
N - количество импульсов от датчика 7 заготовок;
К,.- коэффициент масштабирования по длине заготовки (равный стандартной длине заготовки);
а.з 9,} Ы2.
где S - минимальное значение площади материала, которое должно быть израсходовано на изготовление данного количества заготовок;
Кц,- коэффициент масштабирования по площади заготовки (равен стандартному значению ширины заготовки);
Z - количество заготовок в одном ряду.
Далее микропроцессорный блок 4 производит расчет потерь от раскроя материала по длине
п.а д.Ъ а. расчет потерь от раскроя по ширине
Sp.ia , шг 2)Ьэ,э и расчет потерь по площади
n а.э 9з
Затем производится вычисление потерь по длине, ширине и площади в процентах к значениям величин длины, ширины и площади израсходованного материала (величина которого измерена по датчику 1 длины материала)
I
Sj.- Э.Э
Sa.a
Sj
э.э
100%;
100%;
100%.
в случае обрыва материала сигнал от датчика 6 обрыва материала, поступая на второй вход блока 2 совпадения, производит запрет счета импульсов от датчика 1 длины материала. Счет длины и площади по сигналам от датчика 1 длины материала прекращается.
Счет длины и площади по сигналам от датчика 7 количества заготовок в то же время может продолжаться до тех пор, пока не кончатся остатки материала в резательном станке. Датчик 1 длины материала на технологической линии устанавливается перед входом материала в резательный станок на расстоянии не более 1-3 м. Поэтому при заправке материала сначала начи10
15
5238986
нается счет импульсов длины, а затем по мере поступления материала счет импульсов от датчика 7 количества заготовок, при обрыве - наоборот: сначала прекра1цается счет импульсов от датчика 1 длины материала, а затем по мере прохождения остатков материала прекрацается счет импульсов от датчика 7 количества заготовок. Формула изобретения
Устройство для измерения длины и площади материала, содержацее последовательно соединенные датчик длины, блок совпадения, пересчетньй блок, микропроцессорный блок и блок индикации, датчик обрыва материала, выход которого соединен с вторым входом блока совпадения, счетчик-регистр, выходом соединенный с вторым входом микропроцессорного блока, второй выход которого соединен с входом счетчика-регистра, третий выход микропроцессорного блока соединен с вторым входом пересчетного блока, отличающееся теМ| что, с целью расширения функциональны:; возможностей путем учета потерь от раскроя материала, оно снабжено датчиком количества заготовок, выходом соединенные с вторьм входом счетчика-регистра, и блоком ввода коэффициентов масштабирования, выходом соединенным с третьим входом микропроцессорного блока.
20
25
30
35
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения длины наматываемого в рулон материала в намоточной установке | 1986 |
|
SU1312375A1 |
| УПРАВЛЯЮЩЕЕ ВЫЧИСЛИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ БЕЗОСТАТОЧНОГО РАСКРОЯ ШТАНГ | 1972 |
|
SU354763A1 |
| Устройство для измерения длины наматываемого в рулон материала в намоточной установке | 1986 |
|
SU1456763A1 |
| Устройство для оптимального раскроя слитка в машине непрерывной разливки металла | 1984 |
|
SU1212691A1 |
| Устройство к прокатному стану для раскроя проката летучими ножницами | 1973 |
|
SU489596A1 |
| Устройство для определения коэффициента гофрирования | 1989 |
|
SU1649249A1 |
| Способ измерения длины наматываемого в рулон материала | 1986 |
|
SU1397709A1 |
| Устройство для оптимального раскроя слитка машины непрерывной разливки металла | 1987 |
|
SU1447552A1 |
| Автоматизированная система безотходного раскроя проката | 1983 |
|
SU1209383A1 |
| Устройство контроля наработки заданной длины продукта | 1987 |
|
SU1536189A1 |
Изобретение относится к измерительной технике. Цель изобретения - расширение функциональных возможностей, которая достигается путем учета потерь от раскроя материала. Датчик 1 длины материала формирует импульсы, количество которых пропорционально длине раскраиваемого материала. Импульсы поступают на первый вход блока 2 совпадения, на второй вход которого поступает сигнал разрешения от датчика 6 обрыва материала. Импульсы с выхода блока 2 совпадения поступают на пересчетный блок 3, содержимое которого считывается микропроцессорным блоком 4, где происходит преобразование количества импульсов от датчика 1 длины материала в значение длины и площади полосового материала. Одновременно импульсы от датчика 7 количества заготовок поступают на счетчик-регистр 8, откуда считываются микропроцессорным блоком 4, который производит расчет длины и площади заготовок при помощи коэффициентов масштабирования по длине и площади заготовки, получаемой из раскраиваемого материала. Коэффициенты масштабирования вводятся из блока 9 коэффициентов масштабирования в микропроцессорный блок 4, который производит расчет потерь материала при его раскрое. 1 ил.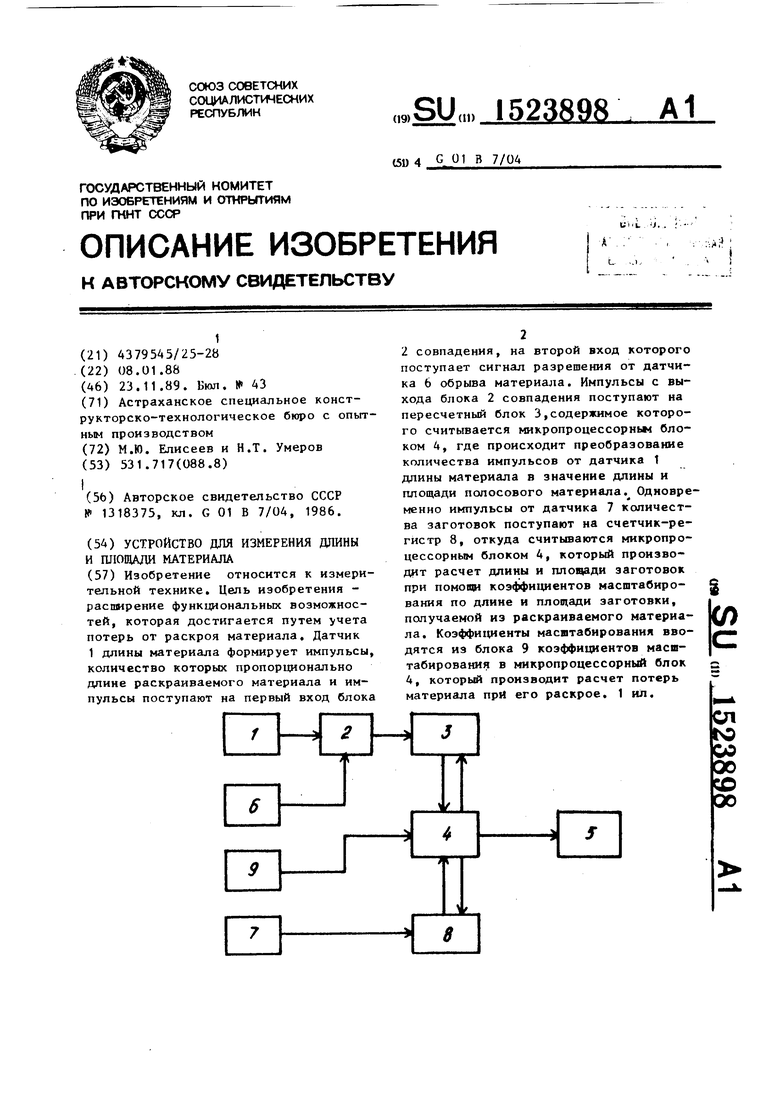
| Способ изготовления сварочного флюса | 1985 |
|
SU1318375A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
