Известны рабочие клети универсального типа с тремя рабочими валками для раскатки, обкатки и калибровки труб.
Отличительная особенность описываемой трехвалковой рабочей клети состоит в том, что она оборудована нажимным механизмом, состоящим из трех винтов, соединенных между собой посредством цилиндрическо-глобоидальных редукторов и конических зубчатых передач. Это обеспечивает одновременную для всех валков установку требуемого утла раскатки.
Кроме того,.подушки одной стороны валков установлены в подвижной части станины, что позволяет осуществлять одновременную для всех валков установку требуемого угла подачи.
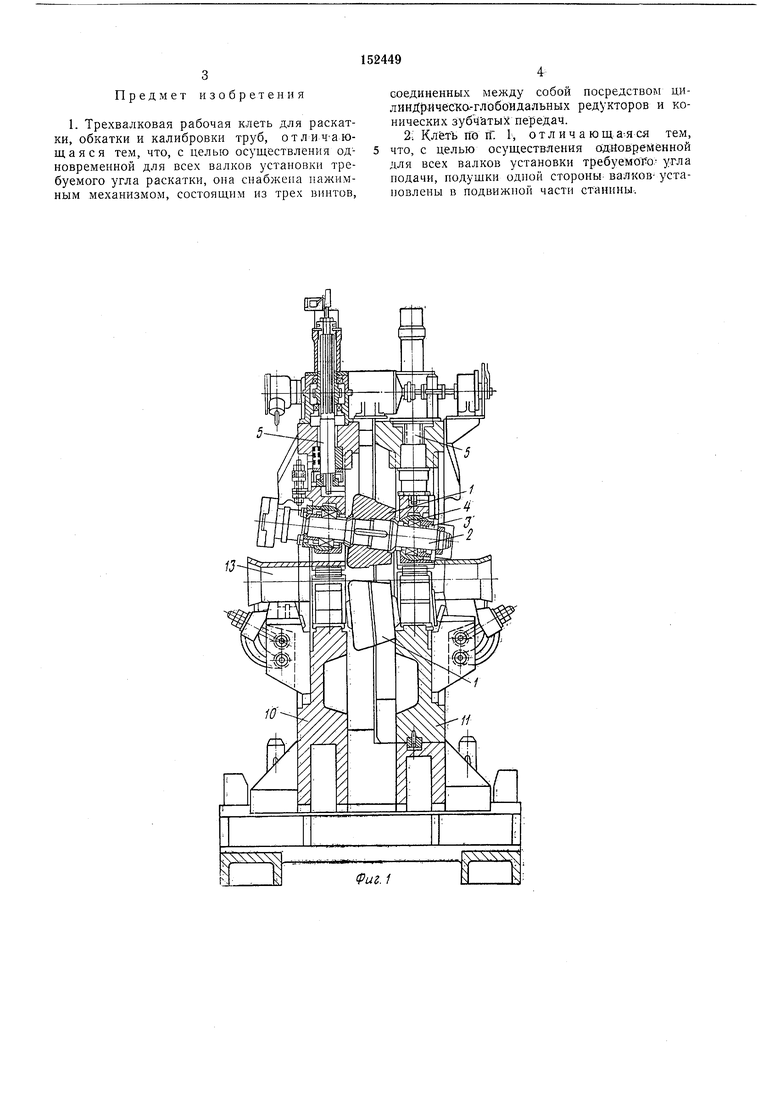
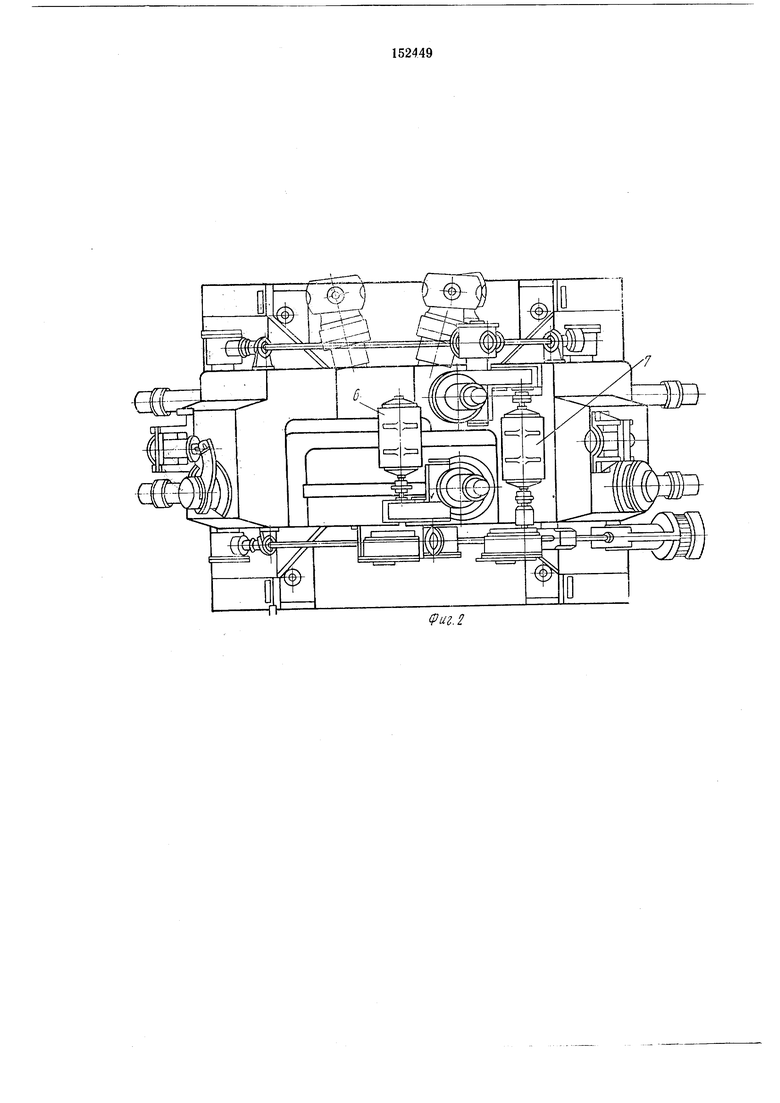
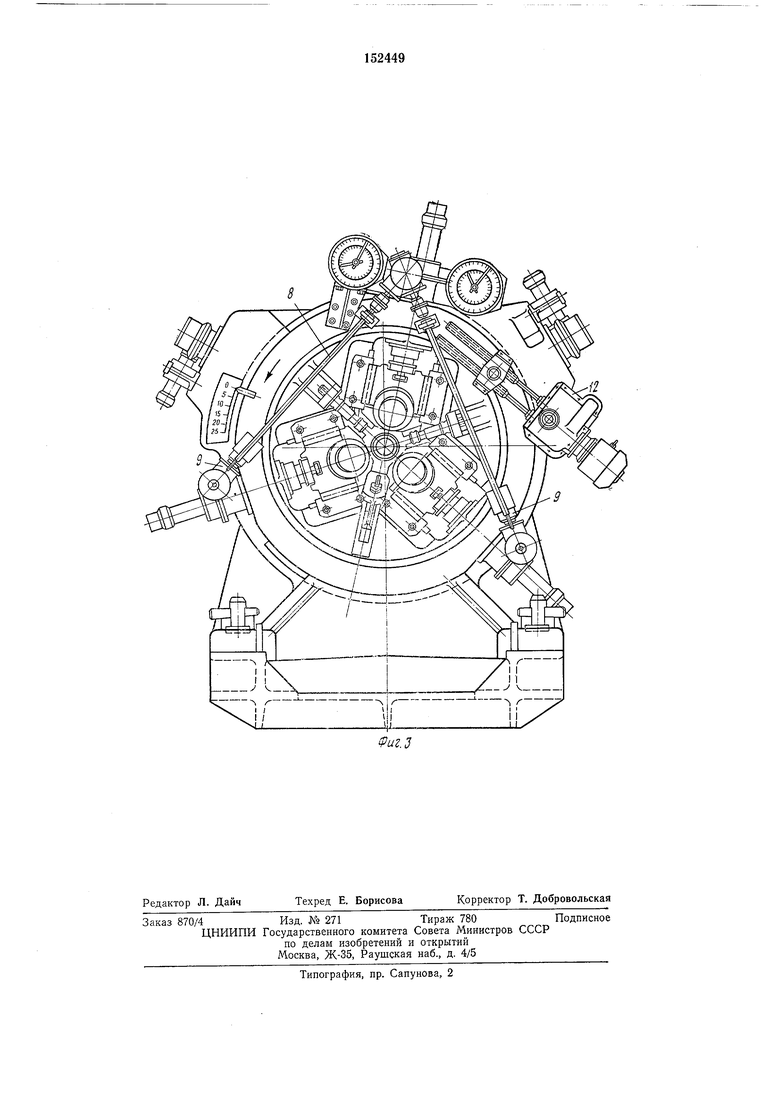
На фиг. 1-3 схематически изображена описываемая клеть в трех проекциях.
Рабочая клеть имеет три валка 1 с конической бочкой, расположенных на одинаковом расстоянии от оси прокатки.
Валки своими осями 2 установлены в конических роликоподщипниках 3, смонтированных в стаканах 4 с шаровой наружной поверхностью, обеспечивающей получение требуемых углов подачи и раскатки.
через цилиндрическо-глобоидальный редуктор. Нажимное устройство валков имеет два электродвигателя б и 7, каждый из которых приводит в действие нажимные винты с одной
стороны клети. При работе одного электродвигателя сближаются или разводятся подушки только с одной стороны стана, что вызывает одновременное изменение угла раскатки у всех рабочих валков.
Одновременная работа всех трех нажимных винтов осуществляется благодаря механической синхронизации цилиндрическо-глобоидальных редукторов каждого нажимного винта трансмиссионными валками 8 с коническими зубчатыми передачами. Предусмотрена также раздельная подстройка валков путем установки расцепной муфты 9 на трансмиссионных валках. Станина рабочей клети состоит из двух частей 10 и 11, первая из которых выполнена неподвижной и установлена на плите, а вторая может поворачиваться относительно оси стана. Посредством поворота части 11 станины, в которой расположены подущки одной
стороны валков, последние устанавливаются на необходимый угол подачи. Поворот части 11 осуществляется от фланцевого электродвигателя через редуктор 12 двумя винтами, соединенными с гайкой. Во время прокатки труПредмет изобретения
1. Трехвалковая рабочая клеть для раскатки, обкатки и калибровки труб, отлич-ающ а я с я тем, что, с целью осуществления одновременной для всех валков установки требуемого утла раскатки, она снабжена нажимным механизмом, состоящим из трех винтов.
соединенных между собой иосредством цилиндрическа-глобоидальных редукторов и конических зубчатых передач.
2i Клеть по п I, отл и ч а юща-.я ся тем, что, с целью осуществления одновременной для всех валков установки требуемо№:- угла иодачи, иодущки одной стороны валков- устаиовлеиы в нодвижиой части станины-.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2338607C1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| РАБОЧАЯ КЛЕТЬ ВАКУУМНОГО СТАНА ВИНТОВОЙ ПРОКАТКИ | 2011 |
|
RU2482932C2 |
| РАБОЧАЯ КЛЕТЬ ТРУБОПРОКАТНОГО СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1967 |
|
SU205790A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕНЕНИЯ РАССТОЯНИЯ МЕЖДУ ВАЛКАМИ ПРОКАТНОГО СТАНА | 2007 |
|
RU2359766C2 |
| Прокатный стан | 1990 |
|
SU1731308A1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2154539C1 |
| Трехвалковая клеть стана винтовой прокатки | 1980 |
|
SU931245A1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |