сд ю
4;
CD СП
сд
ISJ
Изобрегение относи гея к обработке металлов давлением и является усовершенствованием изобретения по авт. св. № 1433559.
Цель изобретения - повышение надежности Н1тамна и качества изделий.
На чертеже изображен штамп для вытяжки (слева от оси си.мметрии - в ис.ход- ном положении, справа - в процессе штамповки) .
Штамп содержит матрицу 1 со стойками 2. имеюшими фланец, прижим 3 с подпружиненными пружинами 4 защелками 5 и пуансон 6 с клиновой выемкой, сообщенной со сквозными отверстия.ми 7, в которы.ч установлены части 8 вставок и осевым отверстием 9. в котором размешена центральная вставка в виде подпружиненной пружиной 10 иглы 11. Торцы 12 частей 8 вставок выполнены по форме боковой поверхности пуансона 6. llr.ia 1 1 выполнена с цилиндрической частью 13, конусом 14 и буртом 15, я в л я ю ш и .м с я о г р а и и ч и те л е м.
Штамп работает следующим образом.
В раскрытом положении защелки 5 находятся в отверстиях 7, удерживая прижим 3 в подвешенном состоянии. При этом части 8 вставок контактируют с конической частью 14 иглы 11, смешенной вниз до упора бурга 15 в части 8 вставок и выступающей нижним торцом из пуансона 6. При пере- меп1ени11 пуансона 6 вниз, прижим 3 ложится на заготовку и о(. танавливается, защелки 5 смешаются под ф. шпец. Под действием заготовки игла I 1 смешается в отверстие 9 и своей коническо11 частью 14 раздвигает части 8 вставок, а 11илиндрической частью 13 обеспечивает их фиксацию в положении, при котором горцы 12 распо;|ожены заподлицо с боковой поверхностью пуансона 6. После biToro пуансон 6 производит вытяжку. Торцы 12 частей 8 вставок предотвращают по0
5
0
5
0
5
падание обрабатываемого материала в отверстия 7. При обратном ходе пуансона 6, игла 11, под действием силы веса и пружины 10 смешается в нижнее свое положение, части 8, под действием силы веса, сводятся к центру, а защелки 5, под действием пружины 4, входят в отверстия 7, после чего прижим 3 и пуансон 6 совершают совместное неремешение в исходное положение. Использование изобретения позволяет уменьшить высоту и массу штампа при высокой его надежности и широких технологических возможностях, а также повысить надежность шта.мпа, так как на фиксацию вставок не влияет смешение их центральной части при съеме изделия с пуансона.
Формула изобретения
1.Штамп для вытяжки по п. 1 авт. св. АО 1433559, отличающийся тем, что, с целью повышения надежности штампа и качества изделий, пуансон выполнен с дополнительным центральным отверстием со стороны рабочего торца, сообщенным со сквозными отверстиями, а вставки выполнены составными из частей, размешенных в сквозных отверстиях и обп1ей центральной части, имеющей цилиндрический и конический участки и установленной в центральном отверстии пуансона с возможностью ограниченного выступления цилиндрического участка за его рабочий торец и контактирования с другими частями вставок.
2.Штамп по п. 1, отличающийся тем, что центральная часть вставок снабжена ограничителем перемещения в виде бурта, расположенного за ее коническим участком.
3.Штамп по п. 1, отличающийся тем, что центральная часть вставок подпружинена относите. ьно пуансона.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки | 1987 |
|
SU1433559A2 |
| Штамп для двухпереходной вытяжки | 1982 |
|
SU1053929A1 |
| Штамп совмещенного действия | 1989 |
|
SU1768344A1 |
| Штамп для изготовления полых изделий из листовой заготовки | 1968 |
|
SU266711A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2009 |
|
RU2458755C2 |
| Штамп для глубокой вытяжкиС РАдиАльНыМ пОдпОРОМ | 1979 |
|
SU793682A1 |
| Штамп для вытяжки с дифференцированным нагревом | 1989 |
|
SU1673242A1 |
| Штамп для изготовления деталей корончатого типа | 1974 |
|
SU533440A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2408447C2 |
| Штамп | 1987 |
|
SU1636090A1 |
Изобретение относится к обработке металлов давлением. Цель изобретения - повышение надежности штампа и качества изделий. Вставки пуансона (П) 6 выполнены составными из частей 8 и центральной части в виде иглы 11. Игла 11 имеет цилиндрическую часть 13 и конус 14, а торцы 12 частей 8 выполнены по форме боковой поверхности П 6. В раскрытом положении игла 11 своим нижним торцом выступает из П 6, части 8 сведены к центру, а защелки 5 находятся в отверстиях 7. При рабочем ходе П 6 прижим 3 ложится на заготовку, защелка 5 перемещается под фланец стойки 2, игла 11 смещается в П 6, раздвигая части 8 конусом 14, и затем, удерживая их частью 13 в положении, при котором торцы 12 расположены заподлицо с боковой поверхностью П 6, предотвращает попадание обрабатываемого материала в отверстия 7. При обратном ходе П 6 игла 11 выдвигается из П 6, части 8 смещаются к центру, а защелки 5 входят в отверстия 7. Выполнение вставок составными позволяет повысить надежность штампа, т.к. смещение их центральной части при съеме изделия с П 6 не влияет на их фиксацию в процессе вытяжки. 2 з.п. ф-лы, 1 ил.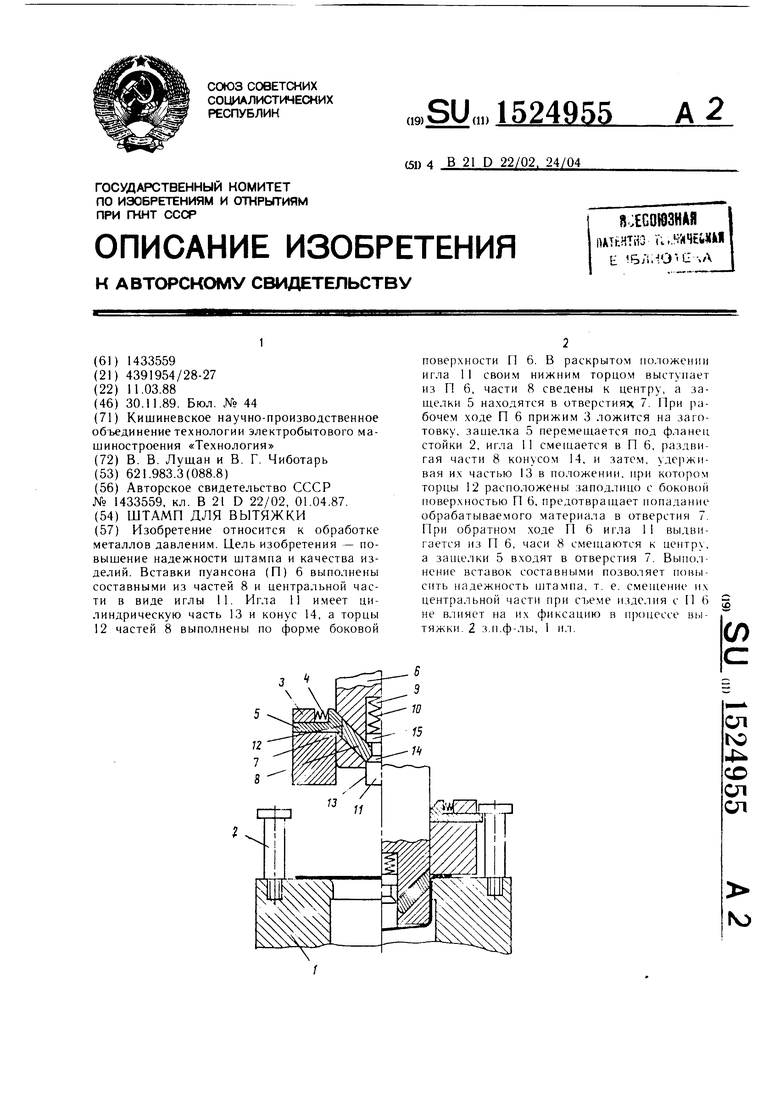
| Штамп для вытяжки | 1987 |
|
SU1433559A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
