нерхности рабочих ручьев 5 и жестких 30 вие вытеснения последней в ее полость (не показана за счет уменьшения закрытого объема рабочего ручья штампа. Разборка полублоков произьс авок 6 эквидистантны. Жесткие вставки 6 выполнены составными по геныпей мере из трех частей. Жесткая вгтаззка 6 неподвижного полублока 3
водится путем отвода прижимов 10 и
отверстие 16, выполненное в торце полублоков 3 и 4.
содержит центральную эластичную часть ,, удаления жестких вставок 6 толкате- 7 и подвижную часть 8, взаимодейст-лем 15, воздействующим на них через
вутощую с пуансоном 2 и эластичной частью 7. Опорные вставки 9 закреплены с торца неподвижного полублока с помощью прижимов 10. Жесткая встав- до
ка 6 подвижного полублока 4 выполненаФормула изобретения
с центральной частью 11 с рабочей формообразующей поверхностью, выполненной в виде закрепленных на ней
I. Штамп, содержащий пуансонодо} ча тель с пуансонами и разъемный вдоль
с помощью крепежа 12 копир-пуансонов 45 оси блок матриц, состоящий из подвиж- 13. На фиг.4 показана заготовка 14. Штамп содержит также толкатель 15, а в торце полубпоков 3 и 4 выполнены отверстия 16.
Штамп работает следующим образом. 50
По предварительно разработанной схеме сборок рабочих ручьев 5 штампа производится их последовательное заполнение жесткими вставками 6, составные части которых также размеща- ются одна за другой. От поворота в рабочем ручье 5 жесткие вставки 6 крепятся шпонкой, установленной в шпоночном пазу, выполненном в каждом
ного и неподвижного полублоков с жесткими вставками в рабочих ручьях, выполненными составными по меньшей мере из трех частей, одна из которых установлена с возможностью осевого смещения и взаимодействия с пуансоном, отлич ающийся тем, что, с целью расширения технологических возможностей за счет обеспечения штамповки из листовой заготовки, размещенная в подвижном полублоке центральная часть вставки выполнена с рабочей формообразующей поверхностью, а подвижная часть вставки уста-
водится путем отвода прижимов 10 и
отверстие 16, выполненное в торце полублоков 3 и 4.
удаления жестких вставок 6 толкате лем 15, воздействующим на них чере
I. Штамп, содержащий пуансонодо} ча тель с пуансонами и разъемный вдоль
оси блок матриц, состоящий из подвиж-
ного и неподвижного полублоков с жесткими вставками в рабочих ручьях, выполненными составными по меньшей мере из трех частей, одна из которых установлена с возможностью осевого смещения и взаимодействия с пуансоном, отлич ающийся тем, что, с целью расширения технологических возможностей за счет обеспечения штамповки из листовой заготовки, размещенная в подвижном полублоке центральная часть вставки выполнена с рабочей формообразующей поверхностью, а подвижная часть вставки уста-
новлена в неподвижном полублоке с возможностью взаимодействия с центральной частью вставки, при этом последняя выполнена эластичной.
516360906
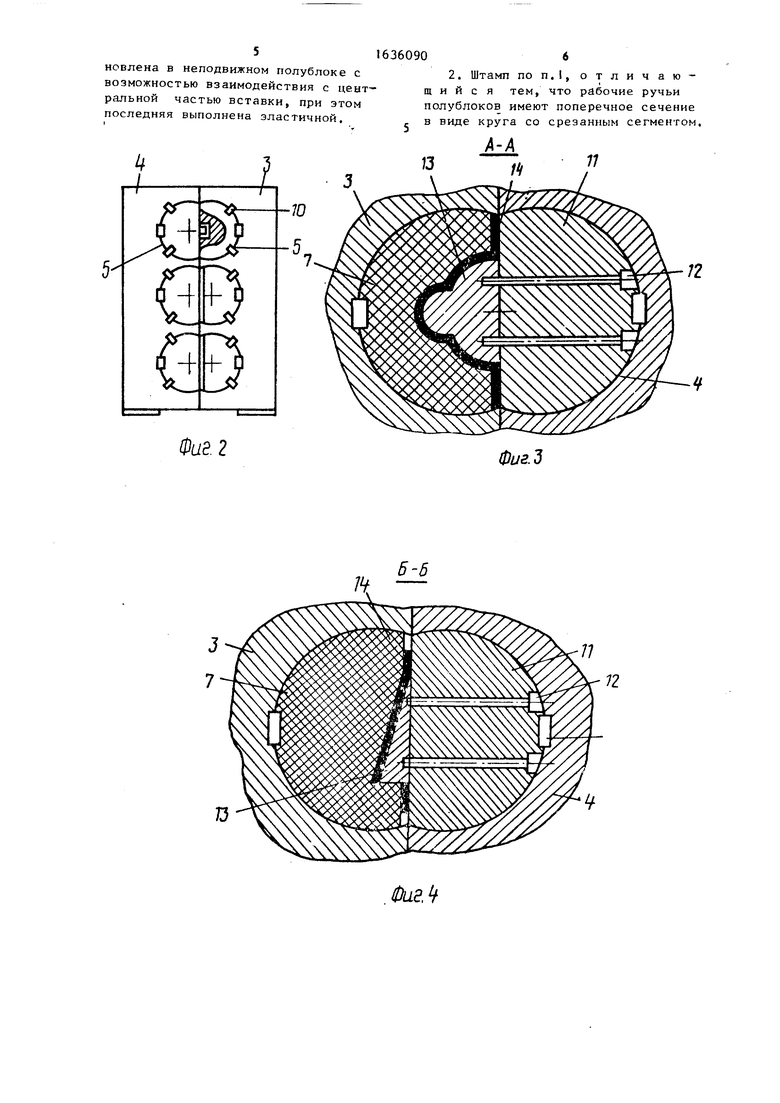
2. Штамп поп.1, отличающийся тем, что рабочие ручьи полублоков имеют поперечное сечение в виде круга со срезанным сегментом.
77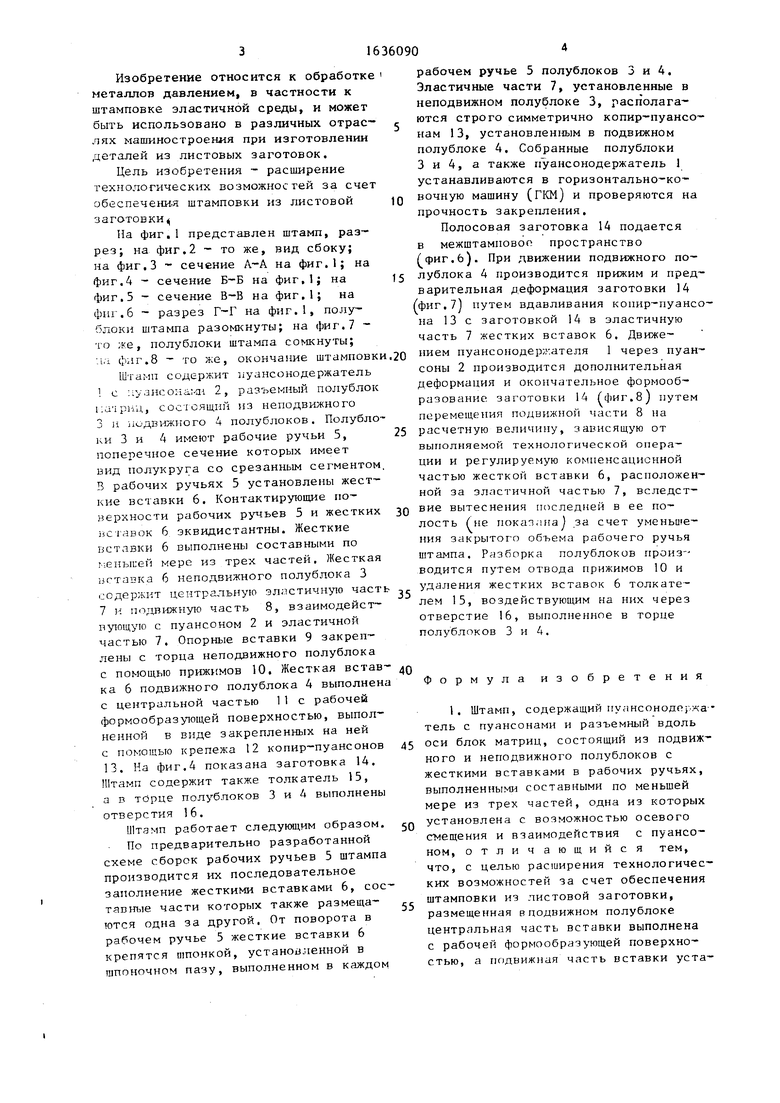
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп для вырубкиКОНТуРА ВыТяжКи и гибКи бОРТОВ | 1978 |
|
SU799869A1 |
| Штамп для изготовления петли, на преимущественно крупногабаритной листовой заготовке | 1982 |
|
SU1050789A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ ДИСКОВ КОЛЕС АВТОМОБИЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2015786C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ | 1991 |
|
RU2013170C1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2006 |
|
RU2344896C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ МЕЛЮЩИХ ШАРОВ И ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ СТАЛЬНЫХ МЕЛЮЩИХ ШАРОВ | 2011 |
|
RU2465978C1 |
| Штамп для изготовления отводов из листовых заготовок | 1981 |
|
SU958003A1 |
| Комбинированный штамп для штамповки и просечки отверстий | 1979 |
|
SU774757A1 |
| Трехпереходный штамп для изготовления петли | 1990 |
|
SU1784350A1 |
| Штамп для радиальной штамповки | 1977 |
|
SU659270A1 |
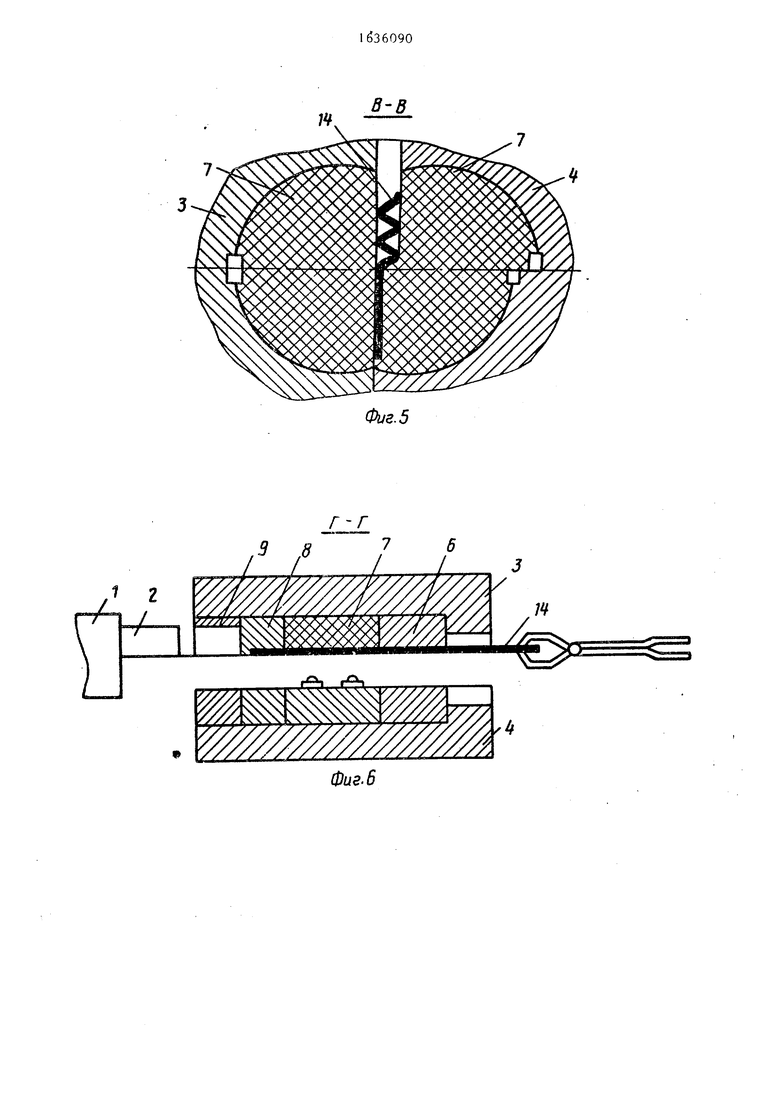
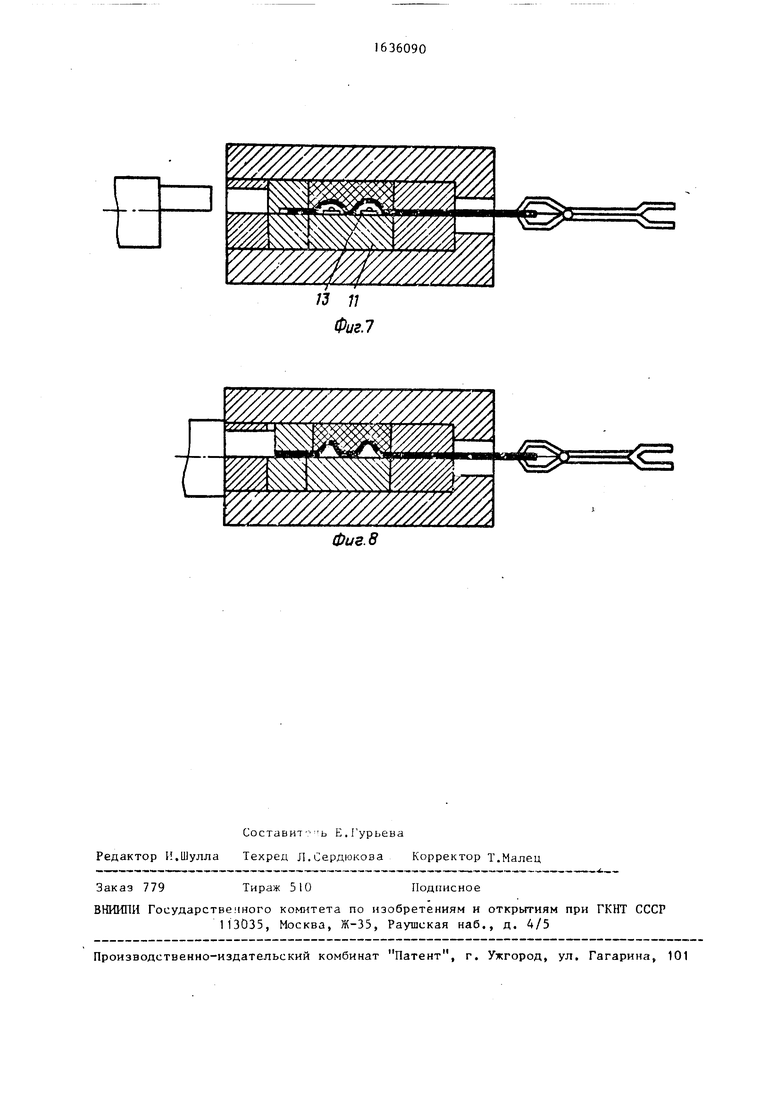
Изобретение относится к обработке металлов давлением, в частности, к штамповке эластичной средой, и может быть использовано в различных отраслях машиностроения при изготовлении деталей из листовых заготовок. Цель изобретения - расширение технологических возможностей за счет обеспечения штамповки из листовой заготовки. Блок матриц штампа выполнен разъемным вдоль оси. В рабочих ручьях штампа размещены жесткие вставки 6. Они выполнены составными по меньшей мере из трех частей. Рабочие ручьи штампа в поперечном сечении имеют вид круга со срезанным сегментом, Зластич ные части / жестких вставок 6 рас полагаются строго симметрично рабочей формообразующей поверхности. Собранный штамп устанавливают на горизонтально-ковочную машину. При смыкании полублоков производится прижим и предварительная деформация заготовки. Движением пуансоно- держателя 1 через пуансоны 2 производится дополнительная деформация и окончательное формоизменение заготовки. Подвижная часть 8 перемещается при этом на расчетную величину и воздействует на эластичную часть 7. 8 ил. из
Фие.2
Я
Фиг.Ъ
77
Фиг.
Фиг-6
ff-ff
Фиг. 5
Фиг. 8
Составит ь Е.Гурьева Редактор Н.Шулла Техред Л.Сердюкова Корректор Т.Малец
Заказ 779
Тираж 510
ВНИИПИ Государствечного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Подписное
| Ковка и объемная штамповка стали | |||
| / Справочник под ред | |||
| М.В.Сторожева | |||
| - М.: Машиностроение, 1968, т.2, с | |||
| Вага для выталкивания костылей из шпал | 1920 |
|
SU161A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
