Изобретение относится к изготовлению электрических нагревателе из вы- сокоогнеупорных оксидов, в частности хромитов редкоземельных элементов, таких как лантан, которые могут быть применены для создания высокотемпературных печей и установок, работающих на воздухе до 1850 С.
3152
Изве.стен способ изготовления электрического (Шгревателя из диоксида циркония с пористостью больше 80%, выводные конщ) которого с помощью ультразвукового или термохимического методов пропитаны более электропроводным материалом, например, хромитом лантана.
Нагреватели, изготовленные по этому способу, требуют предварительного разогрела, имеют малую конструктивную прочность и отличаются нестабильностью эксплуатационных характеристик в процессе службы из-за структурных изменений в высокопористом материале ак- тивной части и фазовых изменений на границе активной и пропитанной токо- вьгоодной части при высоких температурах.
Известен способ изготовления злект- рического нагревателя из хромита лантана, модифицированного кальцием, согласно которому электронагреватель изготавливают из шихты трехфракционно- го зернового состава, механическую об- работку осуществляют путем нарезки геликоидальной спирали и выводные кон- IU.1 металлизируют алюминием.
Недостатками нагревателя, изготовленного по этому способу, являются
малая конструктивная прочность и высокая ползучесть при температурах службы, обусловленные наличием значительных механических напряжений в витках спирали.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ изготовления нагревательного элемента из модифицированного кальцием хромита
лантана, согласно которому изделия с кажущейся плотностью более 5,5 г/см формуют из хромита лантана, содержащего 10-80% мас.% частиц размером 0,05-2,4 мм и 20-90 мас.% частиц размером менее 0,05 мм, причем 5-20% мольных лантана замещены ионами кальция, обжигают при 1500-2000°С (предпочтительно 1600-1ВОО С), производят механическую обработку активной части а металлизацию выводных концов нагревателя осуществляют нанесением серебра.
Этот способ изготовления электронагревателя связан с большими технологическими потерями материала при механической обработке (сошлифовке алмазным инструментом) активной части обожженной заготовки нагревателя.
« ,
0 5
Q
5
0
5
0
5
1
При этом не удается добиться тивного увеличения электрического сопротивления активной части по отношению к сопротивлению выподных концов нагревателя, за счет чего последние в эксплуатации имеют значительную температуру, что не позволяет использовать для их металлизации такие металлы, как никель.или алюминий, высокая температура выводных концов нагревателя, изготовленного по этому способу, обусловливает большие тепловые потери и снижает эффективную мощность нагревателя, а металлизация концов нагревателя серебром значительно повьииает его стоимость.
Цель изобретения - уменьшение материалоемкости нагревателя.
Поставленная цель достигается тем, что в способе изготовления нагревателя с утолщенными токовыводными частями из модифицированного кальцием хромита лантана, при котором измельчают исходный материал, формуют активную и токовыводные части, обжигают заготовки, механически обрабатывают и металлизируют токовыводные части, для активной части измельчают модифициро- ванньш кальцием хромит лантана состава
Lai, Са,-СгОэ, где X 0,05-0,15, до следующего зернового состава,мас.%:
1-0,5 мм 20-30
0,25-0,06 мм 20-50
Менее 0,01 мм 30-50, для токовыводных частей измельчают модифицированный кальцием хромит лан-- тана состава
La , ,
где X 0,15-0,30, до следующего зернового состава, мас.%:
1-0,5 мм 20-30
0,25-0,06 мм 10-АО
Менее 0,01 мм 30-60,
причем содержание кальция в материале активной части выбирают меньшим,чем в материале токовыводных частей не менее чем на 0,1 мольную долю, формуют активную и токовыводные части раздельно, надевают токовыводные части на активную часть с зазором 0,05- 0,5 мм при влажности всех частей не более 6,5 мас.% и заполняют зазор суспензией из модифицированного кальцием хромита лантана состава
La,-, где X 0,05-0,25,
515
с размером частш не более 0,5 мм при ее влажности 10-12 мас.%.
Перед надеванием токовыводных частей заготовка актинуюй части может быть дополнительно обожжена при 1300- 1800 С.
Предлаг аемый способ позволяет изготовить электрический нагреватель с утолщенными токовыводными частями и с активной частью как трубчатой, так и стрежневой, а также нагреватель с активной частью V-образной формы, имею- 1ЦИЙ токоподводы с одной стороны.
Преимуществом предлагаемого способ является непосредственное получение нагревателя с утолщенными токовыводными частями без механической обработки активной части, что ликвидирует безвозвратные потери при соишлфовке ал- мазным П1струментом материала с заготовки нагревателя и одновременно обеспечивает различие в площадях сеченпй и, соответственно, сопротивлениях активной и токовыводных частей. Повьпис- ние содержания кальция в хромите лантана существенно .увеличинает удельную электропроводность синтезированного материала, а использование в активной и токовыводных частях материалов, зна- чительно отличающихся по электропроводности, обеспечивает максимальное выделение ;oщнocти именно на активной части нагревателя. Последнее позволяет дополнительно снизить материа/юем- кость }1агревателя за счет уменьшения необходимого соотношения площадей сечений гоковыводных и активных, частей.
Таким образом, предлагаемый способ позволяет получить более эког.омичный нагреватель за счет уменьшения расхода материала при изготовлении токовыводных частей и уменьшения тепловых потерь, поскольку температура токовыводных концов нагревателя, изготовленного по предлагаемому способу, зна чительно ниже, чем у нагревателя по прототипу. Последнее обстоятелт.ство позволяет при металлизации концов токовыводных частей нагревателя заменить серебро на никель, алюминий и другие металлы, что очень важно как с точки зрения экономии серебра, так и с точки зрения сн15жения стоимости нагревателя.
Увеличенное содержание кальция в материале выводной части по сравнению с материалом активной части обеспе0
9
г 0 5 л
0
5
0
-16
чивает повьпаение электропроводности вывода и его низкую температуру. Уменьи ение содержания кальция менее 0,05 мольных долей не обеспечивает достаточно интенсивного спекания и получения материала с высоким уровнем проводимости, а также является причино пов1.Ш1енной испаряемости материала при высок5гх температурах.Наличие свьпне 0,30 мольных долей кальция приводит к резкому снижению де- формацио И1ых свойств материала при BhicoKf x температурах.
Уменьшение различия в сод,ержга1П1и каль:;и.я в актив)1ой и токопыводных частях менее, чем на 0,1 мольнхто долю, не обеспечивает дocтaтo Пlo больший разнипы в соотношении проводнмос- тей .активной и токовыводньк частей, нмзынает повышение температуры кон-- цов токовыводиых частей и перераспределение выделяемой на нагревателе мощ- нос;ти.
Увеличение содержания кальция в материале, используемом для заполнения заз(ра eждy актив)юй и токовыводными :астями, свьпне 0,25 мольных долей приводит к интенсивной его усадке в про- i.(ecce обжига, отрыву от стенок заготовки и ухудшению в дальнейшем электрического контакта.
Использование указанных зерновых составов хромита лантана позволяет получить термостойкий материал зернистого строения достато шо высокой плотности и прочности, обеспечить ми- 1П мальные усадки в стопке и обжиге при удовлетворительной формуемости заготовок из пластичной формовочной массы.
Увеличение содержания тонких фрак- циГ1 порошка свыше 50-60% приводит к образованию в обжиге сплошной мелко- кр;1сталл1гческой матрицы, повышению усадок в сушке и обжиге и снижению термической стойкости. Увеличение содержания промежуточной фракции (0,25- 0,06 мм) свыше 40-50% приводит к раздвиганию каркаса крупных частиц, сшркению плотности материалов ц их прочиост. Вместе с тем yвeличelп e содержания крулного зерна (О,5-1,О мм) более 30% и уменьшение содержания промежуточной фракции вплоть до перехода к дв тсфракционным составам резко ухудшает формовочные свойства масс, что делает невозможным формование заготовок методом выдавливания.
Для достижения надежного и качественного контакта между заготовками активной и токовыводных частей нагревателя необходимо подбирать зерновой состав таким образом, чтобы усадки заготовок токовьгаодных частей были несколько выше, чем у активной части для обеспечения более плотного контакта заготовок и дополнительного ибжатия заполняющей зазор массы.
Возможность варьирования зерновым составом формовочных масс позволяет производить соединение частей нагревателя при разной влажности отфор- мованных заготовок или использовать при соединении обожженную заготовку активной части, обеспечивая при этом равномерность усадок в процессе сушки и терш1ческой обработки, достаточ- ную для сохранения целостности отдельных частей нагревателя и получе-- НИН качественного электрического контакта между активной и токовыводными частями,
Решению последней задачи способ-; ствует использование при заполнении зазора между отдельными частями нагревателя увлажненного временной технологической связкой порошка хромита |Лантана с размером частиц не более 0,5 мм. При этом максимальный размер частиц определяется величиной заполняемого забора, а средний размер частиц выбирается с учетом величины возможных усадок активной и токовыводных частей.
Максимальная влажность соединяемых частей заготовок (6,5 мас.%) определяется минимальной необходимой прочностью сырца после формования, при которой возможно их соединение без нарушения геометрической формы и целостности.
Внутренний диаметр токовьшодных частей должен быть на менее, чем на О,1 мм больше внешнего диаметра активной части, поскольку получить керамические заготовки из зернистой массы с шероховатостью и кривизной поверхности менее 0,1 мм практически невоз- можно, а для сохранения геометрически размеров и сплошности нагревателя необходимо свободное надевание одной заготовки на другую. При разности соответствующих диаметров более 1,0 мм электрический контакт ослабляется за счет малоуплотненной заполняющей массы и его качество ухудшается.
0
,„ 25
OQ
Ю
45
Уменьшение влажности суспензии для заполнения зазора между отдельными частями нагревателя ниже 10 мас.% затрудняет равномерное и полное заполнение зазора, а увеличение ее CBbmje 12 мас.% не позволяет получить достаточной плотности массы после удаления временной технологической связки.
С целью увеличения прочности заготовки активной части мож( г быть осуществлен ее дсполнительньй обжиг. Нинимальная температура обжига () определяется началом спекания и заметного повышения прочности материала заготов Ки. При обло1ге до 1800°С практически полностью заканчиваются усадочные явления и дальнейшего существенного повьш1ения прочности заготовки из зернистых масс не происходит.
Пример 1. Для изготовления электронагревателя с утолщенными токовыводными частями используют синтезированный высокочастотным плавлением модифицированньй кальцием хромит лантана составов Lao gjCao osCrOj и Вао 5Са5д//гОз. Материал измельчают и фракционируют. Для изготовления активной части из материала с более низким содержанием кальция готовят шихту следующего зернового состава, мае.%:
1-0,5 мм 20 0,25-0,06 мм 20 Менее 0,01 мм 50
Шихту пластифицируют 10%-ным водным раствором карбоксиметилцеллюлозы в количестве 7 мас.%, формовочную массу тщательно перемешивают и на поршневом прессе выдавливают трубку диаметром, наружным 10 мм и внутренним 6 мм и длиной 600 мм.
Заготовки токовыводных частей диаметром: внешним 16 мм, внутренним 11 мм и длиной 200 мм формуют так-же, используя хромит лантана с 15мольн.% кальция следующего зернового состава мас.%:
1-0,5 мм 2D
0,25-0,06 мм 20
Менее 0,01 мм 60
Для соединения заготовок активной и токовыводных частей на заготовку активной части с влажностью 2,5 мас.% с обоих концов на длине 200 мм наносят тонким слоем суспензию, состоящую из модифицированного 5 мольн.% кальция
хромита лантана со средним размером зерна 0,003 мм, увлажненную 10%-ным раствором карбоксиметилиеллюпозы в количестве 12 мас.%. Соединение с заготовкой токовыводной части с влажностью 2,5 мас.% производят последовательно с обоих концов активной части, вставляя ее в заготовку токозыводной
о
части на 200 мм. Собранный нагреватель сушат и обжигают 4 ч при 1700- 1720 С в пламенной печи. Торцование концов обожженного нагреватели производят отрезным алмазным кругом.На длине 3 см с каждой стороны нагревате- ля выводные концы металлизируют алюминием.
П р и м е р 2. Для изготовления- электронагревателя используют синтезированный высококачественным плавле нием модифицироваинь хромит лантана с содержанием кальция 15 и 30 мольн,% Материал с меньшим содержанием кальция измельчают и фракционируют до зернового состава, мас.%:
1-0,5 мм 20
0,25-0,06 мм 40
Менее 0,01 мм 40 и формуют из него заготовки активной части длиной 300 мм так же, как в при мере 1.
Из материала с 30 мольн.% кальция, измельченного и фракционированного до зернистого до зернового состава:
1-0,5 мм 30
0,25-0,06 мм 10
Менее 0,01 мм 60
формуют заготовки выводных чаСтей диаметром, внешним 16 мм, внутренним 10,5 мм и длиной 200 мм.
На заготовку активной части с влажностью 6,5 мас.% на длине 50 мм с каждой стороны тонким слоем наносят суспензию, состоящую из модифицированного 25 мольн.% кальция хромита лантана с размером зерна менее 0,063 мм, увлажненную 10%-ным раствором карбоксиметилцеллкшозы в количестве 10%. Соединение с заготовками выводных частей с влажностью 6,5% производят последовательно с каждой стороны активной части, вставляя заготовки одна в другую на длину 50 мм.
Сушку, обжиг, механическую обработку и металлизацию концов токовывод- ных частей никелем производят так же, как в примере 1.
10
15
-2д 25
-jQ
-Q
35
45
50
55
10
П р и м е р 3. Для формирования заготовки активной части используют плавленьп1 хромит лантана, модифици- рованны 15 мольн.% кальция, измель- ченньп до следующего зернового состава, мас.%:
1-0,5 мм 20
0,25-0,06 мм 50
Иенее 0,01 мм 30
Так же, как в примере 1, формуют заготовку с диаметром: внешним 10,4 мм, внутренним 6 мм и длиной 225 мм и обжигают ее в печи с силитовыми нагревателями 6 ч при . Так же, как в примере 2, формуют заготовки токовы- водных частей, используя плавленый хромит лантана с содержанием кальция 30 мольн.% следующего зернового состава, мас.%:
1-0,5 мм 30
0,25-0,06 мм 40
Менее 0,01 мм 30
На предварительно обожженную заготовку активной части на длине 10 мм с каждой стороны наносят тонким слоем суспензию, указанную в примере 1 .
Соединение заготовок на длине 10 мм с каждой стороны активной части производят при влажности заготовок выводных частей 2,5 мас.%. Сушку и все последующие технологические операции производят так же, как в примере 2.
П р и м е р 4, Заготовку активной части длиной 240 мм формуют так же, как в примере 1, используя массу модифицированного 5 мольн.% кальция хромита лантана, измельченного до следующего зернового состава, мас.%: 1-0,5 мм 25 О,-25-0,06 мм 20 Менее 0,01 мм 55.
Заготовки токовыводных частей из хромита лантана с содержанием кальция 20 мольн.% формуют так же, как в примере 3.
Заготовку активной части предварительно обжигают в течение 1 ч при 1800 С в трубчатой печи с нагревателем из хромита лантана, на нее тонким слоем на длине 20 мм с каждой стороны наносят суслензию, состоящую из хромита лантана с 10 мольн.% кальция следующего зернового состава, мас.%:
0,5-0,25 мм 50 Менее 0,01 мм 50
Соединение заготовок и все после- дую1цие технологические операции производят так же, как в примере 2.
П р и м е р 5. Заготовку активной части V-образного нагревателя формуют, используя плавленьй хромит лантана, модифицированный 10 мольн,% кальция, следующего зернового состава мас,%:
1-0,5 мм 20 0,25-0,06 мм 20 Менее 0,01 мм 60
Формование трубок длиной 500 мм, диаметром: внутренним 6 мм и внешним 10 мм производят вьщавливанием на поршневом прессе из массы, пластифицированной 5%-ным водным раствором метилцеллюлозы в количестве 7%. Свежеотформованной трубке с помощью шаблона придают V-образную форму,огибая ее в средней части со средним радиусом кривизны 30 мм. Высушенную на воздухе заготовку активной части обжигают в печи с нагревателями из хроми- та лантана 4 ч при 1500 С,
Заготовки токовыводных частей формуют так же, как в примере 3, из мас- C1.I следующего зернового состав а, мае, А
1-0,5 мм 25
0,25--0,06 мм 30 Менее 0,01 мм 45
Концы У образной заготовки активно части на длине 30 мм покрывают тонким слоем массы пз модифицированного 20 мольн.% кальция хромита лантана с размером зерна ме)1ее 0,1 мм, увлажненной 10%-ным водным раствором карбо ксиметилце-плгалозы в количестве 12%, Соединяют заг отовки, надевая воздуш- носухие заготовки выводных частей на концы V- Jбpaзнoй активной части на длину 30 мм. Все последующие, техноло
0
5
У
5
гические операции производят так же, как в примере 2.
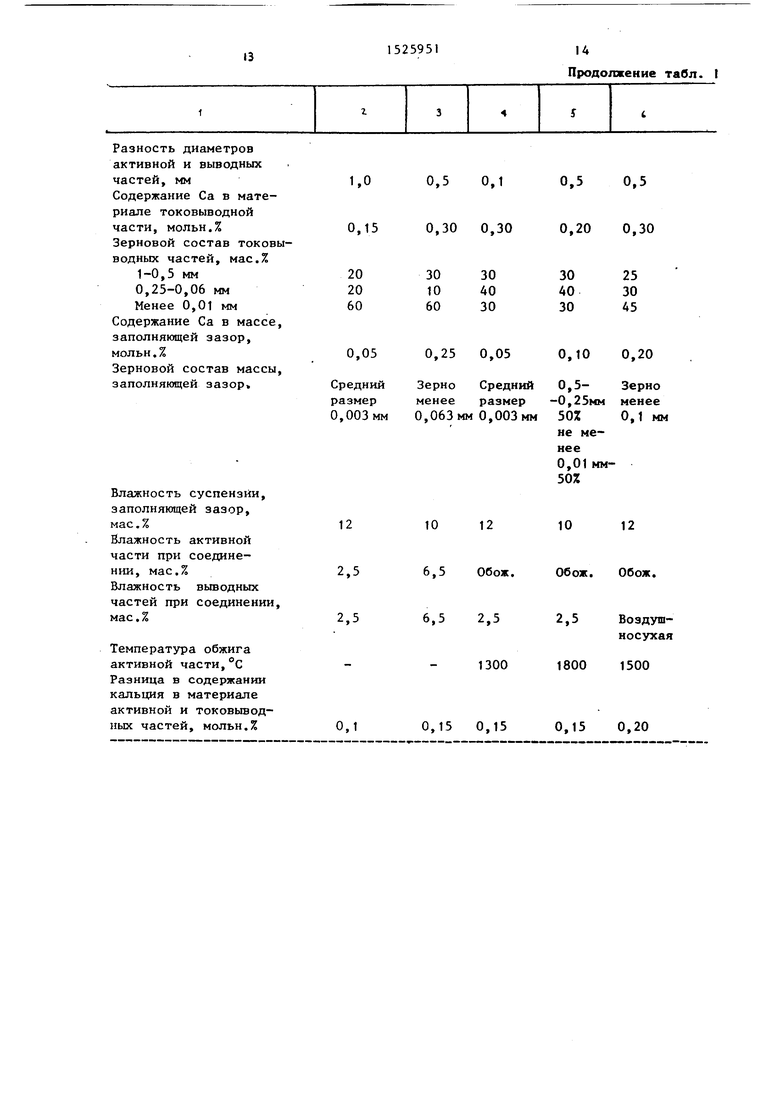
В табл.1 представлены некоторые варьируемые технологические параметры процесса изготовления злектрона- гревателей по примерам.
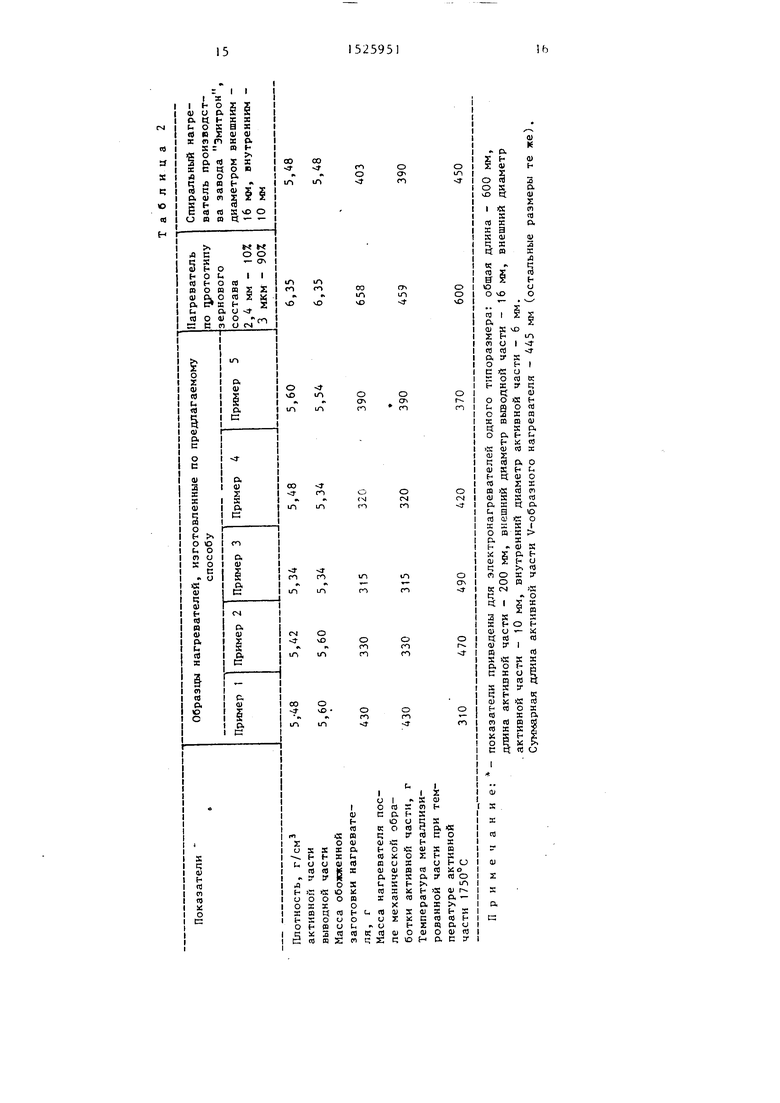
В табл.2 представлены некоторые характеристики злектронагревателей, изготовле П1ьгх по предлагаемому способу и согласно прототипу, а также промыпшенно выпускаемого спирального нагревателя из хромита лантана.
Как видно из табл.2, потери материала На стадии механической обработки активной части нагревателя, изготовленного по прототипу, составляют около 30%. Температура имподных концов нагревателей, изготовленных по предлагаемому способу, значительно ниже,чем у нагревателя, изготовленного по прототипу. Таким образом, существенно снижаются тепловые поте
ра за счет теплоотвода через токопод- вод, а также пропадает необходимость в металлизации концов токовыводных частей серебром. Лучшим из известных электронагревателей из хромита лантана является нагреватель спи- ра.чьного типа.
Электронагреватель, изготовленный по предлагаемому способу, отличается значительно большей прочностью,кри- поустойчивостью (низкой ползучестью) при высоких температурах и большим скроком службы при высоких температурах эксплуатации. Одновременно пред- лагаем з1й способ дает возможность расширить ассортимент выпускаемых типоразмеров электронагревателей и обеспечить -производство нагревателей дли-ной до 1м.


| название | год | авторы | номер документа |
|---|---|---|---|
| Электрический нагреватель из диоксида циркония | 1983 |
|
SU1525952A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОГО НАГРЕВАТЕЛЯ ИЗ ХРОМИТА ЛАНТАНА | 1996 |
|
RU2121243C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОГО МАТЕРИАЛА НА ОСНОВЕ ХРОМИТА ЛАНТАНА | 2007 |
|
RU2361845C1 |
| Трубчатый нагреватель из хромита лантана | 1983 |
|
SU1107346A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТОГО ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА С ПЕРЕМЕННОЙ ЭЛЕКТРОПРОВОДНОСТЬЮ | 1996 |
|
RU2123241C1 |
| Способ центробежного литья керамических заготовок | 1989 |
|
SU1659379A1 |
| УСТРОЙСТВО ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ОБРАБОТКИ ТУГОПЛАВКИХ МАТЕРИАЛОВ | 1996 |
|
RU2101881C1 |
| Способ получения трубчатых нагревательных элементов сопротивления | 1983 |
|
SU1092039A1 |
| АЛЮМИНИЕВЫЙ СПЛАВ И ПРОВОЛОЧНЫЙ АЛЮМИНИЕВЫЙ МАТЕРИАЛ | 2023 |
|
RU2828805C1 |
| ВЫСОКОПРОЧНАЯ СВАРИВАЕМАЯ СТАЛЬ | 1992 |
|
RU2009260C1 |
1. Способ изготовления электрического нагревателя из хромита лантана, модифицированного кальцием, с утолщенными токовыводными частями, при котором измельчают исходный материал, формуют активную и токовыводные части, обжигают заготовки, механически обрабатывают и металлизируют токовыводные части, отличающийся тем, что, с целью уменьшения материалоемкости нагревателя, для активной части измельчают модифицированный кальцием хромит лантана состава LA1-XCAXCRO3 где X - 0,05-0,15, до следующего зернового состава, мас.7.1-0,5 мм 20-30 0,25-0,06 мм 20-50 Менее 0,01 мм 30-50, для токовыводных частей модифицированный кальцием хромит лантана состава LA1-XCAXCRO3, где X - 0,15-0,30, до следующего зернового состава, мас.%: 1-0,5 мм 20-30 0,25-0,06 мм 10-40 Менее 0,01 мм 30-60, причем содержание кальция в материале активной части выбирают меньшим, чем в материале токовыводных частей не менее чем на 0,1 мольную долю, формуют активную и токовыводные части раздельно, надевают токовыводные части на активную часть с зазором 0,05-0,5 мм при влажности всех частей не более 6,5 мас.% и заполняют зазор суспензией из модифицированного кальцием хромита лантана состава LA1-XCAXCRO3, где X - 0,05-0,25, с размером частиц не более 0,5 мм при ее влажности 10-12 мас.%. 1 з.п. ф-лы.
0,05 0,15 0,15
30 20 20
20 40 50
50 40 30
Таблица 1
0,03 0,10
25
20 55
20 20 60
13
Разность диаметров активной и выводных частей, мм
Содержание Са в материале токовыводной части, мольн.% Зерновой состав токов водньсх частей, мас.%
1-0,5 мм
0,25-0,06 мм
Менее 0,01 мм Содержание Са в массе заполняющей зазор, мольн.%
Зерновой состав массы заполняющей зазор
Влажность суспензии, заполняющей зазор, мас.%
Влажность активной части при соединении, мас.% Влажность выводных частей при соединени мас,%
Температура обжига активной части,с Разница в содержании кальция в материале активной и токовьшод- ных частей, мольн.%
1525951
14 Продолжение табл. I
0,25 0,05
0,10 0,20
Средний 0,5- Зерно размер -0,25мм менее 0,003мм 50% 0,1мм
не менее
0,01 мм- 50%
10 12
10
12
6,5 Обож. Обож. Обож.
2,5 1300
0,15
2,5 Воздуш- носухая
1800 1500
0,15 0,20
| СОЕДИНЕНИЕ ИМИДАЗОПИРИДИНА | 2005 |
|
RU2373206C2 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Авторское свидетельство СССР 764309, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
