Изобретение относится к маи1инострое- нию и может быть использовано при обработке прецизионных деталей топливной аппаратуры, а также при создании прецизионных бесцентровошлифовальных ста}1ков.
Цель изобретения - повышение производительности бесцентрового шлифования на призме прецизионных дета.лей топливной аппаратуры.
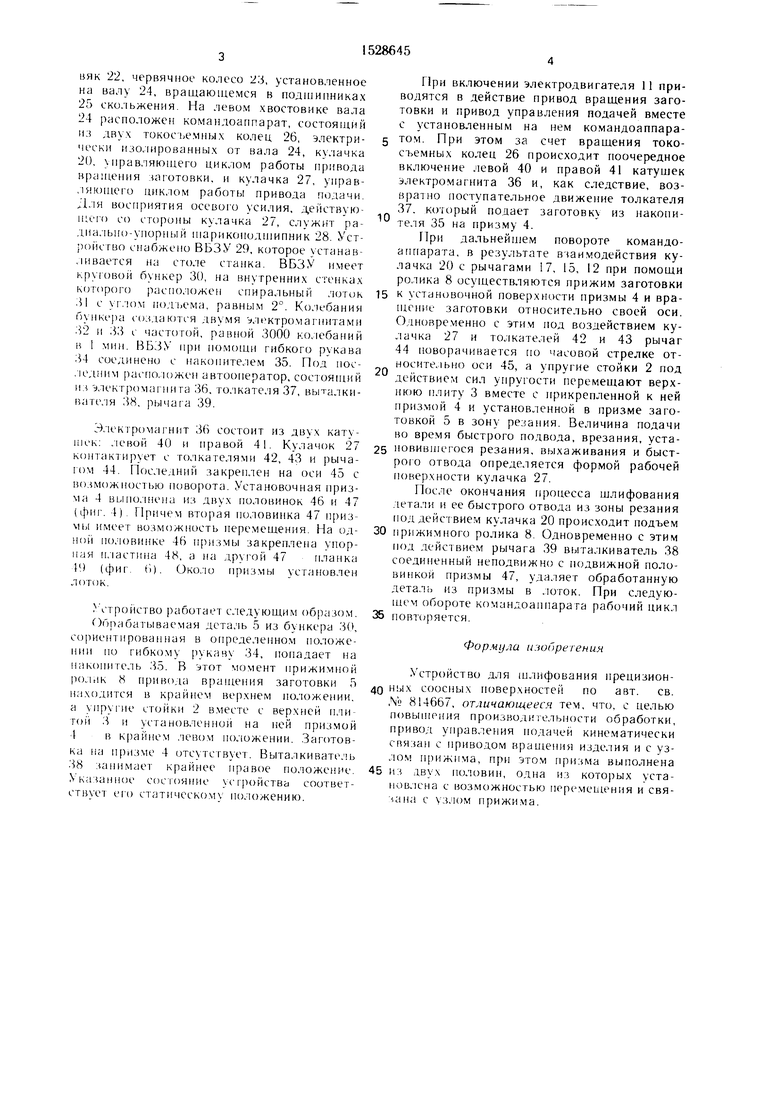
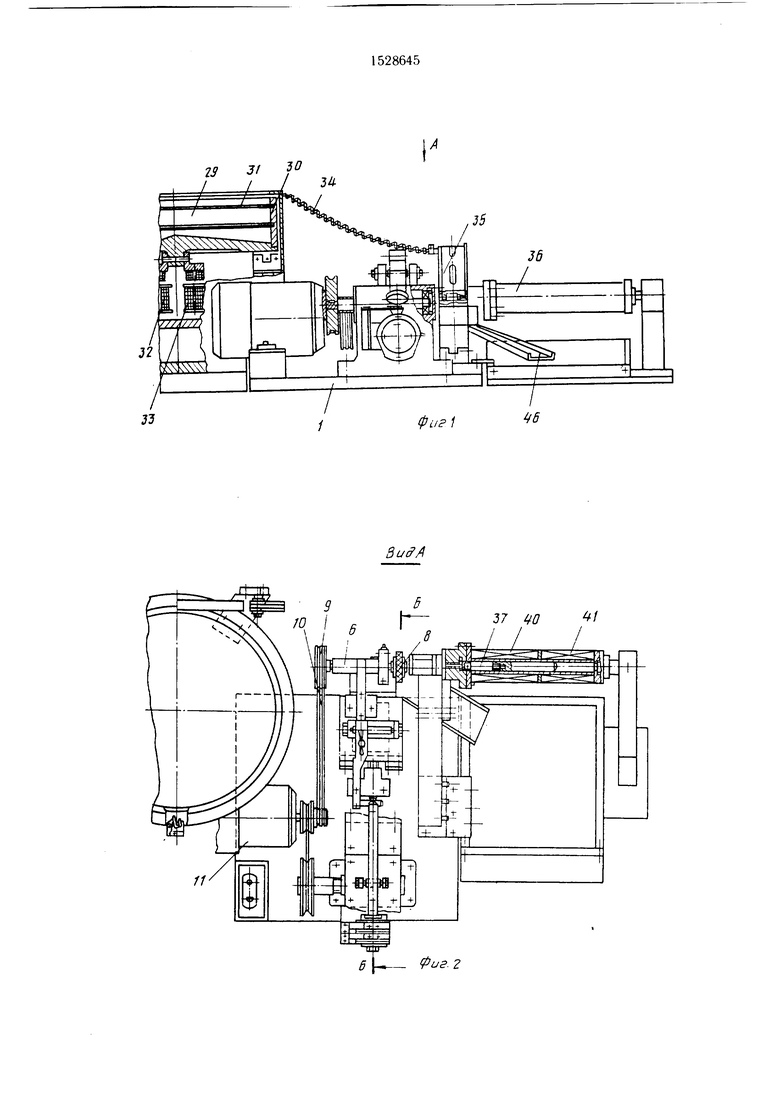
На фиг. 1 показано устройство, обш,ий вид; на фиг. 2 - вид . на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - узел прижима заготовки в рабочем положении; на фиг. 5 - то же, в момент удаления заготовки; на фиг. 6 - разрез В-В на фиг. 4 (по направляющим подвижной части нриз- мы); на фиг. 7 - вид Г на фиг. 4 (узел прижима) .
Устройство для шлифования прецизионных соосны.х поверхностей 1,ри помощи основания 1 крепится на столе кругло1или- фовального станка и имеет корпус, привод вращения заготовки, привод управления подачей, вибробункерное загрузочное устройство (ВБЗУ), накопитель и автооиератор.
Устройство состоит из основания 1 с двумя упругими стойками 2 и верхней плиты 3, к которой присоединена призма 4 для заготовки 5. На верхней плите 3 Kopibca расположен привод в)ащения заготовки, содержащий опору 6, внутри которой в подшипниках скольжения вращается ва.ч 7. На одном конце вала 7 ;ет; :1овлен прижимной ролик 8, а на дру- IOM шкив 9, соединенный гибкой связью 10 с uiKHBOM электродвигателя 11. Опора 6 неподвижно соединена с рычагом 12. вра- щакипимся относительно про п;ины 13, не- |; )дни/кно установленной на верхней плите 3. Правое п.лечо рь1чага 12 находится под постоянным воздействием пружины 14, а левое неподвижно соединено с рычагом 15, взаи.модейству ющим через регу.шровочный в,инг 16 с рычагом 17, вращающимся отно- ; ите.льно проушины 18. На левом плече рычага 17 установлен шарикоподшипник 19, н;.ходящийся н постоянном контакте с кулачком 20.
На основании 1 установлен привод управления подачей, содержащий корпус 21, черСП
оо
05
. ел
ю
вяк 22, червячное ко.песо 23, установленное на валу 24, вращающемся в подн1И11Ника.х 25 скольжения. На левом хвостовике вала 24 расположен команлоаппарат, состоящий из двух токосъемных колец 26, электрически изо;|ированных от вала 24, кулачка 20, управляющего циклом работы привода в)а1цеиия заготовки, и кулачка 27, унрав- .1як)щего циклом работы привода подачи. Для восприятия осевого усилия, действую- и;с 1 о со стороны кулачка 27, с,пужит ра- диальио-упорпый икфикоподшипник 28. Устройство с иабжеио ВБЗУ 29, которое устанав- .1ивается на столе станка. ВБЗУ имеет кру(.)вой бункер 30, на внутренних степках которого рас 1оложеп спиральный лоток ,51 с уг. ю.м подьема, равным 2°. Ко.чебании бункера 1Ч)здак)1ч-я двумя лектро.магнитами 32 и 33 с частотой, 3000 колебаний н 1 мин. ВБЗУ при помощи гибкого рукава 34 соединено с накопителем 35. Под последним распо.южен автоонератор, состоящий из :))магни га 36, толкателя 37, выталкивателя 38, рычага 39.
Э. 1ектромагнит 36 соетоит из двух катушек: .1евой 40 и правой 41. Кулачок 27 ко1Г1ак1ирует с то/шателями 42, 43 и рычагом 44. Последний закреплен на оси 45 с возможностью поворота. Установочная нриз- ма 4 выно, из двух половинок 46 и 47 (фиг. 4). Причем вторая половинка 47 призмы имеет возможпость перемещения. На одной 11о,:1овинке 46 призмы закреплена упорная n.iacTHna 48, а на другой 47 планка 49 (фиг. ()). Около призмы установлен лоток.
стройство работает следующим образом.
Обрабатываемая деталь 5 из бункера 3(, сориентированная в определепном положе- пии 10 гибкому )укаву 34, попадает па пако1пггель 35. В этот момент прижимпой ролик 8 привода вращепия заготовки 5 на.ходится в крайнем верхнем положении, а упругие стойки 2 в.месте с верхней плитой 3 и установленной на пей призмой 4 в крайнем .чево.м но. южении. .Заготовка на призме 4 отсутствует. Выталкиватель 38 занимает крайнее нравое положение. Указанное состояние )йства соответствует ei o статическо.му положению.
0
При включении электродвигателя 11 приводятся в действие привод вращения заготовки и привод управления подачей вместе с установленным на нем командоаппаратом. При этом за счет вращения токосъемных колец 26 происходит поочередное включение левой 40 и правой 41 катущек электромагнита 36 и, как следствие, возвратно поступательное движение толкателя 37. который подает заготовку из накопителя 35 на призму 4.
При дальнейп ем повороте командо- аппарата, в результате взаимодействия кулачка 20 с рычагами 17, 15, 12 при помощи ро.лика 8 осуществляются прижим заготовки
к установочной поверхности призмы 4 и вра- п:ение заготовки относительно своей оси. Одновре.менно с этим под воздействием кулачка 27 и то;|кателей 42 и 43 рычаг 44 поворачивается ю часовой стрелке относительно оси 45, а упругие стойки 2 под действием сил упругости перемещают верхнюю плиту 3 вместе с прикрепленной к ней приз.мой 4 и установленной в призме заготовкой 5 в зону резания. Величина подачи во время быстрого подвода, врезания, уста5 повившегося резания, выхаживания и быстрого отвода определяется формой рабочей поверхности кулачка 27.
После окончания процесса щлифования .четали и ее быстрого отвода из зоны резания под действием кулачка 20 происходит подъем
0 прижимного ролика 8. Одновременно с этим под дейс1вием рычага 39 выталкиватель 38 соединенный неподвижно с подвижной половинкой призмы 47, удаляет обработанную деталь из призмы в ,IOTOK. При следующем обороте командоаппарата рабочий цикл
5 повторяется.
Формула изобретения
Устройство для (плифования прецизион- 0 ных соосных поверхностей по авт. св. ЛЬ 814667, отличающееся тем, что, с целью новьнпения производительности обработки, привод управления подачей кинематически связан с приводом враихения изде, 1ия и с уз- ;ioM п)ижн.ма, прп этом призма выполнена 5 из двух половин, одна из которых уста- HOB.icHa с возможностью перемещения и связана с узлом прижи.ма.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования пре-цизиОННыХ СООСНыХ пОВЕРХНОСТЕй | 1978 |
|
SU814667A1 |
| Устройство для контроля точности наладки бесцентровошлифовального станка | 1980 |
|
SU929405A1 |
| Манипулятор к бесцентрово-шлифовальному станку | 1989 |
|
SU1824298A1 |
| Устройство для подачи детали в зону контроля после шлифования | 1990 |
|
SU1763142A1 |
| Станок-автомат для обработки плоских поверхностей | 1988 |
|
SU1553393A1 |
| Автомат для стыковой контактной сварки | 1990 |
|
SU1773637A1 |
| Станок для шлифования наружного конуса на заготовках типа корпуса распылителя | 1985 |
|
SU1321557A1 |
| Устройство для очистки абразивных кругов от налипания стружки | 1983 |
|
SU1161344A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Устройство для фрезерования криволинейных деревянных заготовок | 1981 |
|
SU979106A1 |


Изобретение относится к машиностроению и может быть использовано при обработке прецизионных деталей топливной аппаратуры, а также при создании прецизионных бесцентровошлифовальных станков. Целью изобретения является повышение производительности бесцентрового шлифования прецизионных деталей. Для этого привод управления подачей кинематически связан с приводом вращения изделия и с узлом прижима детали. Для удаления детали из зоны обработки базирующая призма выполнена из двух половинок: неподвижной и подвижной, причем подвижная половинка связана с узлом прижима. 7 ил.
37
/
L.фиг. 2
9
27 fS 77
ZO
П
38
fpL/e.4
cpue.S
дидГ
| Устройство для шлифования пре-цизиОННыХ СООСНыХ пОВЕРХНОСТЕй | 1978 |
|
SU814667A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
