70
(Л
ел
IND
00
с
05 05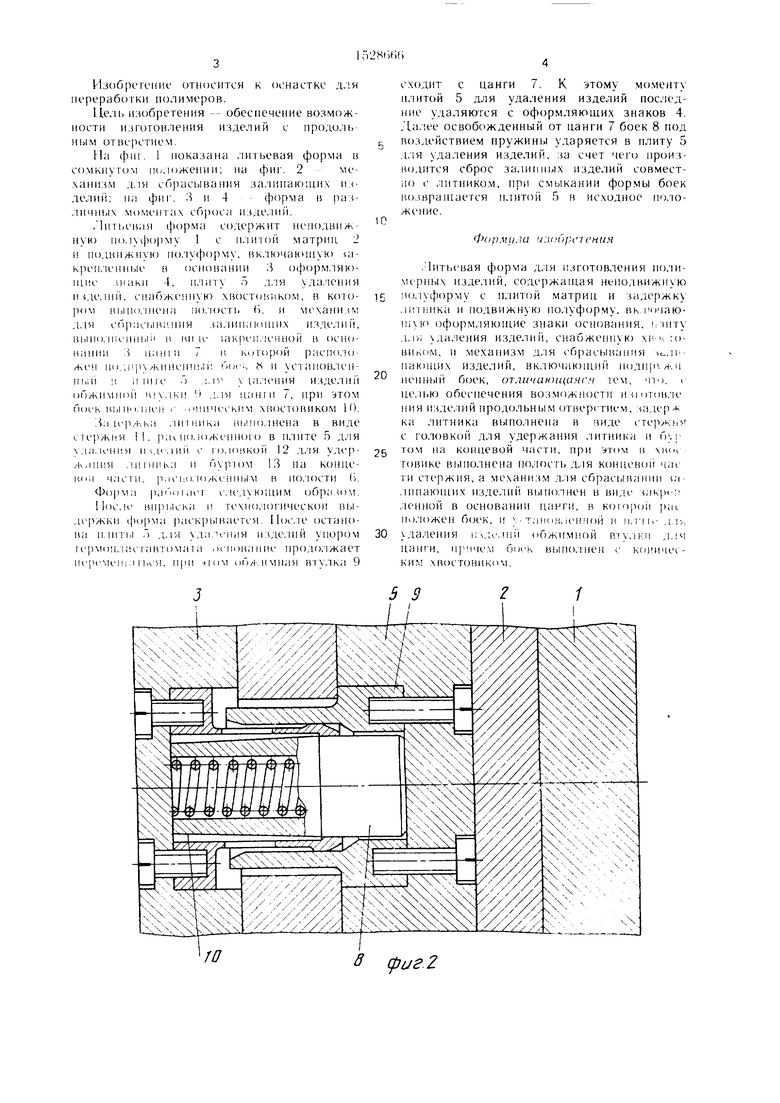
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления изделий из пластмасс | 1986 |
|
SU1399147A1 |
| Литьевая пресс-форма для изготовления изделий из полимерных материалов | 1978 |
|
SU701818A1 |
| Литьевая форма для изготовления изделий из термопластов | 1985 |
|
SU1331653A1 |
| Литьевая форма с автоматическим вывинчиванием резьбовых знаков | 1980 |
|
SU937179A1 |
| Литьевая форма для изготовления резьбовых изделий из пластмасс | 1984 |
|
SU1165594A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1353632A2 |
| Литьевая форма | 1982 |
|
SU1036564A1 |
| Литьевая форма для изготовления армированных полимерных изделий с резьбой | 1986 |
|
SU1369914A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2011524C1 |
| Литьевая форма для изготовления резьбовых изделий из пластмасс | 1980 |
|
SU929442A1 |
Изобретение относится к литьевым формам для изготовления полимерных изделий. Цель изобретения - обеспечение возможности изготовления изделий с продольным отверстием. Для этого механизм для сбрасывания залипающих изделий выполнен в виде закрепленной в основании цанги 7, в которой расположен подпружиненный блок 8, и установленной в плите 5 для удаления изделий обжимной втулки 9 для цанги 7, при этом боек выполнен с коническим хвостовиком 10. При раскрытии формы обжимная втула 9 сходит с цанги 7. К этому моменту изделия удалены с оформляющих знаков. Далее освобожденный от цанги 7 боек 8 под действием пружины ударяет в плиту 5 для удаления изделий, благодаря чему сбрасываются залипшие изделия. 4 ил.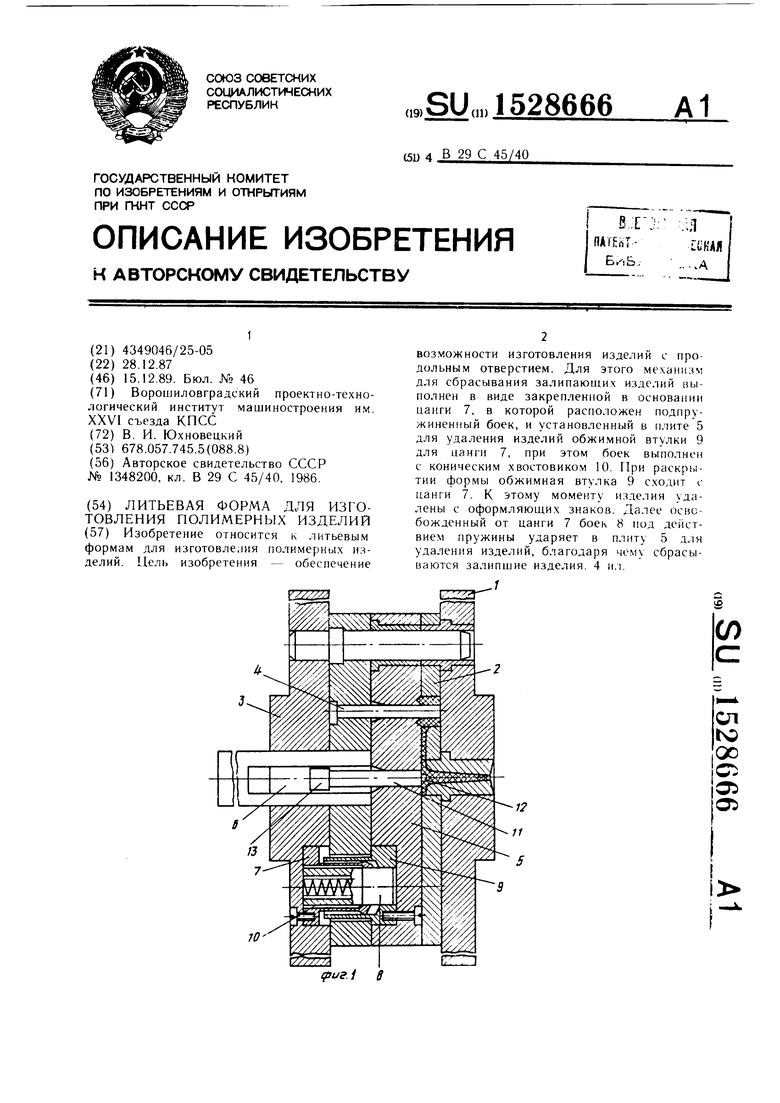
. / 6
Изобретение относится к оснастке для переработки полимеров.
Це.ть изобретения -- обеспечение возможности изготовления изделий с продоль- отверстием.
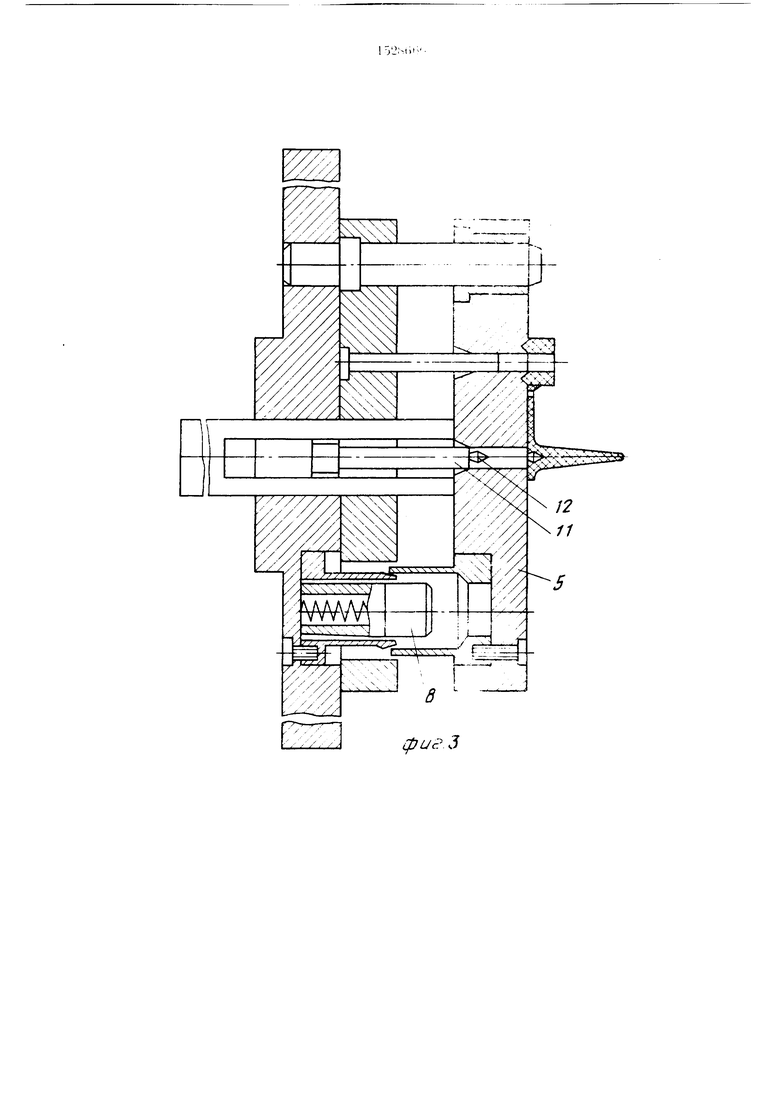
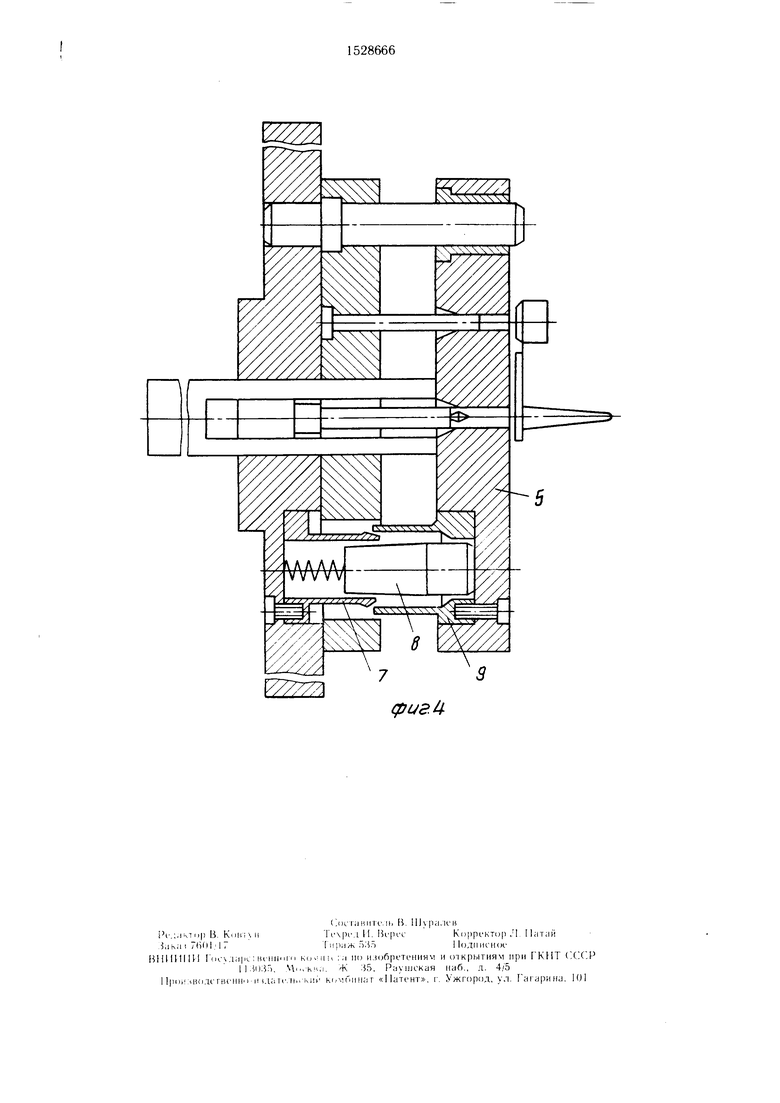
На фиг. 1 показана литьевая форма в сомкнугом ис..южении; на фиг. 2ме.ханизм д,1Я сбрасывания залинаюши.х и;(- дели11; на фиг. 3 и 4(})орма в ра;;личн,1х моментах сброса изде,.
Лип.евая 1))орма содержит не.чодвиж нук) нолу(1)()рму 1 с н.:1ИТ()й матриц 2 и подвижную но.чуформу, вк.чючакинук) закрепленные в основании 3 О(|)ормлян)- H11IC .iiiaKH 4, плиту о для удаления и;делп11. снабженную хвостошжом, fi KOKJ- ром В1)1но, по.юсть Г. и мсхани.5М для сбр;к 1, залингиошнх изделн, ВЫ11ОЛ1 1. ННЫ11 и вн U (акрсилснной в осно аннп -Ч пан i п / жен lio.uipN жннснпь i HI re Г)
)6ЖНМН1) И .IKH ( б()1 К вы II I. IHCl -I И
в кот())()И распо. ю- Гlпt ; « и ycTaiioB. ieii- У 1ал( пия из дел nil . 1Я пангн 7, при JTOM
i 1Ч НЧСЧ КНМ XliOCTOBHKOM 10.
aU p. KKii лн гинка в1)П1),:|непа в виде стержня 1. раи1()ложенно1 о в плите 5 для уда.юнг.я Н1Д|-.1И11 с iD.ioBKoii 12 для удер- /1, лигника н ovp ioM 13 па концевой части. p,iCI:(). Kl/Kl iHIblM в НО. ЮСТИ ().
Фо|)ма pai iiiKu i следук)П1нм образом.
11осл1 вп})ыска и техпологическои кы- .Ц ржкн ijiijpMa раскр1.1ваегся. lh)c,ie останова 11.1ИТЫ Г) д. |я уда, с|и1Я н: де;н1Й упором 14 рмоила.с I aiiToMa i а . и;пова пне продо.тжает iU iH-Mi iu.4 I bi H, нрн -iidM об/кимная втулка 9
C
0
5
0
сходит с цанги 7. К этому моменту плитой 5 для удаления изделий последние удаляются с оформляющих знаков 4. Далее освобожденный от цанги 7 боек 8 под воздействием пружины ударяется в плиту 5 .l. iH удаления изделий, за счет че1 о производится сброс за.типиых изделий совместно с литником, при смыкании формы боек во.шращается нлитой Г) в исходное положение.
PopMi/.iU а:ип рсгения
ЛитЬ)евая форма д,1я изготовлении ноли- .мерньгх нзделий, содержащая неподвижную мо.1уформу с п,титой матриц и задержку .1итника и подвижную нолуформу, вк,| 01|аю- iiixio оформ,тяюи1,ие знаки основания, i: шту удаления издели{, снабженную .ХР.И новиком, и мехапиз.м д, 1я сбрасывания ic-.n-- накицих изделий, включающий подпр ж 1 б(, отличаюи{ая(ч тем, чтч. г целью обесчючения воз.можпости и ii итпв.че ния изделий продольным отвер1-тием, за.тер ка литника выполнена в виде с го,1()вкой для удержания ,титника и б г том на концевой части, при )м в хи(к товике выполнена полость для концево1( час ти стержня, а механизм д.тя сбрасывании ча .111паюп1их изделп11 В1)1полнен в вид1. чакре:: ленной в основании цанги, в Koi )poi( pat по, 1ожен б(.)ек, и т,ч11(|.,,1(М1.чой в ii/nii- д,|/; }да, 1ения . обжимной вту, П ;и д.:ч цанги, нрмче.м Goi. K выполнен с ко)Ч1чес КИГ,: хвостовиком.
3 (риг 2
фиг J
| Литьевая форма с двухступенчатой системой выталкивания | 1986 |
|
SU1348200A1 |
| Солесос | 1922 |
|
SU29A1 |
