} Ч
20
2J 1в 12 18 и Ю
Фм.1
(Л
У1
Ю 00
00
грузки в виде связанной с силовым цилиндром (СЦ) 18 платформы (П) 17. Параллельно продольным осям подвесного конвейера и конвейера 9 расположены направляющие, по которым перемещается Т 12. Между конвейером 9 и Т 12 расположена поворотная в горизонтальной плоскости планшайба 10. На Т 12 |СО стороны подвесного конвейера смонтирован подъемник в виде шарнирно установленного СЦ 19 с V-образным роликом 20 на штоке. На подвесках 21 шарнирно установлены со стороны Т 12 . днища 22 со стержнями 2k, с которыми взаимодействуют ролики 20. Механизм подачи изделий 30 выполнен в виде
подвижно установленной поперек продольных осей конвейера 9 и подвесного конвейера каретки с шарнирно установленным толкателем 7. При этом П 17 установлена на Т 12 шарнирно с возможностью поворота в вертикальной плоскости. Изделия 30 передаются с конвейера 9 толкателем 7 на планшай, бу 10 и при необходимости разворами- ваются. С планшайбы 10 изделия 30 передаются на П 17 и последняя перемещается по направляющим совместно с подвесками 21. В процессе перемещес ния осуществляется поворот П 17 и днища 22 навстречу друг другу от СЦ 18, 19 и передача изделий 30. 2 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки изделий | 1989 |
|
SU1794616A1 |
| Устройство для загрузки и разгрузки подвесного конвейера | 1986 |
|
SU1323482A1 |
| Кран мостового типа для погрузочно-разгрузочных операций на подвесном конвейере | 1983 |
|
SU1098901A1 |
| Устройство для перегрузки изделий | 1986 |
|
SU1346536A1 |
| Устройство для загрузки подвесного конвейера | 1983 |
|
SU1084212A1 |
| Подвесной конвейер | 1990 |
|
SU1728091A1 |
| Поргузочно-разгрузочное устройстводля пОдВЕСНОгО КОНВЕйЕРА | 1979 |
|
SU814828A1 |
| Устройство для перезарядки цилиндрических вулканизаторов | 1969 |
|
SU438549A1 |
| Манипулятор для погрузки и разгрузки изделий с подвесного конвейера | 1983 |
|
SU1161440A1 |
| ПОГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО ТРАНСПОРТНОГО СРЕДСТВА ДЛЯ ПЕРЕВОЗКИ КОНТЕЙНЕРОВ | 1991 |
|
RU2028220C1 |
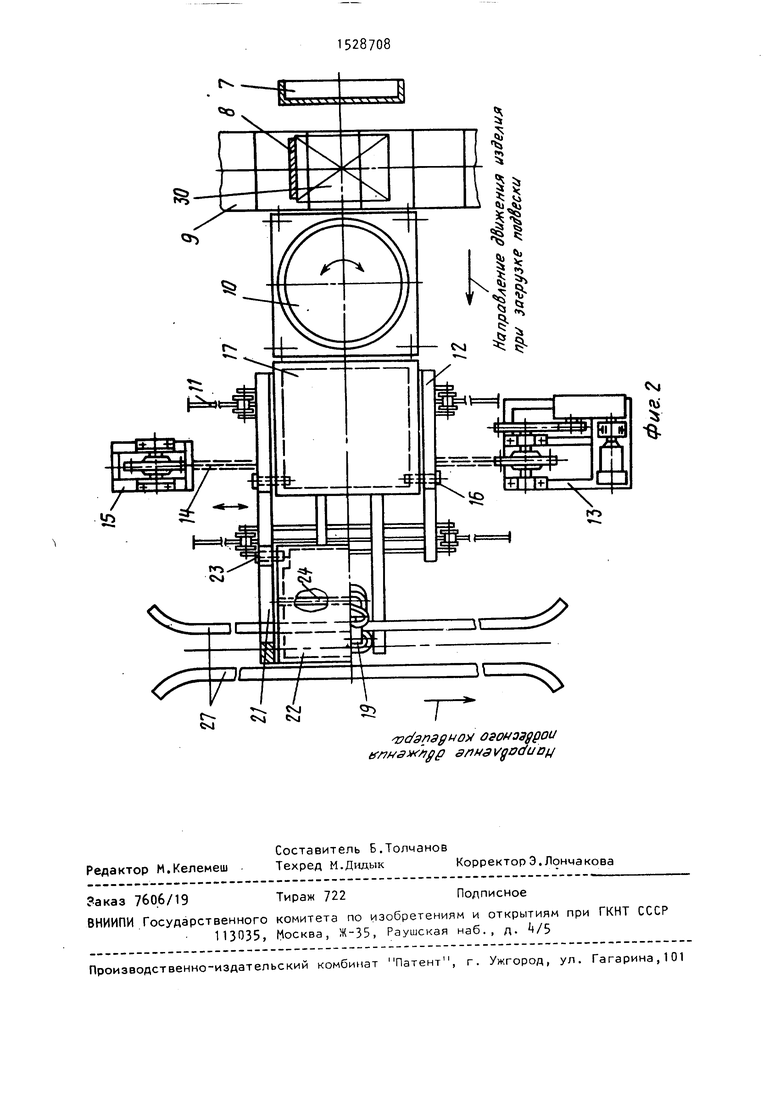
Изобретение относится к транспорту и позволяет повысить надежность работы с обеспечением ориентированной загрузки изделий на грузовые подвески подвесного конвейера. Устройство включает подающий конвейер 9, подвесной конвейер с грузовыми подвесками 21, механизм подачи изделий и тележку (Т) 12 с механизмом перегрузки в виде связанной с силовым цилиндром (СЦ) 18 платформы (П) 17. Параллельно продольным осям подвесного конвейера и конвейера 9 расположены направляющие, по которым перемещается Т 12. Между конвейером 9 и Т 12 расположена поворотная в горизонтальной плоскости планшайба 10. На Т 12 со стороны подвесного конвейера смонтирован подъемник в виде шарнирно установленного СЦ 19 с V-образным роликом 20 на штоке. На подвесках 21 шарнирно установлены со стороны Т 12 днища 22 со стержнями 24, с которыми взаимодействуют ролики 20. Механизм подачи изделий 30 выполнен в виде подвижно установленной поперек продольных осей конвейера 9 и подвесного конвейера каретки с шарнирно установленным толкателем 7. При этом П 17 установлена на Т 12 шарнирно с возможностью поворота в вертикальной плоскости. Изделия 30 передаются с конвейера 9 толкателем 7 на планшайбу 10 и при необходимости разворачиваются. С планшайбы 10 изделия 30 передаются на П 17 и последняя перемещается по направляющим совместно с подвесками 21. В процессе перемещения осуществляется поворот П 17 и днища 22 навстречу друг другу от СЦ 18, 19 и передача изделий 30. 2 ил.
Изобретение касается механизации транспорта, в частности транспортирования изделий между рабочими поэи- циями, и может быть использовано для механизации и автоматизации погрузоч- но-разгрузочных работ в любой отрасли промышленности.
Цель изобретения - повышение надежности работы устройства с обеспечением ориентированной загрузки изяе- лий на грузовые подвески подвесного конвейера.
На фиг.1 изображено предлагаемое устройство, вид спереди; на фиг.2 - разрез А-А на фиг.1.
Устройство содержит механизм подачи в виде каретки 1, которая перемещается по направляющим опорной рамы 2 На верхней плоскости рамы 2 смонти- рованы привод 3 перемещения с приводной звездочкой k и натяжная звездочка 5, которые соединены с кареткой 1 приводной цепью 6. П нижней части каретки 1 шарнирно смонтирован толка- тель 7.
На нижней плоскости рамы 2 шарнирно смонтирована шторка 8, причем она расположена над и симметрично отно- сительно продольной оси подающего конвейера 9. Сбоку конвейера 9 и перпендикулярно к нему расположена поворотная в горизонтальной плоскости планшайба 10. По направляющим 11, проложенным параллельно продольной оси конвейера 9, а также продольной оси подвесного конвейера, перемещается тележка 12, которая получает
движение от привода 13, благодаря тяговой цепи И, которая регулируется по длине натяжной звездочкой 15.
В верхней части тележки 12 смонтирован механизм перегрузки в виде закрепленной на шарнире 16 одним концом поворотной в вертикальной плоскости платформы 17, другой конец которой опирается на верхнюю плоскость тележки 12.
Подъем платформы 17 осуществляется силовым цилиндром 18, шарнирно смонтированным на тележке 12. На противоположной стороне тележки 12 Также шар нирно установлен .подъемник, выполненный как силовой цилиндр 19, снабженный в своей верхней части роликом 20, рабочая поверхность которого выполнена V-образной. Над цилиндром 19 параллельно продольной оси конвейера 9 проходит ось подвесного конвейера с подвесками 21, каждая из которых снабжена шарнирно смонтированным днищем 22, опирающимся на пальцы 23.
К низу днища 22 неподвижно прикреплен стержень . Подвески 21 снабжены расположенными во взаимно перпендикулярных плоскостях разгрузочными роликами 25 и 2б, которые контактируют в зоне загрузки с направляющими 27 и 28 соответственно. Направляющие 27 и 28 крепятся к стойкам 29,
Устройство снабжено также системой датчиков и блокировок, которые контролируют перемещение изделия jO.
Устройство работает следующим образом.
Изделие 30 подается грузовым подающим конвейером 9 в зону загрузки. При подходе к зоне загрузки изделие 30 упирается в шторку 8, которая отклоняется до срабатывания датчика, который дает команду на включение привода 3. При этом тележка 1 перемещается справа налево и, упираясь толкателем 7 в изделие 30, сдвигает его с конвейера 9 на поворотную планшайбу 10. При расположении изделия на поворотной планшайбе 10 или оператор сам визуально, или с помощью фотореле определяется правильность его расположения относительно оси загрузки. Если изделие 30 расположено правильно, то каретка 1, продолжая свое движение, перемещает изделие на платформу 17 тележки 12, стоящей в исходном положении на оси поворотной планшайбы 10.
Если же изделие расположено непра- .ВИЛЬНО, то срабатывает фотореле (или оператор определяет это визуально) и по его команде движение каретки 1 прекращается, включается привод вращения планшайбы 10. При этом происходит разворот изделия до выравнивания его положения относительно оси загрузки. Затем снова включается привод 3 каретки 1, которая доставляет изделие на платформу 17. При подходе подвески 21 к зоне её загрузки ролики 2 и 25 входят в щели направляющих 27 и 28. При совпадении поперечной оси днища 22 подвески 21 с поперечной осью платформы 17, срабатывает датчик, в результате чего включается привод 13 на перемещение тележки 12, причем скорость ее движения равна скорости движения подвески 21 подвесного конвейера. Одновременно с этим движением тележки 12 поступает сигнал на одновременный подъем силовыми цилиндрами 18 и 19 платформы 17 и днища 22 соответственно. В результате происходит передача изделия 30 с платформы 17 на днище 22 подвески 21, что контролируется соответствующим датчиком, который дает, в свою очередь, команду на одновременное опускание платформы 17 и днища 22 в исходное положение и на возврат тележки 12 также в исходное положение, т.е. к поворотной планшайбе 10. Наличие роликов 25 и 26 способствует раз
10
15
20
грузке подвески 21 от динамических нагрузок в момент приема ее изделия 30.
При подъеме цилиндра 19 ролик 20, ориентированно закрепленный на его штоке, рабочей поверхностью входит в контакт со стержнем 2Ц,
После установления изделия 30 на платформе 17 привод 3 получает команду на возврат каретки 1 в исходное положение. Для беспрепятственного прохождения каретки 1 толкатель 7 выполнен шарнирным, что позволяет ему отклоняться при наезде на изделие 30, если оно уже стоит на позиции ожидания.
После возвращения Тележек 1 и 12 в исходное положение с приближением свободной подвески цикл повторяется.
Формула изобретения
Устройство для транспортирования и загрузки, включающее подающий конвейер, подвесной конвейер с грузовыми подвесками, механизм подачи изделий и установленную на направляющих, расположенных параллельно продольной оси подвесного конвейера, тележку с механизмом перегрузки в виде связанной с силовым цилиндром платформы, отличающееся тем, что, с
целью повышения надежности работы устройства с обеспечением ориентированной загрузки изделий на грузовые подвески подвесного конвейера, оно снабжено расположенной между подающим
конвейером и тележкой поворотной в горизонтальной плоскости планшайбой, смонтированным на тележке со стороны подвесного конвейера подъемникоК и шарнирно установленными на грузовы
подвесках со стороны тележки днищами со стержнями, при этом механизм подачи изделий выполнен в виде подвижно установленной поперек продольных осей подающего и подвесного конвейеров каретки с шарнирно установленным толкателем, а подъемник выполнен в виде шарнирно укрепленного силового цилиндра с V-образным роликом, установленным на штоке с возможностью взаимодействия со стержнем днища каждой подвески, причем платформа установена на тележке шарнирно с возможностью поворота в вертикальной плос- - кости.
t&SSS3
CCCCCZSuJ
CM
«Xi
-Q.
с/зпздно Оёо эзддои if/7f 3) drJHsvgoduD
