}
(21)4291357/24-07
(22)28,07.87
(46) 15.12.89. Бюл. № 46
(71)Всесоюзньй научно-исследовательский проектно-конструкторский и технологический институт взрьгоозащищенного и рудничного электрооборудования
(72)В.П. Захаров, Б.П. Зернов, А.В. Ксенжук и А.Ф. Черкашин
(53)621.318.44(088.8)
(56)Авторское свидетельство СССР № 658670, кл. Н 02 К 15/10, 1977.
Авторское свидетельство СССР № 1399858, кл. Н 02 К 15/10, 1986.
(54)СПОСОБ ИЗГОТОВЛЕНИЯ ПАЗОВОЙ ИЗО- ЛЯЦИОННОЙ ГИЛЬЗЫ
(57)Изобретение относится к электромашиностроению и может быть использовано при изготовлении пазовых изоляционных гильз из ленты. Целью изобретения является улучшение качества путем получения изоляционной гильзы точно заданной формы. Для этого конец изоляционной ленты вставляют до упора в щель оправки 4. Щель выполнена на ребре оправки глубиной, равной ширине замыкающей кромки 5 гильзы. Формование гильзы ведут вращением оправки вокруг оси, совпадающей с ребром onri равки, на котором выполнена щель, с подтормаживанием ленты роликами 2. Для получения четких изгибов гильзы их прокатывают нагретыми роликами 8 по продольным ребрам оправки. Сформованную гильзу отрезают элементами 7. 1 з.п.ф-лы, 7 ил.
(Л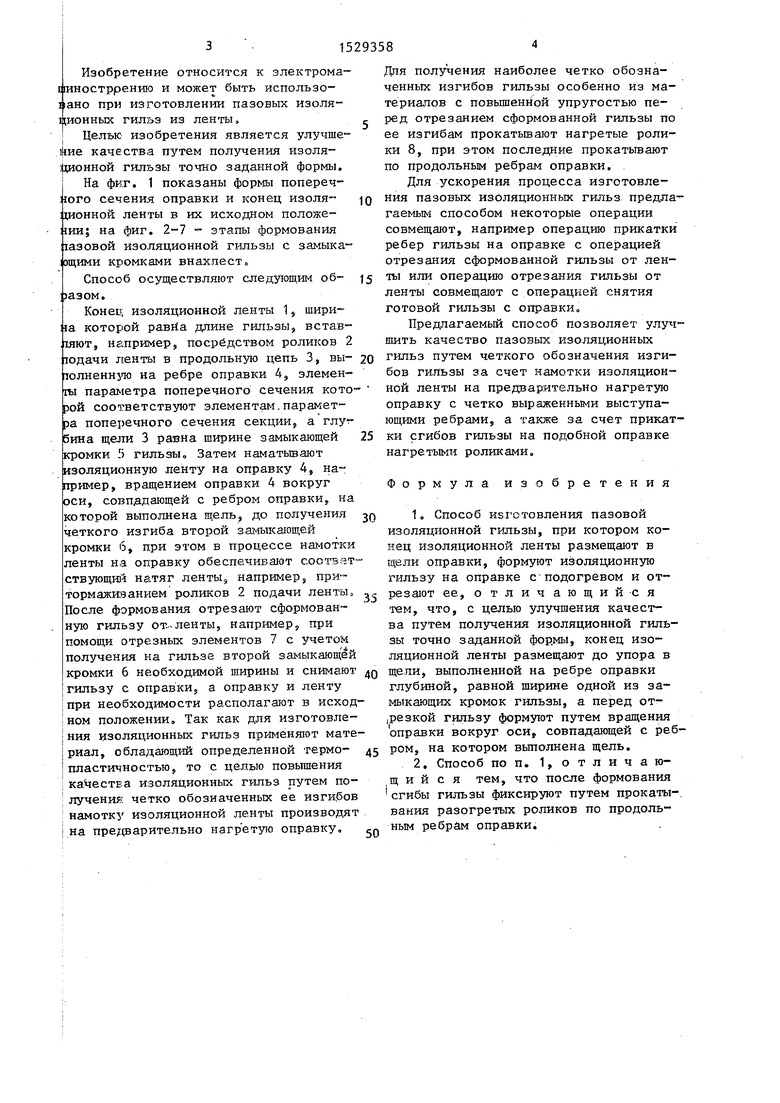
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЗОВЫХ ИЗОЛЯЦИОННЫХ ГИЛЬЗ | 1992 |
|
RU2037252C1 |
| Устройство для изготовления пазовых изоляционных гильз | 1989 |
|
SU1690099A1 |
| Способ изготовления пазовой изоляционной гильзы | 1982 |
|
SU1035736A1 |
| Станок для изготовления пазовых изоляционных коробов | 1987 |
|
SU1494147A1 |
| Устройство для изготовления трубы из профилированной ленты | 1990 |
|
SU1757901A1 |
| Станок для изготовления и укладки в пазы статоров электрических машин изоляционных гильз | 1977 |
|
SU658670A1 |
| Способ изготовления пазовых гильз | 1986 |
|
SU1367104A1 |
| СПОСОБ КОМПЛЕКСНОЙ ЗАЩИТЫ ОТ КОРРОЗИИ ПРОТЯЖЕННЫХ СТАЛЬНЫХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 2005 |
|
RU2296817C2 |
| Способ изготовления и установки изоляционных гильз в пазы магнитопроводов электрических машин и устройство для его осуществления | 1986 |
|
SU1399858A1 |
| УСТАНОВКА ДЛЯ НАМОТКИ ТОНКОГО ПРОКАТА В РУЛОН | 2010 |
|
RU2440204C1 |
Изобретение относится к электромашиностроению и может быть использовано при изготовлении пазовых изоляционных гильз из ленты. Целью изобретения является улучшение качества путем получения изоляционной гильзы точно заданной формы. Для этого конец изоляционной ленты вставляют до упора в щель оправки 4. Щель выполнена на ребре оправки глубиной, равной ширине замыкающей кромки 5 гильзы. Формование гильзы ведут вращением оправки вокруг оси, совпадающей с ребромоправки, на котором выполнена щель, с подтормаживанием ленты роликами 2. Для получения четких изгибов гильзы их прокатывают нагретыми роликами 8 по продольным ребрам оправки. Сформованную гильзу отрезают элементами 7. 1 з.п.ф-лы, 7 ил.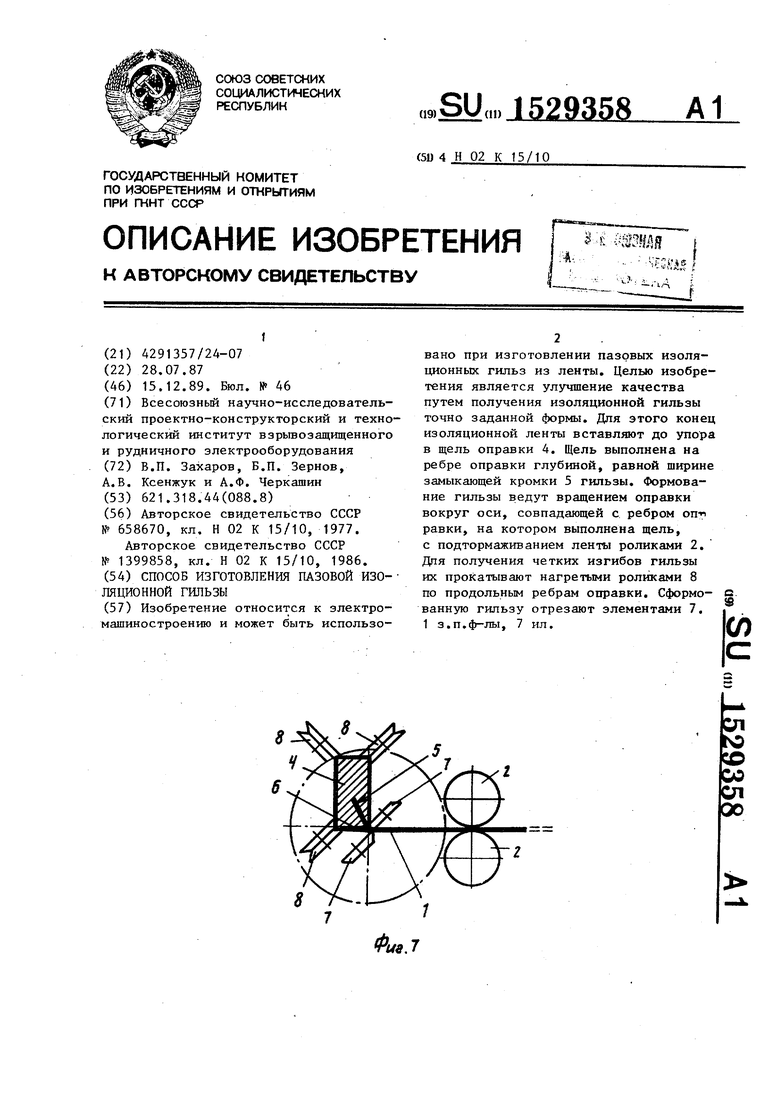
:л
ND 9
СП
00
Фие,7
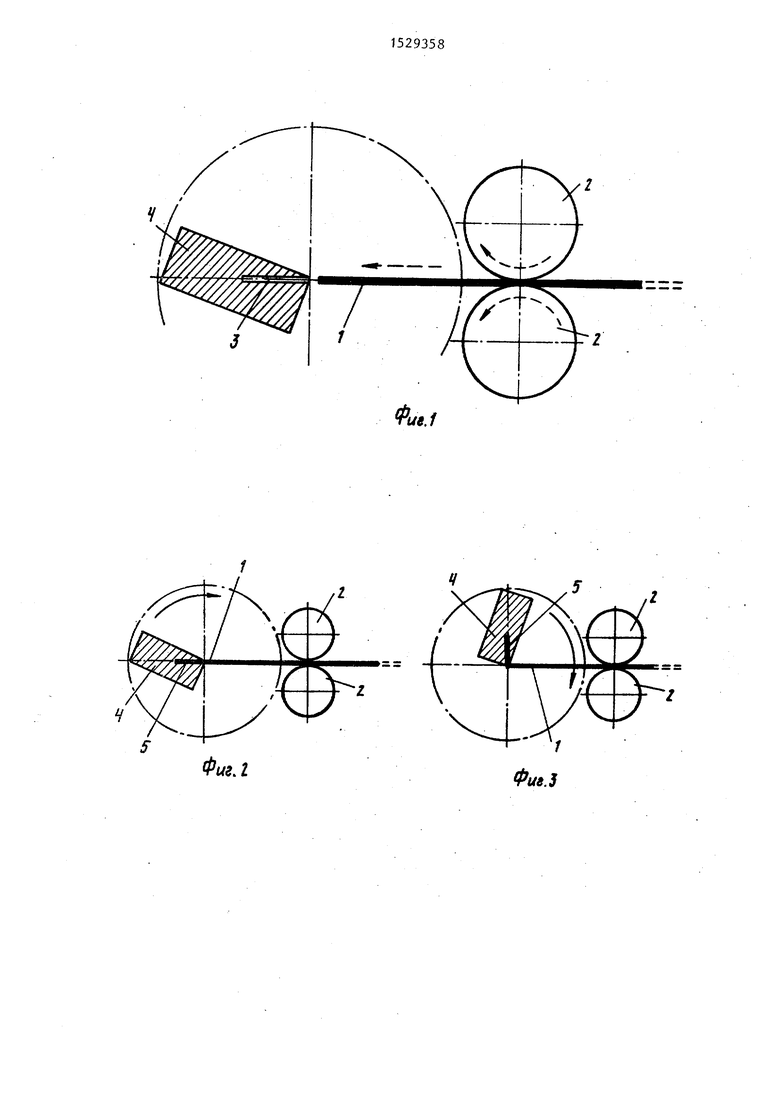
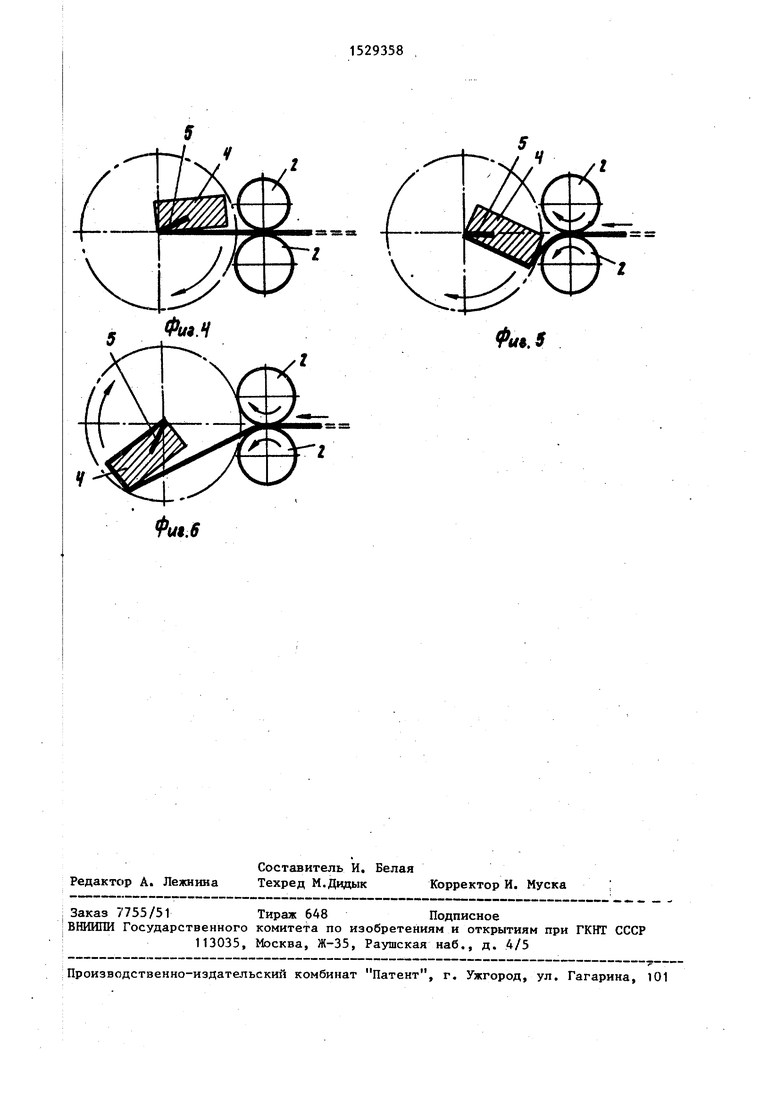
Изобретение относится к электрома- Аиностррению и может быть использо- нано при изготовлении пазовых изоляционных гильз из лентьи ; Целью изобретения является улучше- 1(1ие качества путем получения изоля- |1ионной гильзы точно заданной формы. На фкг. 1 показаны формы попереч- юго сечения оправки и конец изоля- щонной ленты в их исходном положе- :ши; на фиг. 2-7 этапы формования тазовой изоляционной гильзы с замыкающими кромками внахлест.
Способ осуществляют следующим об- оазом.
Конец изоляционной ленты 1, шири- :ia которой равйа длине гильзы, встав™ .1ЯЮТ, например, посредством роликов 2 тодачи ленты в продольную цепь 3, вы- толненн то на ребре оправки 4, элемен- пы параметра поперечного сечения кото- ЗОЙ соответствуют элементам,параметра поперечного сечения секции, а глу бина щели 3 равна ширине замыкающей кромки f) гильзы. Затем наматьтают изоляционную ленту на оправку 4, например, вращением оправки 4 вокруг оси, совпддающей с ребром оправки, на которой выполнена щель, до получения четкого изгиба второй замыкающей кромки 6, при этом в процессе намотки ленты на оправку обеспечивают соотввт- ствующи ; натяг ленты, например, притормаживанием роликов 2 подачи ленты, Тосле формования отрезают сформован™ ную гильзу от..-ленты, например, при помощи отрезных элементов 7 с учетом получения на гильзе второй зaJ4Ыкaющ ёй кромки 6 необходимой ширины и снимают I гильзу с оправ ки, а оправку и ленту I при необходимости располагают в исходном положении. Так как для изготовления изоляционных гильз применяют материал, обладающий определенной термо- пластичностью, то с целью повьшения I качества изоляционных гильз путем по- лучения четко обозначенных ее изгибов намотку изоляционной ленты производят i на предварительно нагр етзта оправку,
Для получения наиболее четко обозначенных изгибов гильзы особенно из материалов с повьшенной упругостью перед отрезанием сформованной гильзы по ее изгибам прокатьшают нагретые ролики 8, при этом последние прокатьгоают по продольным ребрам оправки.
Для ускорения процесса изготовления пазовых изоляционных гильз предлагаемым способом некоторые операции совмещают, например операцию прикатки ребер гильзы на оправке с операцией отрезания сформованной гильзы от ленты или операцию отрезания гильзы от ленты совмещают с операцией снятия готовой гильзы с оправки„
Предлагаемый способ позволяет улучшить качество пазовых изоляционных гильз путем четкого обозначения изгибов гильзы за счет намотки изоляцион™ ной ленты на предварительно нагретую оправку с четко выраженными выступающими ребрами, а также за счет прикатки сгибов гильзы на подобной оправке нагретыми роликами.
Формула изобретения
1„ Способ изготовления пазовой изоляционной гильзы, при котором конец изоляционной ленты размещают в щели оправки, формуют изоляционную гильзу на оправке с-подогревом и отрезают ее, о тлич ающийся тем, что, с целью улучшения качества путем получения изоляционной гильзы точно заданной фор.мы, конец изоляционной ленты размещают до упора в щели, выполненной на ребре оправки глубиной, равной ширине одной из замыкающих кромок гильзы, а перед от- |резкой гильзу формуют путем вращения оправки вокруг оси совпадающей с ребром, на котором вьшолнена щель.
VJ.
Фм.З
Фм.6
Л/«.
