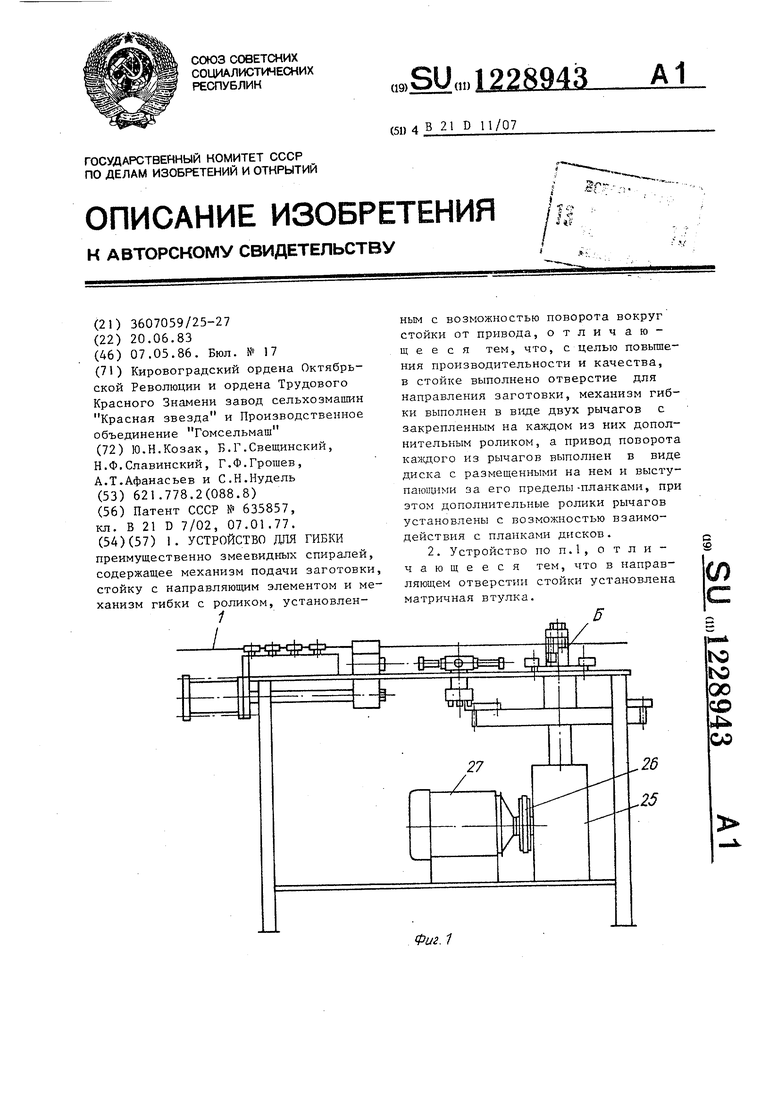
Изобретение относится к обработке металлов давлением и может быть использовано в промьшленности для изготовления зигзагообразных деталей, в частности пружин, скоб.
Цель изобретения - повышение производительности и качества.
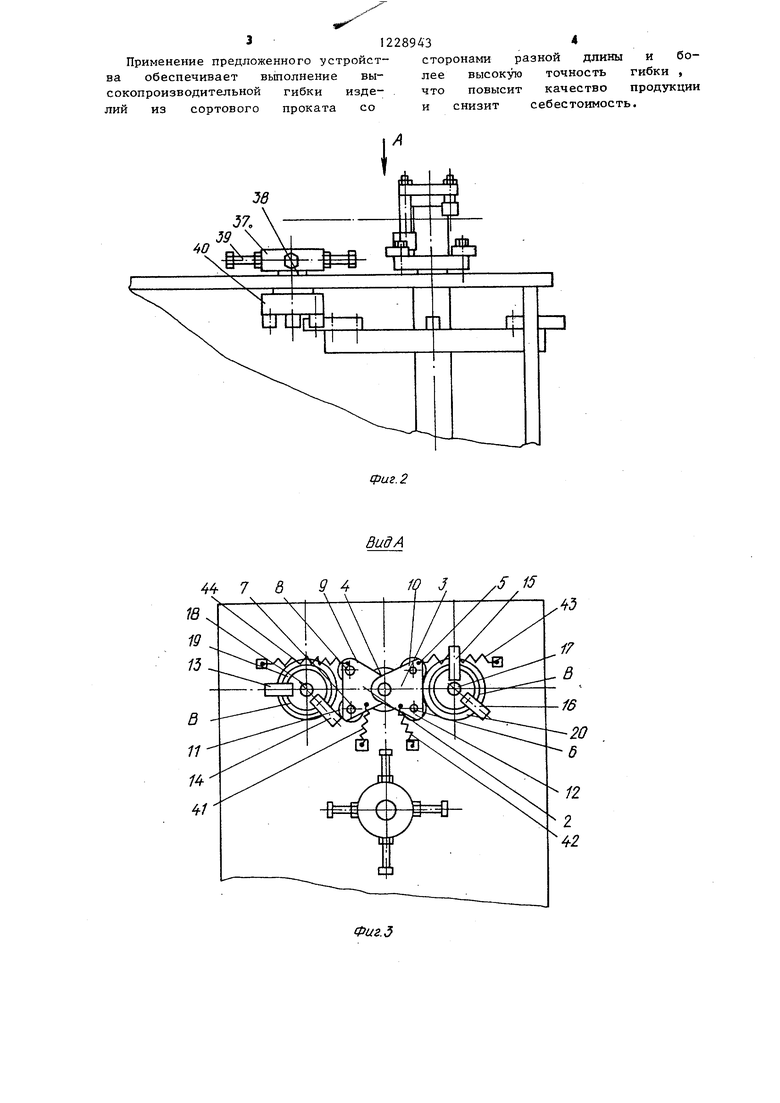
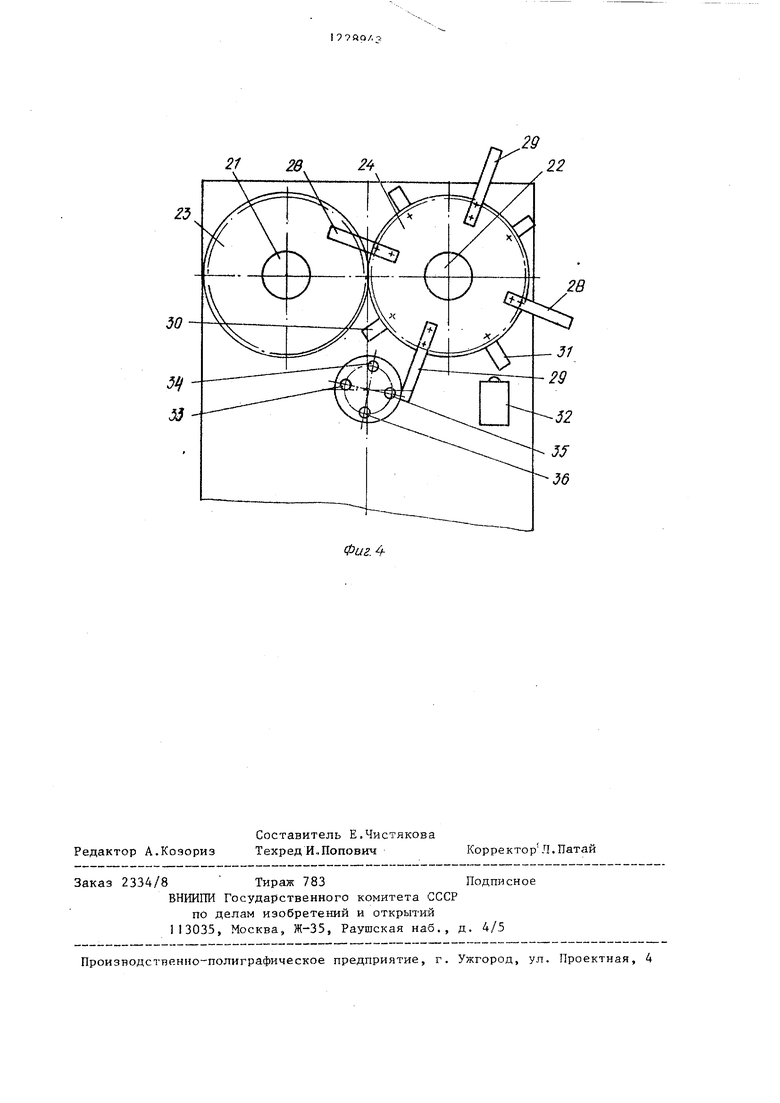
На фиг.1 схематически показано устройство для гибки изделий из проволоки, общий вид; на фиг.2 - узел гибки с приводом упора; на фиг.З - вид А на фиг.2; на фиг.А - поворотны упор.
Уйтройство для гибки изделий из сортового проката содержит расположенные по обе стороны от заготовки 1 гибочные рычаги 2 и 3, оси поворотных отверстий которых установлены соосно с центральной осью матричной стойки 4, у которой рабочая поверхность Б представляет собой боковую поверхность цилиндра, а отверстие, где установлена матрица, пересекает продольной осью центральную ось поворотных отверстий гибочных рычагов 2 и 3. На плоскости последних перпендикулярно установлены пальцы 5-8, на которых закреплены гибочные ролики 9 и 10 и поворотные ролики П и 12, взаимодействующие с рабочими планками 13-16 механизмов 17 и 18 поворота
О
Механизмы 17 и 18 поворота выполнены в виде дисков 19 и 20 с круговыми Т- образными пазами В, при помощи кото- рьрс фиксируются рабочие поворотные планки 13-16. Диски 19 и 20 установлены на валах 21 и 22 с приводными шестернями 23 и 24, причем последние находятся в зацеплении, приводятся во вращение от редуктора 25 через ременную передачу 26 и электродвига- тель 27. На шестернях 23 и 24 установлены поворотные рабочие элементы нижние 28 и 29 и верхние 30 и 31 планки. Нижние планки 28 и 29 взаимодействуют с устройством включения механизма 32 подачи, а верхние 30 и 31 - с роликами 33-36 поворотного упора 37 который собран на валу 38. С одной стороны вала 38 установлены упорные элементы 39, а на другой - диск 40 с роликами 33-36, которые расположены концентрично на торцовой поверхности диска 40. Для возврата гибочных рычагов в исходное положение на крыльях рычагов установлены пружины
41-44.
Устройство работает следующим образом.
0
15
0
5
0
5
0
S
0
Проволока заправляется вручную в матрицу матричной стойки 4, а затем устройство включается на автоматический режим. От электродвигателя 27 через ременную передачу 26 и редуктор 25 приводится во вращение вал 22 и через шестерни 23 и 24 вращение передается на механизмы 17 и 18 поворота. При вращении последних поворотная планка 13 входит в контакт с роликами 11 и поворачивает рычаг 2, гибочный ролик 9, обкатываясь по рабочей поверхности Б матричной стойки 4, производит гибку проволоки 1. Когда контакт поворотной планки 13 и ролика 11 прекращается, гибочный рычаг 2 при помощи пружин 41 и 42 возвращается в исходное состояние, В это время одна из нижних планок 28 включает устройство включения механизма 32 подачи и производится подача проволоки 1 на шаг, ограничиваемый поворотным упором 37. После подачи проволоки I в контакт с поворотным роликом 12 вступает поворотная планка 15 и рычаг 3, перемещаясь вокруг поворотной оси роликом 10, выполняет гибку. Во время выполнения операции гибки верхняя планка 30 входит в с одним из роликов, например роликом 33, поворотного упора 37 и проворачивает его на необходимый угол. Далее цикл повторяется.
Упорные элементы 39 поворотного упора 37 выдвигаются на необходимую величину и в связи с возможностью поворота поворотного упора 37, независимостью процесса гибки от подачи проволоки и возможностью легко и в широких пределах регулировать начало и конец процесса гибки в илкле работы устройства позволяют выполнить высокопроизводительную гибку детали со сторонами разной длины и с достаточно высокой точностью.
Наличие Т-образных пазов В на дисках 19 и 20 позволяет увеличить число поворотных планок и обеспечить их точную установку, что в несколько раз повысит производительность устройства. Но при этом соответственно необходимо увеличить число упорных элементов поворотного упора и поворотных элементов на шестернях привода.
Аналогичными по конструкции устройствами можно производить гибку 1енты, проволоки, уголка и другого сортового проката.
на обеспечивает вьшолнение высокопроизводительной гибки изделий из сортового проката со
лее высокую точность гибки , что повысит качество продукции и снизит себестоимость.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления изделий типа колец | 1982 |
|
SU1094644A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Устройство для гибки зигзагообразных нагревателей | 1987 |
|
SU1540897A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ | 2008 |
|
RU2365457C1 |
| Устройство для многоколенной пространственной гибки труб | 1985 |
|
SU1268245A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Автоматический станок для изготовления петель | 1927 |
|
SU32471A1 |
| Станок для гибки длинномерных заготовок | 1982 |
|
SU1057143A2 |
| Устройство для смотки сортового профиля | 1983 |
|
SU1144741A1 |
| ПРУЖИНОНАВИВОЧНЫЙ АВТОМАТ, ЕГО МЕХАНИЗМЫ РУБКИ, ОБРАЗОВАНИЯ УЗЛА, ПЕРЕМЕЩЕНИЯ ЗАГОТОВОК (ВАРИАНТЫ), ИХ УСТРОЙСТВА ЗАХВАТОВ, ПОДВИЖКИ, ОРИЕНТАЦИИ, ЗАЖИМА, КУЛАЧКОВЫЕ СРЕДСТВА | 2002 |
|
RU2199412C1 |
15
45
22
Фиг. 4
Редактор А.Коэориз
Составитель Е.Чистякова
Техред И„ПоповичКорректор Л,Патай
Заказ 2334/8 Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Произнодстнр-нно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Машина для гибки заготовок типа прутков | 1977 |
|
SU635857A3 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
