Изобретение относится к металлургии и может быть использовано при непрерывном литье заготовок из черных и цветных металлов.
Цель изобретения - повьшение эксплуатационной надежности устройства и расширение сортамента отливаемых заготовок.
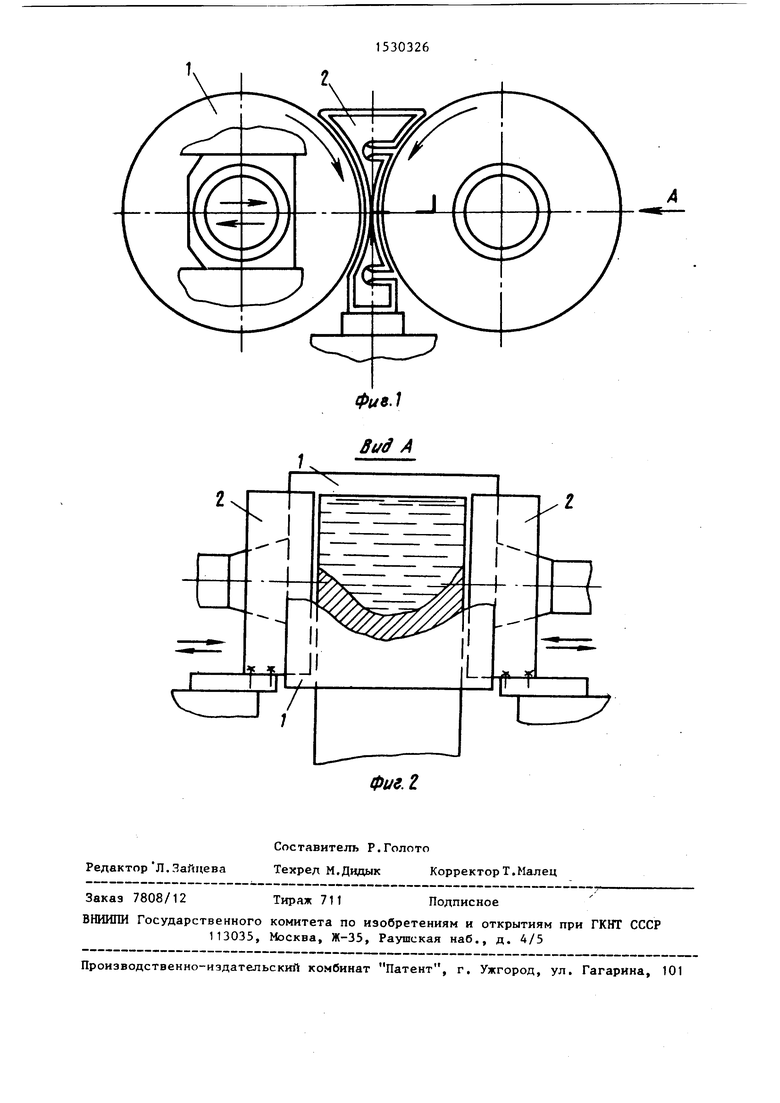
На фиг.1 показано устройство, общий вид; на фиг.2 - вид А на Лиг.1.
Устройство для непрерывного литья заготовок содержит приводные охлаждаемые валки 1 и торцовые уплотнения 2, выполненные в виде индукторов, полюса которых направлены в сторону по- дачи жидкого металла. Задача формирования заготовок D процессе непрерывного лит1)Я решается путем бесконтактного пппдьйстпия на жидкий металл сил, раппинлсмых высокочастотным полем индуктора. Торцовые уплотнения установлены с возможностью перемещения вдоль осей валков, а один из валков - в направлении противолежаде- го.
Процесс литья осуществляют следую щим образом.
В зависимости от размеров литой заготовки предварительно устанавливают требуемый зазор между валками 1 и определенное расстояние между торцовыми уплотнениями 2.
I
, Включают привод вращения валков, в зазор меащу валками и торцовыми уплотнениями вводится поддон или затравка (не показаны), после чего подается высокочастотное напряжение на индукторы торцовых уплотнений 2 п, как только столб жидкого металла, опирающийся на поддон или затравку.
СЛ
00
о
9 Э Ф
достигает необходимой высоты, поддон (или затравка) начинают опускаться с постоянной скоростью. Происходит кристаллизация металла под воздейст- вием поверхности охлаждаемых валков и охлаждаемой жидкости, подаваемой спрейерами, расположенными ниже торцовых уплотнений. Затем по мере движения поддона охлаждаемая жидкость поступает на затвердевшую поверхност слитка, обеспечивая его полное затвердевание. В процессе непрерывного литья в верхней части слитка сохраняется формируемая боковыми поверхнос- тями охладдаемых валков и магнитным полем торцовых уплотнений жидкая зон определенной высоты, поддерживаемая постоянной и опирающаяся вначале на поддон, а в дальнейшем на затвердев- шую часть слитка.
Затвердевшая оболочка слитка обуславливает эффект стабилизации магнитных силовых линий благодаря высокой проводимости затвердевшего ме- талла. Тпк как деформа1шя силовых линий, опирающихся на верхний край оболочки и ВЫХОДЯ1ЧИХ из нее в жидкий металл или огибающих его, связана с дополнительной затратой энергии, то появление потенциальных щелей исключается, поэтому попадание рас- плавленного металла в зазор между торцовыгт уплотнениями и валками не происходит.
Примене1ше предлагаемого изобретения позволяет повысить его эксплуатационную надежность за счет исключения
Q 5 0
5
5
контакта между поверхностью торцового уплотнения и жидким металлом, боковыми поверхностями торцового уплотнения и приводными валками, исключения возможности проникновения жидкого металла в зазор между валками и уплотнением. Кроме того, позволяет расширить сортамент отливаемых заготовок путем переме1цения торцовых уплотнений и одного из приводных валков.
Установка для непрерывного литья тонких слябов сечением 40 х 600 мм содержит электромагнитные торцовые уплотнения из двух водоохлаждаемых катушек 100 х 100 х 300 мм. катушка содержит 12 полых витков сечением 10 х АО мм. Изготовлена катушка из листовой меди марки Ml толщиной 3 мм. Питание осуществляется от машинного преобразования мощностью 100 кВт, напряжением 750 В, частей 2500 Гц через высокочастотный согласующий трансформатор с коэффициентом трансформации 12.
Формула изобретения
Устройство для непрерывного литья заготовок, содержащее установленные с зазором приводные охлаждаемые валки и торцовые уплотнения, отличающееся тем, что, с целью повышения эксплуатационной Надежности и расширения сортамента отливаемых заготовок, торцовые уплотнения выполнены в виде индукторов, полюса которых направлены в сторону подачи жидкого металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ БИМЕТИЛЛИЧЕСКИХ СЛИТКОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1987 |
|
RU1524298C |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2043836C1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВЫХ ЗАГОТОВОК С ДВУХСТОРОННИМ ВЫТЯГИВАНИЕМ | 2002 |
|
RU2252107C2 |
| Способ горизонтального непрерывного литья металла в многоступенчатый кристаллизатор | 1989 |
|
SU1717274A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ СОСТАВНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2097164C1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1992 |
|
RU2036747C1 |
| Способ непрерывного литья полых заготовок | 1989 |
|
SU1703244A1 |
| СПОСОБ ЛИТЬЯ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2309814C2 |
| Электромагнитный кристаллизатор | 1989 |
|
SU1764784A1 |
| Способ непрерывного литья заготовок | 1985 |
|
SU1304979A1 |
Изобретение относится к металлургии, в частности к установкам непрерывного литья заготовок из черных и цветных металлов. Целью изобретения является повышение эксплуатационной надежности и расширение сортамента отливаемых заготовок. Она содержит установленные с зазором приводные охлаждаемые валки и торцовые уплотнения, при этом последние выполнены в виде индукторов, полюса которых направлены в сторону подачи жидкого металла. 2 ил.
фце.1 Si/d А
| Устройство для непрерывного литья металла | 1977 |
|
SU730458A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
