Изобретение относится к металлургии, в частности к непрерывному горизонтальному литью.
Цель изобретения - расширение сортамента отливаемых слитков.
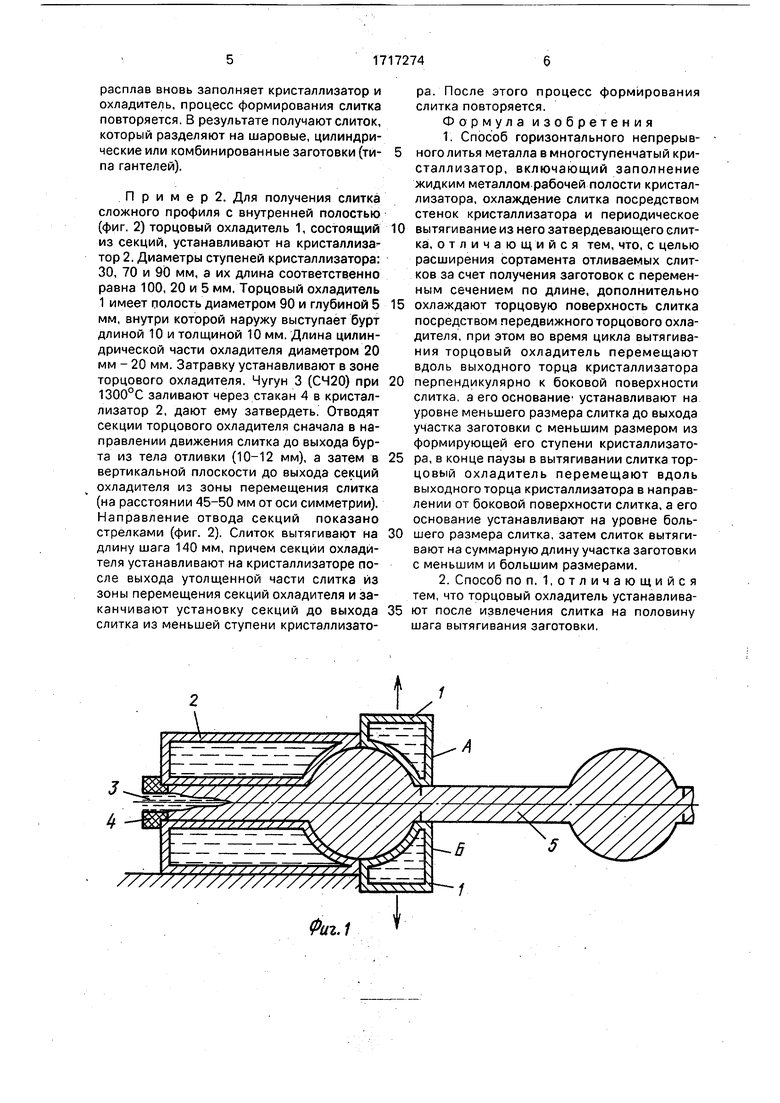
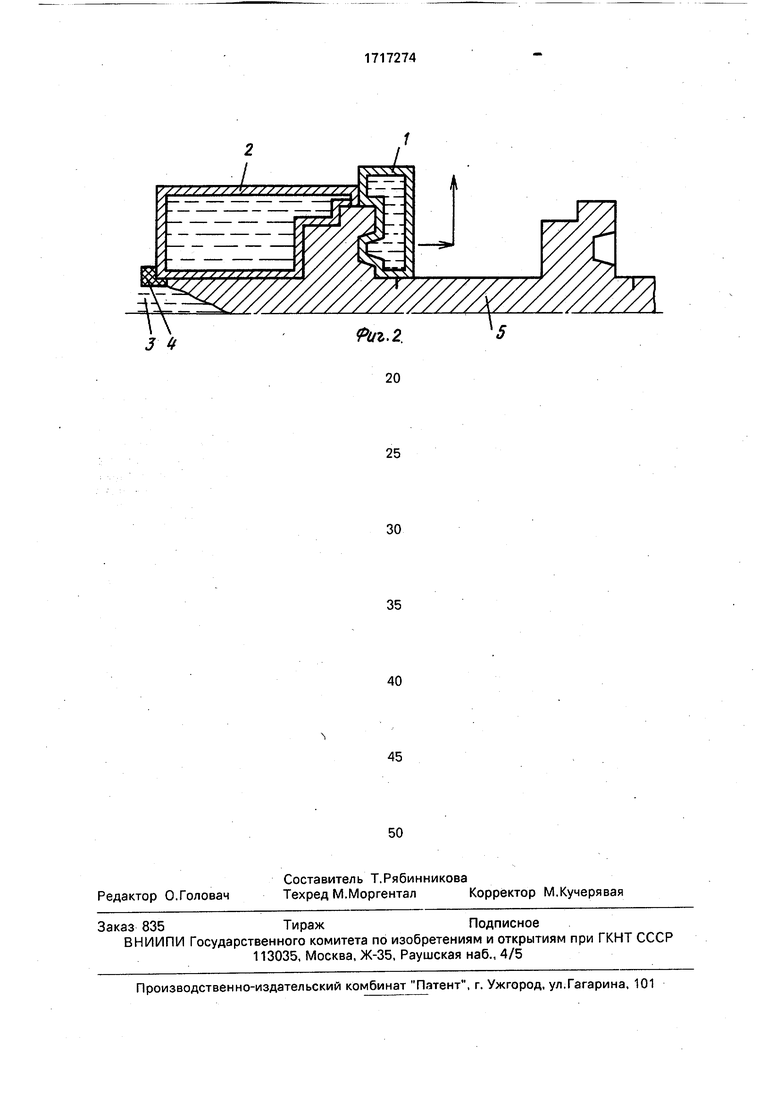
На фиг. 1 и 2 приведена принципиальная схема способа горизонтального непрерывного литья металла в многоступенчатый кристаллизатор.
. Способ осуществля ют следующим образом.
Торцовый охладитель 1 устанавливают на кристаллизатор 2. Затравку устанавливают в зоне торцового охладителя (не показана). Чугун 3 заливают через стакан 4 в
кристаллизатор 2. В кристаллизаторе металл 3 затвердевает, образуя слиток 5. При этом во время паузы в цикле вытягивания охлаждают торцовую поверхность слитка посредством торцового охладителя. В конце паузы в вытягивании слитка торцовый охладитель перемещают вдоль выходного торца кристаллизатора в направлении от боковой поверхности слитка, а его основание устанавливают на уровне большего размера слитка. Слиток вытягивают на суммарную длину участков заготовки с меньшим и большим размерами. Во время цикла вытягивания торцовый охладитель перемещают вдоль выходного торца криVIVJ
3
сталлизатора в направлении и перпендикулярно к боковой поверхности слитка, а его основание устанавливают на уровне меньшего размера слитка до выхода участка за- готовки с меньшим размером из формирующей его ступени кристаллизатора. После выхода слитка из ступени кристаллизатора, имеющей наименьшее сечение, металл заполнит весь кристаллизатор, и формирование слитка повторяется.
Длина первой ступени кристаллизатора, имеющей наименьший размер, равна или больше суммы длин остальных ступеней и торцового охладителя, что необходимо для обеспечения стабильности процесса. Если длина первой ступени меньше суммы длин остальных сечений кристаллизатора и торцового охладителя, то торцовый охладитель невозможно установить до выхода слитка из первой ступени кристаллизатора, Это приводит к протеканию металла на выход кристаллизатора и нарушению процесса формирования слитка.
В момент времени, соответствующий концу времени паузы в вытягивании зато- товки, торцовый охладитель перемещают в направлении от боковой поверхности слитка и устанавливают так, что основание торцового охладителя находится на уровне большего размера слитка (большей ступени кристаллизатора). Это позволяет во время цикла вытягивания слитка беспрепятственно выходить из кристаллизатора части заготовки (выступа), сформировавшейся в больших ступенях и ограниченной с торца торцовыми охладителем. После выхода выступающей части заготовки за торец выходного конца кристаллизатора во время продолжающегося движения заготовки перемещают торцовый охладитель в направ- лении и перпендикулярно к боковой поверхности слитка до уровня, когда основание торцового охладителя коснется поверхности заготовки, сформировавшейся в первой (наименьшей) ступени кристаллиза- тора. В результате образуется замкнутая полость, ограниченная ступенями кристаллизатора, расположенными в его выходной части, торцовым охладителем и поверхностью слитка, сформировавшегося в первой ступени. В тот момент, когда участок заготовки с меньшим размером выходит из формирующей его ступени, расплав заливается в образующуюся полость. В этот момент время цикла вытягивания заканчивается и слиток останавливается, наступает пауза в вытягивании слитка. За время паузы происходит затвердевание металла в кристаллизаторе. В конце времени паузы в вытягивании торцовый охладитель вновь
необходимо переместить в направлении от боковой поверхности заготовки и повторить весь цикл операций. В том случае, когда сумма длин большей ступени кристаллизатора и торцового охладителя равна половине шага вытягивания заготовок, торцовый охладитель устанавливают после извлечения слитка на половину шага вытягивания заготовки.
Предлагаемый способ непрерывного горизонтального литья металла в многоступенчатый кристаллизатор позволяет получать слитки, которые по длине имеют переменные размеры. Причем заготовки могут иметь различную конфигурацию поперечного сечения, как меньшего размера, так и большего, например круг, квадрат, прямоугольник, различные их сочетания. Разрезая слиток по длине в разных местах, можно обеспечить такое сочетание различных элементов, которое наиболее близко соответствует готовому изделию. Это позволяет значительно расширить сферу применения непрерывнолитых заготовок и снизить объем механической обработки.
П р и м е р 1. Для получения слитка со сферическими поверхностями, торцовый охладитель 1, состоящий из двух секций А и Б, устанавливают на кристаллизаторе. Диаметр меньшей ступени кристаллизатора 30 мм, длина 130 мм. Большая ступень кристаллизатора выполнена в виде полусферы диаметром 120 мм. Секция А и Б торцового охладителя 1 образуют вторую полусферу диаметром 120 мм, в центральной части которой находится отверстие диаметром 30 мм для прохода слитка. Длина цилиндрической части торцового охладителя 20 мм. Затравку устанавливают в зоне торцового охладителя. Чугун 3 (СЧ20) при 1300°С заливают через стакан 4 в- кристаллизатор 2, дают ему затвердеть. Отводят секции торцового охладителя от кристаллизатора в направлении, перпендикулярном боковой поверхности слитка 5 (фиг. 1, стрелки). Останавливают движение секций-А и Б на уровне, обеспечивающем свободный выход сферического слитка из кристаллизатора, т.е. поднимают секцию А (опускают секцию Б) на 60-65 мм от оси симметрии. Начинают вытягивание слитка. После прохода всей сферической части слитка из зоны движения торцового охладителя начинают установку его секций А и Б на кристаллизатор, причем эту установку завершают до выхода части слитка диаметром 30 мм из цилиндрической части кристаллизатора. Движение слитка заканчивают после того, как его край оказывается в цилиндрической части торцового охладителя. Длина шага 250 мм, При этом
расплав вновь заполняет кристаллизатор и охладитель, процесс формирования слитка повторяется. В результате получают слиток, который разделяют на шаровые, цилиндрические или комбинированные заготовки (ти- па гантелей).
П р и м е р 2. Для получения слитка сложного профиля с внутренней полостью (фиг. 2) торцовый охладитель 1, состоящий из секций, устанавливают на кристаллиза тор 2. Диаметры ступеней кристаллизатора: 30, 70 и 90 мм, а их длина соответственно равна 100, 20 и 5 мм. Торцовый охладитель 1 имеет полость диаметром 90 и глубиной 5 мм, внутри которой наружу выступает бурт длиной 10 и толщиной 10мм. Длина цилиндрической части охладителя диаметром 20 мм - 20 мм. Затравку устанавливают в зоне торцового охладителя. Чугун 3 (СЧ20) при 1300°С заливают через стакан 4 в кристаллизатор 2, дают ему затвердеть. Отводят секции торцового охладителя сначала в направлении движения слитка до выхода бурта из тела отливки (10-12 мм), а затем в вертикальной плоскости до выхода секций охладителя из зоны перемещения слитка (на расстоянии 45-50 мм от оси симметрии). Направление отвода секций показано стрелками (фиг. 2). Слиток вытягивают на длину шага 140 мм, причем секции охладителя устанавливают на кристаллизаторе после выхода утолщенной части слитка из зоны перемещения секций охладителя и заканчивают установку секций до выхода слитка из меньшей ступени кристаллизатора. После этого процесс формирования слитка повторяется.
Формула изобретения
1.Способ горизонтального непрерывного литья металла в многоступенчатый кристаллизатор, включающий заполнение жидким металлом рабочей полости кристаллизатора, охлаждение слитка посредством стенок кристаллизатора и периодическое вытягивание из него затвердевающего слитка, отличающийся тем, что, с целью расширения сортамента отливаемых слитков за счет получения заготовок с переменным сечением по длине, дополнительно охлаждают торцовую поверхность слитка посредством передвижного торцового охладителя, при этом во время цикла вытягивания торцовый охладитель перемещают вдоль выходного торца кристаллизатора перпендикулярно к боковой поверхности слитка, а его основание1 устанавливают на уровне меньшего размера слитка до выхода участка заготовки с меньшим размером из формирующей его ступени кристаллизатора, в конце паузы в вытягивании слитка торцовый охладитель перемещают вдоль выходного торца кристаллизатора в направлении от боковой поверхности слитка, а его основание устанавливают на уровне большего размера слитка, затем слиток вытягивают на суммарную длину участка заготовки с меньшим и большим размерами.
2.Способ поп. 1,отличающийся тем, что торцовый охладитель устанавливают после извлечения слитка на половину шага вытягивания заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного горизонтального литья заготовок и устройство для его осуществления | 1987 |
|
SU1521521A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2065337C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПЛОСКИХ СЛИТКОВ | 1991 |
|
RU2017570C1 |
| Установка непрерывной разливки металлов с криволинейной технологической осью | 1981 |
|
SU952423A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2066586C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2065338C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015824C1 |
| СПОСОБ УПРАВЛЕНИЯ МАШИНОЙ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1992 |
|
RU2023530C1 |
| Способ горизонтальной непрерывной разливки металлов | 1983 |
|
SU1138233A1 |
| СПОСОБ НЕПРЕРЫВНОГО МНОГОРУЧЬЕВОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ПЛОСКИХ СЛИТКОВ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР И ТЯНУЩЕЕ УСТРОЙСТВО ДЛЯ ЭТОЙ УСТАНОВКИ | 1999 |
|
RU2161546C1 |
Изобретение относится к металлургии, -в частности к непрерывному горизонтальному литью. Цель изобретения - расширение сортамента отливаемых слитков за счет получения заготовок с переменным сечением по длине. В способе дополнительно охлаждают торцовую поверхность слитка посредством передвижного торцового охладителя. Во время цикла вытягивания торцовыйохла- дитель перемещают вдоль выходного торца кристаллизатора перпендикулярно к боковой .поверхности слитка, а его основание устанавливают на уровне меньшего размера слитка до выхода участка заготовки с меньшим размером из формирующей его ступени кристаллизатора. В конце паузы в вытягивании слитка торцовый охладитель перемещают вдоль выходного торца кристаллизатора в направлении от боковой поверхности слитка, а его основание устанавливают на уровне большего размера слитка. Затем слиток вытягивают на суммарную длину участков заготовки с меньшим и большим размерами. Торцовый охладитель размещают после извлечения слитка на половину шага вытягивания заготовки. 1 з.п.ф-лы, 2 ил. Ё
// / S///// ////// / S
////
Фиг
/ ///////У /S
3 ff
| Ступенчатый кристаллизатор для непрерывной разливки металлов | 1968 |
|
SU265387A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
