jbsse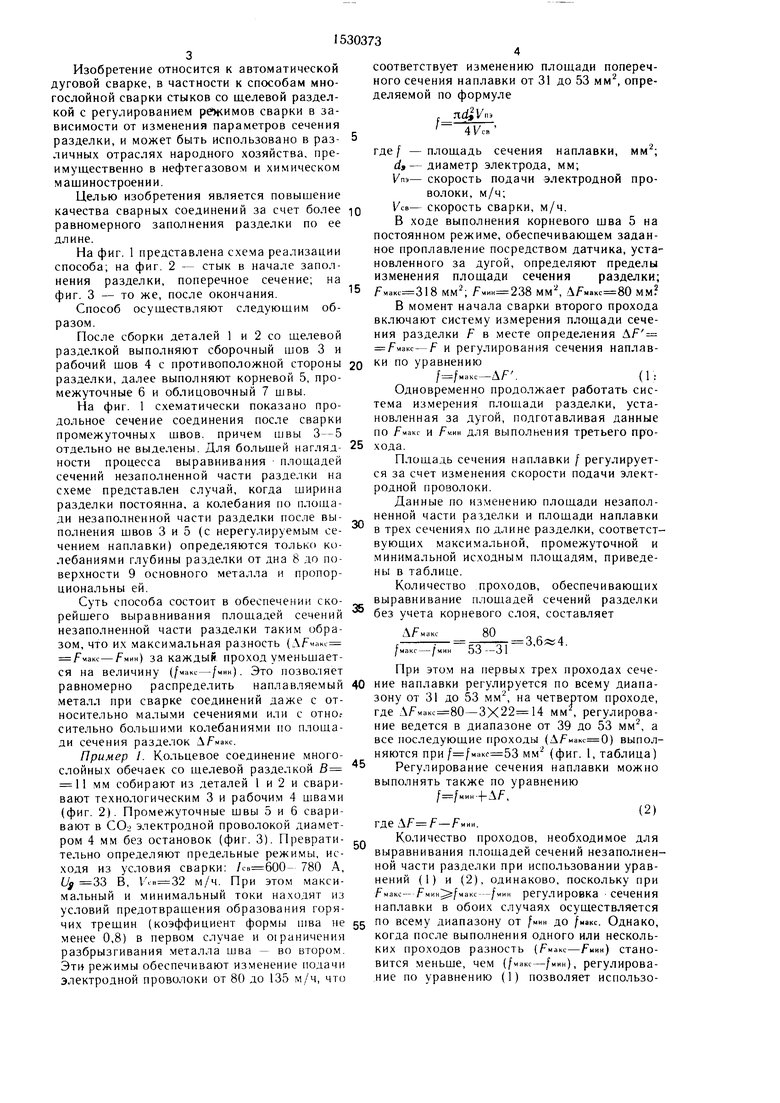
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки штучным покрытым электродом | 2016 |
|
RU2641216C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ МНОГОПРОХОДНЫХ СОЕДИНЕНИЙ | 2003 |
|
RU2252116C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ И НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2021 |
|
RU2772563C1 |
| СПОСОБ МНОГОСЛОЙНОЙ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ПЛАКИРОВАННЫХ ТРУБ | 2018 |
|
RU2706988C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2530104C1 |
| Способ сварки разнородных металлов плавлением | 1980 |
|
SU897433A1 |
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| Головка для сварки плавящимся электродом | 1991 |
|
SU1834764A3 |
| Способ сварки неповоротных стыков частей магистрального трубопровода (варианты) | 2017 |
|
RU2696629C2 |
Изобретение относится к автоматической дуговой сварке, в частности к способам многослойной сварки стыков со щелевой разделкой с регулированием режимов сварки в зависимости от изменения параметров сечения разделки, и может быть использовано в различных отраслях народного хозяйства, преимущественно в нефтегазовом и химическом машиностроении. Цель изобретения - повышение качества сварных соединений за счет более равномерного заполнения разделки по ее длине. После выполнения сборочного 3 рабочего 4 и корневого 5 швов сечения разделки может стать переменным по сечению вследствие неровностей ее дна 8. При выполнении шва 5 замеряют площадь разделки и определяют ее максимальное сечение Fмакс. При выполнении каждого последующего прохода замеряют фактическое сечение разделки в месте сварки F и определяют ΔF1=Fмакс - F. Сечение наплавки в каждом проходе регулируют по закону F = Fмакс - 98ДF1, но не менее Fмин, а Fмакс и Fмин определяют предварительно, исходя из условий сварки. 3 ил. 1 табл.
i
J
% Ж:%%/
lk.5
:%%/
СП
00 о оо
00
Ь
Фиг. 7
Изобретение относится к автоматической дуговой сварке, в частности к способам многослойной сварки стыков со щелевой разделкой с регулированием режимов сварки в зависимости от изменения параметров сечения разделки, и может быть использовано в различных отраслях народного хозяйства, преимущественно в нефтегазовом и химическом мащиностроении.
Целью изобретения является повышение качества сварных соединений за счет более равномерного заполнения разделки по ее длине.
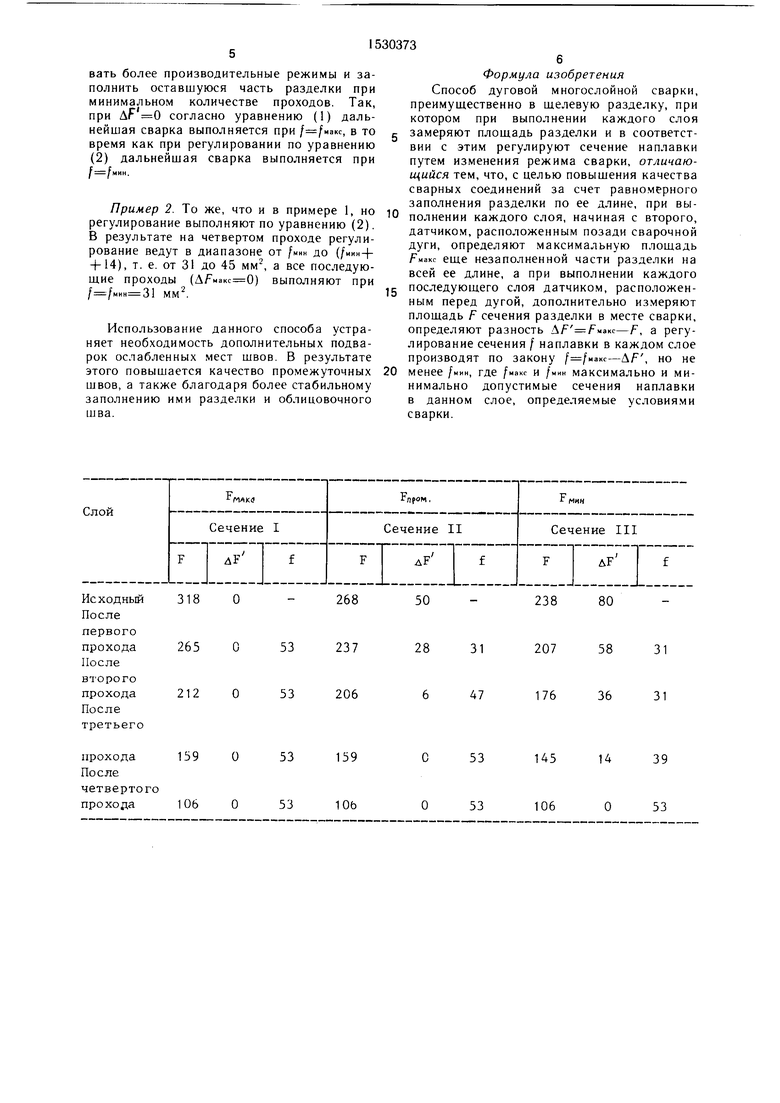
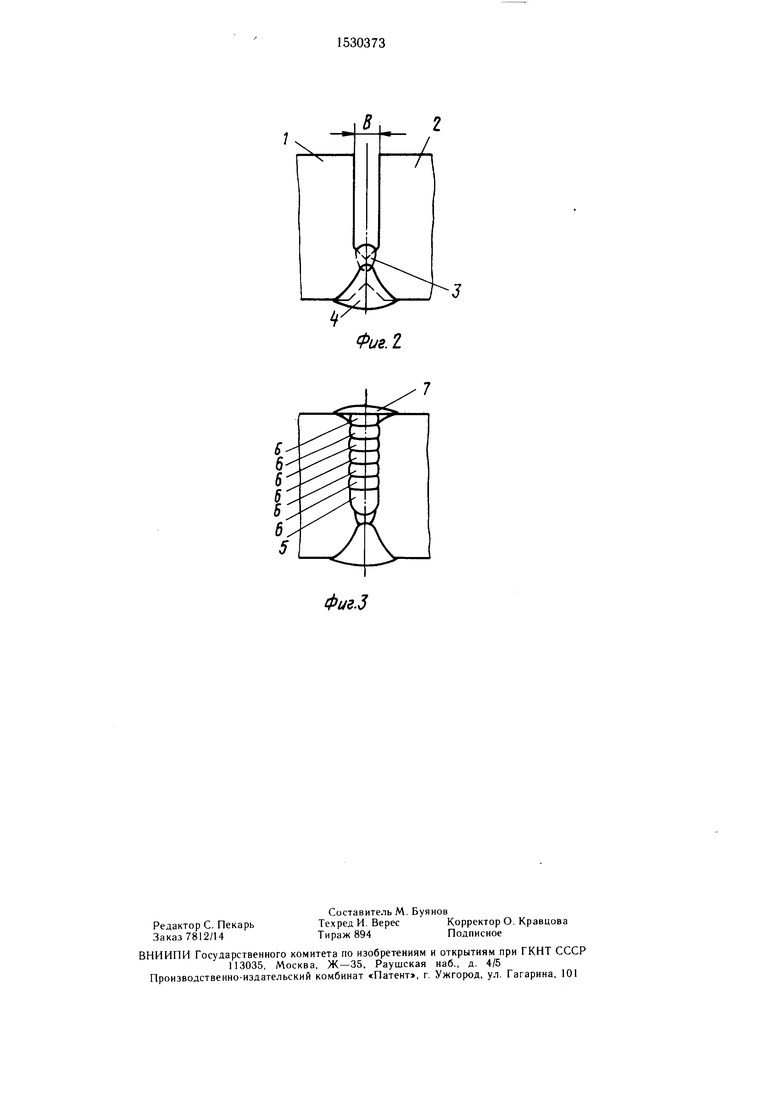
На фиг. 1 представлена схема реализации способа; на фиг. 2 - стык в начале заполнения разделки, поперечное сечение; на фиг. 3 - то же, после окончания.
Способ осуществляют следующим образом.
После сборки деталей 1 и 2 со щелевой разделкой выполняют сборочный шов 3 и рабочий щов 4 с противоположной стороны разделки, далее выполняют корневой 5, промежуточные 6 и облицовочный 7 щвы.
На фиг. 1 схематически показано продольное сечение соединения после сварки промежуточных щвов. причем швы 3-5 отдельно не выделены. Для боль-шей наглядности процесса выравнивания площадей сечений незаполненной части разделки на схеме представлен случай, когда щирина разделки постоянна, а колебания по площади незаполненной части разделки после выполнения швов 3 и 5 (с нерегулируемым сечением наплавки) определяются только колебаниями глубины разделки от дна 8 до поверхности 9 основного металла и пропорциональны ей.
Суть способа состоит в обеспечении ско- рейщего выравнивания площадей сечений незаполненной части разделки таким образом, что их максимальная разность (AfMaHi f«aKc-FMHH) за каждый проход уменьшается на величину (/ макс-/мин). Это позво:1яет равномерно распределить наплавляемый металл при сварке соединений даже с относительно малыми сечениями или с отног сительно большими колебаниями по площади сечения разделок Ломаке.
Пример 1. Кольцевое соединение многослойных обечаек со щелевой разделкой 11 мм собирают из деталей 1 и 2 и сваривают технологическим 3 и рабочим 4 швами (фиг. 2). Промежуточные швы 5 и 6 сваривают в СО электродной проволокой диаметром 4 мм без остановок (фиг. 3). Преврати- тельно определяют предельные режимы, исходя из условия сварки: 780 А, (Jg 33 В, м/ч. При этом максимальный и минимальный токи находят из условий предотвращения образования горячих трещин (коэффициент формы шва не менее 0,8) в первом случае и ограничения разбрызгивания металла шва - во втором. Эти режимы обеспечивают изменение подачи электродной проволоки от 80 до 135 м/ч, что
соответствует изменению площади поперечного сечения наплавки от 31 до 53 мм, определяемой по формуле
nd 4Ксв
мм
где/ -площадь сечения наплавки,
df-диаметр электрода, мм;
Кпэ- скорость подачи электродной проволоки, м/ч;
VCB- скорость сварки, м/ч.
В ходе выполнения корневого щва 5 на постоянном режиме, обеспечивающем заданное проплавление посредством датчика, уста новленного за дугой, определяют пределы изменения площади сечения разделки; мм, AfMaKc 80 мм
В момент начала сварки второго прохода включают систему измерения площади сечения разделки F в месте определения Af /- макс-F и регулирования сечения наплавки по уравнению
/ /„акс -Af.(1:
Одновременно продолжает работать система измерения площади разделки, установленная за дугой, подготавливая данные по и / «ин для выполнения третьего пр о- хода.
Площадь сечения наплавки / регулируется за счет изменения скорости подачи электродной проволоки.
Данные по изменению площади незаполненной части разделки и площади наплавки в трех сечениях подлине разделки, соответствующих максимальной, промежуточной и минимальной исходным площадям, приведены в таблице.
Количество проходов, обеспечивающих выравнивание площадей сечений разделки без учета корневого слоя, составляет
0
0
Afna
80
. 3,6«4.
/макс мнн 53-31
При ЭТОМ на первых трех проходах сечение наплавки регулируется по всему диапазону от 31 до 53 мм, на четвертом проходе, где Л/- макс 80-3X22 14 мм , регулирование ведется в диапазоне от 39 до 53 мм, а все последующие проходы (Af ) выполняются при / /мако 53 мм (фиг. 1, таблица)
Регулирование сечения наплавки можно выполнять также по уравнению
/ /MHH-fAf,
(2) где L F F-F««H.
Количество проходов, необходимое для выравнивания площадей сечений незаполненной части разделки при использовании уравнений (1) и (2), одинаково, поскольку при fMaKc- fMHw /MaKc-/мин регулировка сечения наплавки в обоих случаях осуществляется 5 по всему диапазону от /мин до /макс. Однако, когда после выполнения одного или нескольких проходов разность (/ макс-Г и«) становится меньще, чем (/«акс-/мин), регулирование по уравнению (1) позволяет использовать более производительные режимы и заполнить оставшуюся часть разделки при минимальном количестве проходов. Так, при Др 0 согласно уравнению (1) дальнейшая сварка выполняется при / /макс, в то время как при регулировании по уравнению (2) дальнейшая сварка выполняется при
г f мин.
Пример 2. То же, что и в примере 1, но регулирование выполняют по уравнению (2). В результате на четвертом проходе регулирование ведут в диапазоне от /мин до (/мин-(- + 14), т. е. от 31 до 45 мм а все последующие проходы () выполняют при
/ ММ.
Формула изобретения Способ дуговой многослойной сварки, преимущественно в щелевую разделку, при котором при выполнении каждого слоя с замеряют площадь разделки и в соответствии с этим регулируют сечение наплавки путем изменения режима сварки, отличающийся тем, что, с целью повыщения качества сварных соединений за счет равномерного заполнения разделки по ее длине, при выполнении каждого слоя, начиная с второго, датчиком, расположенным позади сварочной дуги, определяют максимальную площадь FnaKc еще незаполненной части разделки на всей ее длине, а при выполнении каждого последующего слоя датчиком, расположенным перед дугой, дополнительно измеряют площадь F сечения разделки в месте сварки, определяют разность Л/ /- макс-F, а регулирование сечения / наплавки в каждом слое производят по закону / /макс-Af, но не
Использование данного способа устраняет необходимость дополнительных подва- рок ослабленных мест щвов. В результате
этого повышается качество промежуточных 20 менее /мин, где /макс и /«кн максимально и ми- швов, а также благодаря более стабильномунимально допустимые сечения наплавки заполнению ими разделки и облицовочногов данном слое, определяемые условиями шва. сварки.
Формула изобретения Способ дуговой многослойной сварки, преимущественно в щелевую разделку, при котором при выполнении каждого слоя с замеряют площадь разделки и в соответствии с этим регулируют сечение наплавки путем изменения режима сварки, отличающийся тем, что, с целью повыщения качества сварных соединений за счет равномерного заполнения разделки по ее длине, при выполнении каждого слоя, начиная с второго, датчиком, расположенным позади сварочной дуги, определяют максимальную площадь FnaKc еще незаполненной части разделки на всей ее длине, а при выполнении каждого последующего слоя датчиком, расположенным перед дугой, дополнительно измеряют площадь F сечения разделки в месте сварки, определяют разность Л/ /- макс-F, а регулирование сечения / наплавки в каждом слое производят по закону / /макс-Af, но не
0
5
0 менее /мин, где /макс и /«кн максимально и ми- нимально допустимые сечения наплавки в данном слое, определяемые условиями сварки.
Фиг.5
Фиг. г
| Способ автоматической электродуговой сварки стыковых соединений | 1980 |
|
SU963757A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ автоматической дуговой сварки | 1980 |
|
SU941052A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
