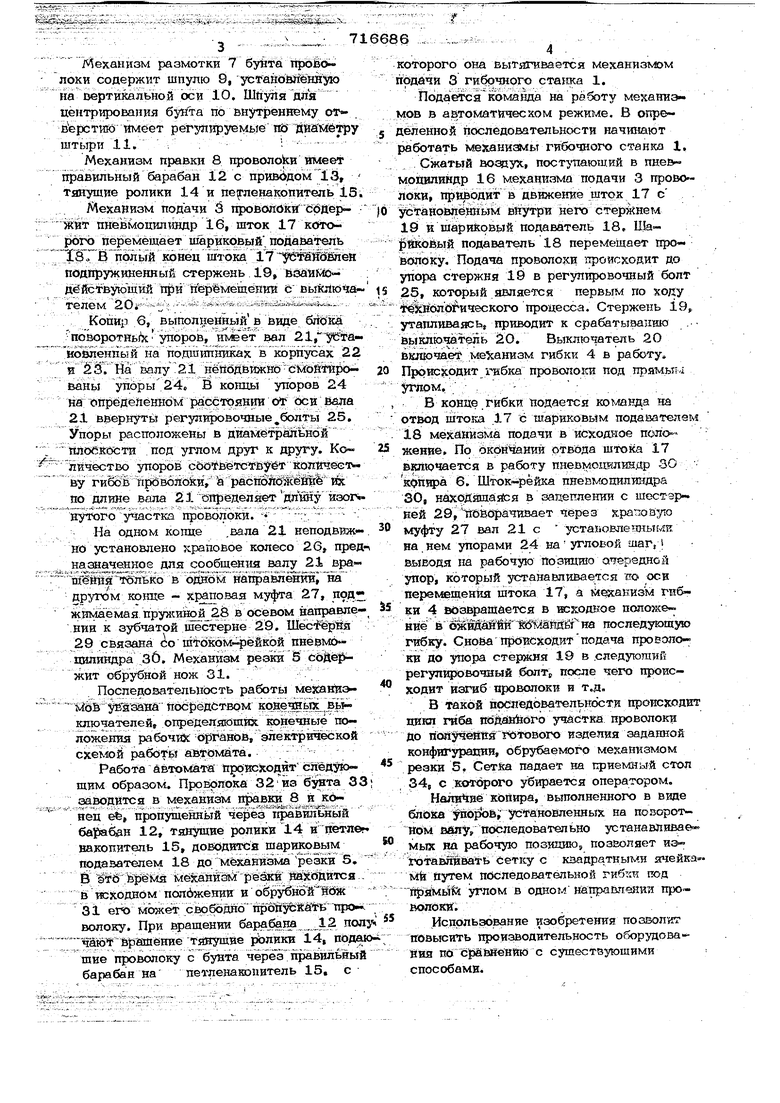
Изобретение относится к области tфoизводства сеток из проволоки, например, плоских сеток с квадратными ячейками для багажника детских колясок. Известен станок для изготовлений из проволоки изделий, содержащий механизм подачи проволоки, в;заимодействующий с копирным .барабаном, и механизм гибки проволоки в виде планшайбы с гибочными роликами, установленными соосно и снабженными обшим приводом, но для получения разных скоростей вращения связайных с ним посредством шестерен. За один оборот копирного барабана происходит подача проволоки на три участка с разной длиной гиба, гибка каждого участка под прямым углом и следующая за вторым гибом резка проволоки ll Недостатком этого станка является жесткая кинематическая связь механизмов подачи и гибки, что позволяет получать изделия только С - образной формы с нерегултфуемой длиной плеч. Для получения изделий замкнутой конфигурации необходима переналадка копирного барабана, С целью расширения технологических возможностей копир выполнен в виде блока упоров, установленных на валу под углом один к другому в количестве, равном числу г;ибов и на расстоянии, равном длине гиба. На фиг. 1 изображен общий вид описываемого автомата; на фиг. 2 - полученное на автомате изделие; на фиг. 3 вид А на фиг. 1 на фиг. 4 - разрез В-Б фиг. 3. Автомат состоит из гибочного станка 1, содержащего зстанов;1енные на станине 2 согласно выполняемым опо{)ациям механизмы подачи 3, гиэки 4, резки 5 проволоки и копир 6 и увязанные с работой гибочного станка механизмы размотки 7 и правки 8 проволоки, расположенные за станком и связанные с ним coocjro пропущенной через механизмы обрабатываемой проволокой.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления из проволоки изделий различной конфигурации | 1972 |
|
SU478659A1 |
| Автомат для изготовления гнутых изделий из проволоки | 1980 |
|
SU906637A1 |
| Автомат для гибки проволоки | 1989 |
|
SU1664444A1 |
| Автомат для сгибания фигурных изделий | 1981 |
|
SU963646A1 |
| ЛИНИЯ ДЛЯ ПРАВКИ СТЕРЖНЕЙ | 1994 |
|
RU2108883C1 |
| Станок для изготовления проволочных деталей | 1979 |
|
SU897333A1 |
| Устройство для гибки плоских монтажных петель | 1990 |
|
SU1791065A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ | 2008 |
|
RU2365457C1 |
| Автомат для гибки изделий типа шплинтов | 1972 |
|
SU447206A1 |
| ПОЛУАВТОМАТ ДЛЯ ГИБКИ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2429931C1 |

-jftSftSSSStSei-; Механизм размотки 7 бунта щюЁол ОКИ содержит шпулю 9, устайоШённ ую на иертйкальной х:п ДО. Шпупя для центрирования буНта по вн5тгреннему отвЪрстшс) тмеет регулируемые шйййГИёгфу штыри 11. .; ;.--...-,,. Механизм правки 8 проволочки имеет гфавильны и барабан 12 с приводом13, тянущие ролики 14 и пе ленакопитель 15. Механизм подачи 3 провопоктГ содер Ж1ат пнебмоцилйндр 16, шток 17 котоpord перемещает шариковый , подавател ь JB попьй конец штока подгфужиненный стержень 19 biSaiaifito- дё1йтв5трщйй прг Шр§меще|1ии е; вы1о1к)ча телем 20iКопир 6, выполденный в виде блока ,поЁОротнь6с упоров, 1пжёт вал 21,l Jaноблёнпый на подшипниках в корпусах 22 и 23. Ш ваны упоры 24 И концы упоров 24 Ш определённом расстрянте от оси вала 21 ввернуты регулировочные болть 25. Упоры расттопожены в диаметральной плоекбсти под углом друг к другу. Копичество упоров соответствует колтиест. ву гиёоЬ ripoBonokji, а располсУже йвё vsx. по длине Всола 21 определяетдлдау изог нугого участка проволоки. : На одном конце .вала 21 неподввжно установлено храповое колесо 26, пред нашачанное для сообщения валу 21 вра- ТдаШШ голЬКо В Ойноы йаправленип, на другом крнке - храповая муфта 27, поджимаемая пружиши 28 в осевом напрйвлении к зубчатой шестерне 29. Шёстёрйя 29 связана йо штоком-рёйкбй пнёвмЬцилиндра 36. Механизм резки iS сойё жит обрубной нож 31. Последовательность работы ме:еат1; йбВ йзавй посредством конеяяых ключателей, определяющих, конечные по.ложения рабочиЗс органов, электрической работы аьтомата. Работа автомата П 0оисходит следук шим образом. Проволока 32 на бунта 33 заводится в механизм правки 8 п ко„ , ........ .- -.,.ijr- . : ., ,- нец efe, пропущенной через правильный барабан 12, Тянущие: ролики 14: и iteTnef накопитель 15, доводитсй шариковьгм подавателем 18 до мёханИ1зма резки 5, & IW.fe|)eMa МёхаийШ резки нахотхйтся. в исходном полбжении и обруёнс й йож 31 его может сврб6Д1яо пропускать про волоку. При вращении барабана .2 пол ЩютйрашбНйе Тянущие рЬлики 14, пода шие проволоку с бунта правильный барабан на петпенакопитель 15. с оторого она вытягивается механизмом одачи 3 ги1 рчнрго стаяка 1. Подаётся команда на работу механизов в автоматйчесхом режиме. В опре- еленной последовательности начинают работать механиамы гибочного станка 1. Сжатый воск ух, пост5 паюш.ий в пне&модилиндр 16 механизма подачи 3 прово локи, приводит в движение шток 17 с установленным внутри него стерйнем 19 к шариковый подаватель 18, llfa рйковый подаватель 18 перемещает проеолоку. Подача проволоки происходит до упора стержня 19 в регулировочный болт 25, который .является первым по ходу 4хйбл 0 ического процесса. Стержень 19 утапливаясь приводит к срабатываншо . выключатель 20. Выключатель 20 включает механизм гибки 4 в работу Происходит гибка провологщ под прямыт ЗТпом. ; ; : - -:: В конце гибки ггодается ко ланда на отвод штока .17 с шариковым подавателем 18 механизма подачи в исходное поло женве. По 6кбН%нии отвода штока 17 включается в работу пневмоцилиндр 30 л копира 6. Шток-рейка пневмохшлтсадра 30, нахоДяшаяНсн в кадеплении с шестэр. ней 29, поворачивает через xpatioByio муфту 27 вал 21 с установленными на нем упорами 24 наугловой гдаг,} выводя на рабочую Поэшшо очередной упор, который устанавливается по оси перемещения штока 17, а медакизм гнбки 4 возвращается в исходное положе-. ниево;яШШййШШйййГна послед щую гтхбку. Сноба происходитподача проволоки до упора стермсня 19 в .следуюгаий регулировочный бопт после чего происходит изгиб проволоки и т.д. В такой прсиедовательксютй происходит цикл гиба пЬййайого участка проволоки До ricsifHeHttff гбтово1Ч изделия заданной конфигурации, обрубаемого механизмом резки 5. СетКа падает на приемный стол 34, с которого убирается оператором. кьпира, выполненного в виде бпЬка Уб ёно&гекяык на поворотном валу, последовательно устанавливаеммых на рабэчую поздаоков позйоляет изготавливать йетку с квадратными ячейками Путем последовательной гибтж под прМмьГЙ углом в одном направлении проволоки. Использование изобретения позволит повысить производительность оборудования пи срйййекйю с существующимиспособами. ормула изобретения Автомат для иаготовпения сеток из проволоки, содержащий смонтированные на станине механизм гюдачв. Гибки и резки проволоки а также коввр, укрепленной на валу отличающей с я тем, -что, с целью расширения техвологическшс возможностей/ копир 7 6 выполнен в виде блока упоров, устано1ЕУленных .на валу под углом один к дру тому в аэлиЧестве, равнок( числу гибов и на расстоянии равном длине гиба. Источники информации, принятые во шимание при экспертизе 1. Авторское свидетельство СССР № 210818 кл. В 21 F 45/00, 1966. .,.,;5 ; 5WV%f 5%
ФигЛ
