11:(()бретеиие относится к станкостроению I может быть исио.тьзовано в автомати- ич ких линиях дли обработки iiopiuiieH .иинателей внутреннего сгорания.
Целью и:«)бретения яв.мяется расширение I емю.ки ическнх ночможиостей станка пу- с()вмен1ения операций обработки деталей на сганке агрегатного тина, уиравляемом i. ис revioii 41IV.
ll;i (|)И1, 1 показана автоматическая линия, вид сверху; на ({IHI . 2 то же, вид ебоку; на ||)иг. .} то же, iioiMiienb установ.тен на I ранеиор I но-нрижим noil нгганге; на фиг. 4 - п) же, норшень зажа ко вран1ак)|цемся патроне, положение кпнна обработки наружных iioHepxHocTi ii; на (|)иг. 5 го же, поршень И1 но.. но.южение конца расточки огиерс1ия нод норпшевой пален.; на (|)1П. t)К) же. об)аботанный |1орн ень
oiiHMi H на н|И1емн1)е стройст И) обратным ходом расючиого ин1инде.1я, новый поршень vciaHOB.H H на i рансноргно-нрнжимиой Н1тан- I е в исходное но. южение.
Лвгомат ическаи .шния состоит из транспорта .1И11ИИ 1, гранснорга станка, состоя- ии го Hi нодводян1е1( 2 и отводян1ей 3 вет- ией. робок 4 и 1. танка 5. (/гасок 5 состоит из (i, на Koio|)oii установлен корпус 7 н|)н uia 1 имеско11 форм1)1. На передней вертикальной илоскости корнуса 7 смонтированы нн1инд1мьная ю.ювка 8 для копирной иГиочки 11ор1пня 9, на фланце которой за- кремл1М1 зажимной натрон 10, канавочный cvHHopi II н транснортно-прижимная штанга 12. 111иннде,1ьная оловка 8 снабжена гакже обг 1Чнь1М cyiuiojiTOM 13, расположенным на пара. rie.U)Hbix со Н1нинделем и копиром na.iax с возможностью нродольног(.) перемещеннн вдо.ть оси HOpiHHH 9 (привод 11еремеп1ення суп |орта 13 и илшндель с ко- шцюм не показаН1)1). На горизонтальной п.тос- Kociii к()|)нуса 7 смонгирован нривод 14 вра- 1П1 пня пм1нндельной головки 8.
11а гчмбе С) смонтнрован продольный ciD.i 1Г). несун1НЙ П1пиидельную головку 16 с pacHiMiioii борн1танг()й 17. В боковых стен- к;| 7 ньпю.шены окна 18, через ко- lopsii npniie.Lcna отвс)дяп1ая ветвь траненор- I ;i , 1 hi отводяпим ветвн 3 установ- и I II приемное ycTpoiicTBO, вьпю.шенное, n.inp 1мер в виде Г-образно1 С) сьемника, которое p.iciH). южено на расстоянии, промежу- гочном между конечными положениями рас1 ОЧПО| | |ППННДС,1ЬИ()11 I O. IOBKH 16.
Aiii(,iIичс1 кая .1ИНИЯ, яв.тяюнгаяся сое- inunoH п.I,-1,1(1 jiivroNia гнческой .чинни, работа- е I с И 1 и мни м образом.
I/r; i;i i:i |ыи;1емая деталь ноступает по I I :: ч i.op I .1ИППП I па нодводянгую ветвь 2 , (ipra станка, огкуда снимается носред- vMiK.-i noooia 4 и усганав. 1нвается на трап- Щ р по 11)ч1жнмн.ой niranre 12. Включается .и, гома I HnecKHii UHK.i станка 5.
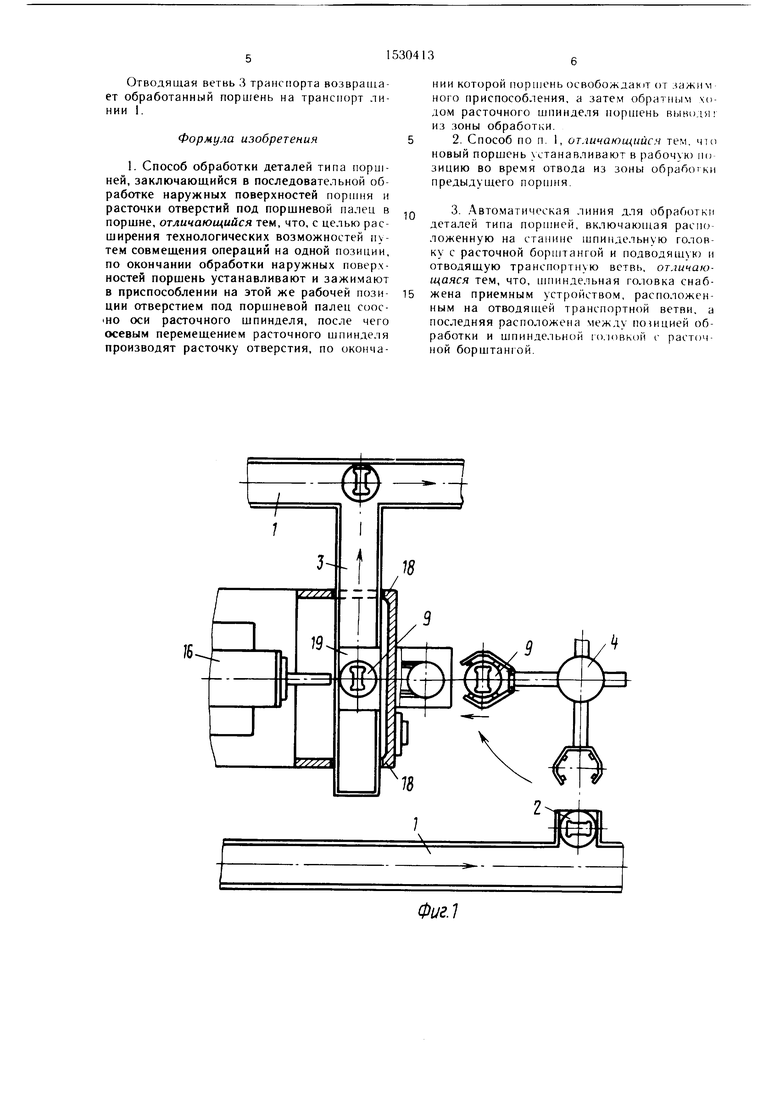
Тгап спортно-нрижпмная Н1таи1 а 12, нере- .lenuiMcb вие|)х. устанавливает обрабатываемый поршень 9 в зажимной патрон 10, осуществляя дальнейшим своим ходом зажим поршня.
В положении зажима детали транспорт- но-прижимная штанга 12 фиксируется клиновым механизмом (не показан). Посредством привода 14 включается вращение шпиндельной головки 8 с зажимным патроном 10 и транспортно-прижимной щтан0
ги 12. После этого продольным перемещением обточного суппорта 13 осуществляется обточка, а радиально-поступательным перемещением канавочного суппорта 11 - калибровка канавок поршня 9.
После окончания обработки наружных
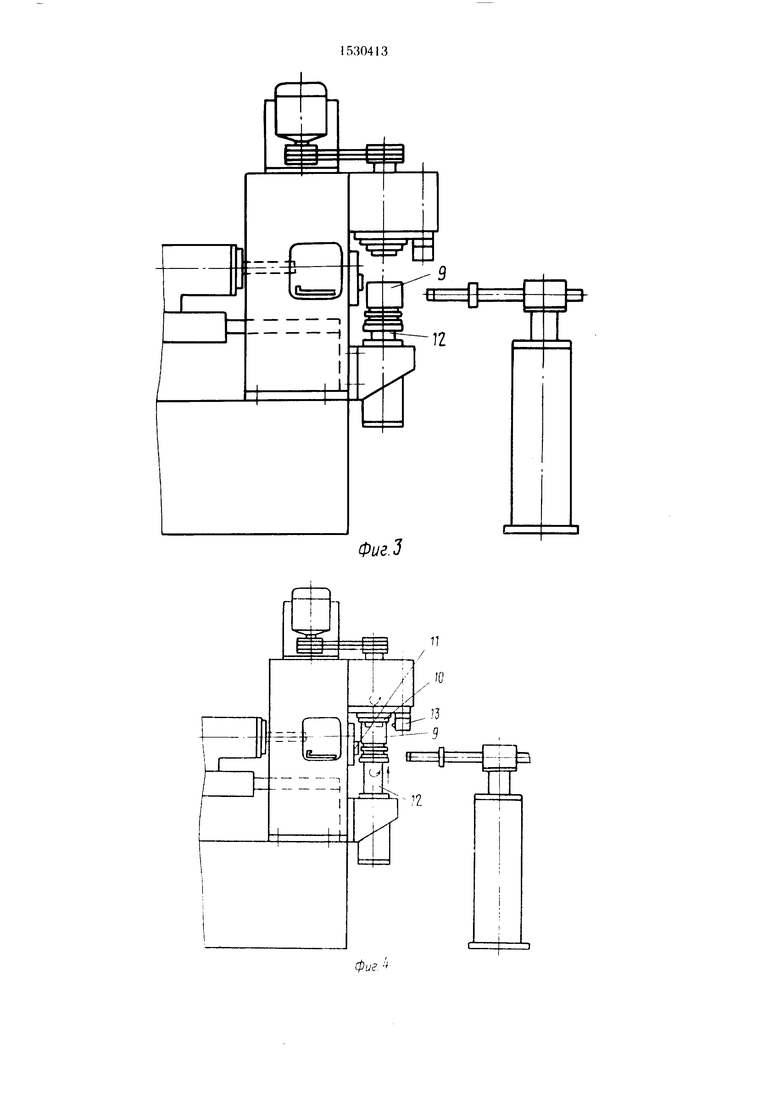
поверхностей канавочный суппорт 11 и об- точной суппорт 13 отводятся в исходное положение, выключается вращение шпиндельной головки 8 и носредством доворотчика (не показан) поршень 9 устанавливают на же рабочей позиции отверстием под нор1пневой палец соосно оси расточного пижнделя (фиг. 4).
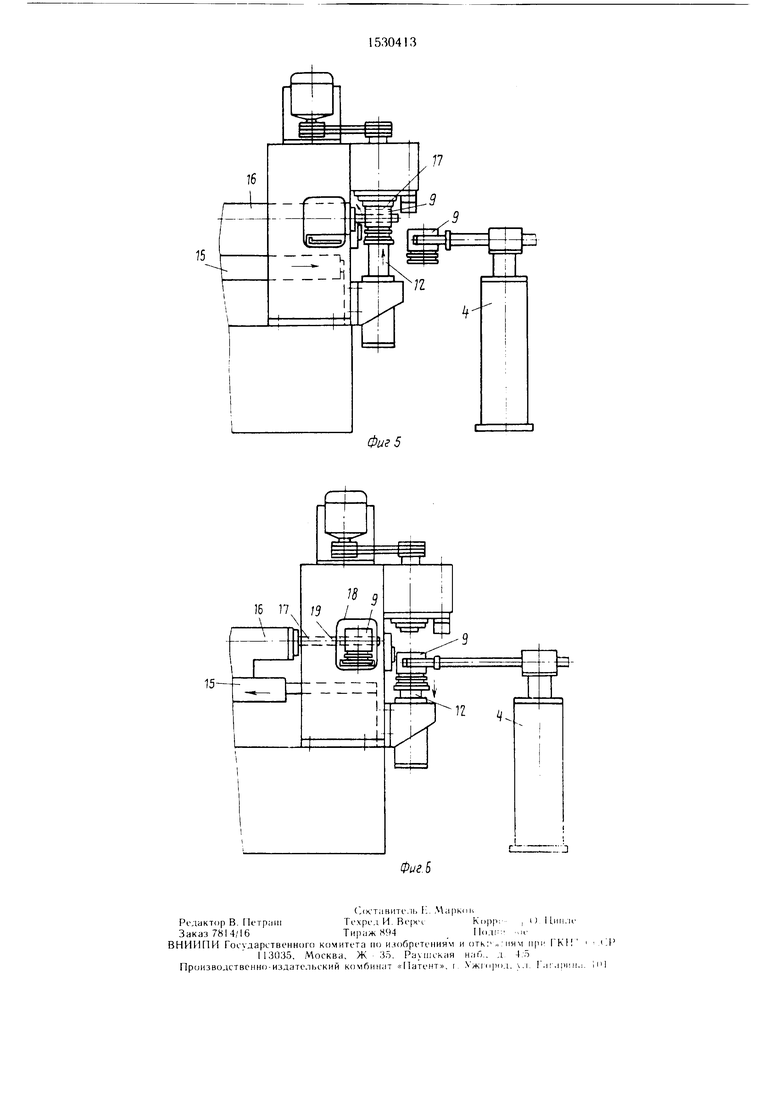
Затем включается продольное перемещение стола 15 и вращение расточной шпиндельной головки 16 с борштангой 17, осу5 нгествляющей на рабочей подаче расточку отверстия под порп1невой палец. Одновременно робот 4 снимает с подводящей ветви 2 транспортера новый (фиг. 5).
По окончании расточки отверстия выключается вран1ение П1пиндельной головки
0 16, механизм доворота (не показан) разворачивает борн1тангу 17 резцами вниз, тран- спортно-прижиммая lUTanra 12 расфиксиру- ется и перемещается вниз в исходное положение, разжимая зажимной патрон 10.
5При разжиме зажимного патрона 10
обработан11Ь1Й нор1нень 9 автоматически ус- тана1вливается на расточной борщтанге 17. Затем включается перемещение продольною стола 15 в исходное положение и
д борпгганга 17 транснортирует обработанный iiopnieHb из зоны обработки до приемного устройства 19, установ, 1енного на отводящей ветви 3 транспорта станка. Так как приемное устройство 19 расположено на расстоянии, промежуточном между конечнымн положе5 ниями расточной Н1пиндельной головки 16, то при дальнейшем ее перемещении н исходное ноложение борп танга 17 вьз1В()днтся из отверстия норпшя 9, который устанавливается на нриемном устройстве 19. Одновременно робот 4 устанавливает но0 libiii иорпкшь на транспо Л но-прижимную П1тан|у 12 (фиг. 6), которая, перемещаясь вверх, устанавливает новый поршень в патроне. Таким образом, во время рабочего цик- .ла нредыдункм о юршня новый поргиень ус- танав, 1ивается на рабочую позицию для нача.:1а нового цикла обработки, т. е. имеет место наложения цикло| |1амм обоих , что новьипает производите.тьность обработки.
Отводящая ветвь 3 транспорта возвращает обработанный поршень на транспорт линии 1.
Формула изобретения
1. Способ обработки деталей типа поршней, заключающийся в последовательной обработке наружных поверхностей поршня и расточки отверстий под поршневой палец в поршне, отличающийся тем, что, с целью расширения технологических возможностей путем совмешения операций на одной позиции, по окончании обработки наружных поверхностей поршень устанавливают и зажимают в приспособлении на этой же рабочей поз и ции отверстием под поршневой палец соос- iHO оси расточного шпинделя, после чего осевым перемещением расточного шпинделя производят расточку отверстия, по оконча
НИИ которой riopujeHb ocвoбoждaкJT от ного приспособления, а затем обратным ходом расточного шпинделя поршень выводя из зоны обработки.
2.Способ по п. 1, отличающийся тем. что новый поршень устанавливают в рабочую по зицию во время отвода из зоны обработки предыдущего .
3.Автоматическая линия для обработки деталей типа поршней, включающая paciuj- ложенную на станине шпиндельную головку с расточной борштангой и подводящую и отводящую транспортную ветвь, отличаю- тем, что, цп1индельная головка снабжена приемным устройством, расположенным на отводящей транспортной ветви, а последняя расположена между по ицией обработки и шпиндельной го.ювкой с расточной борштангой.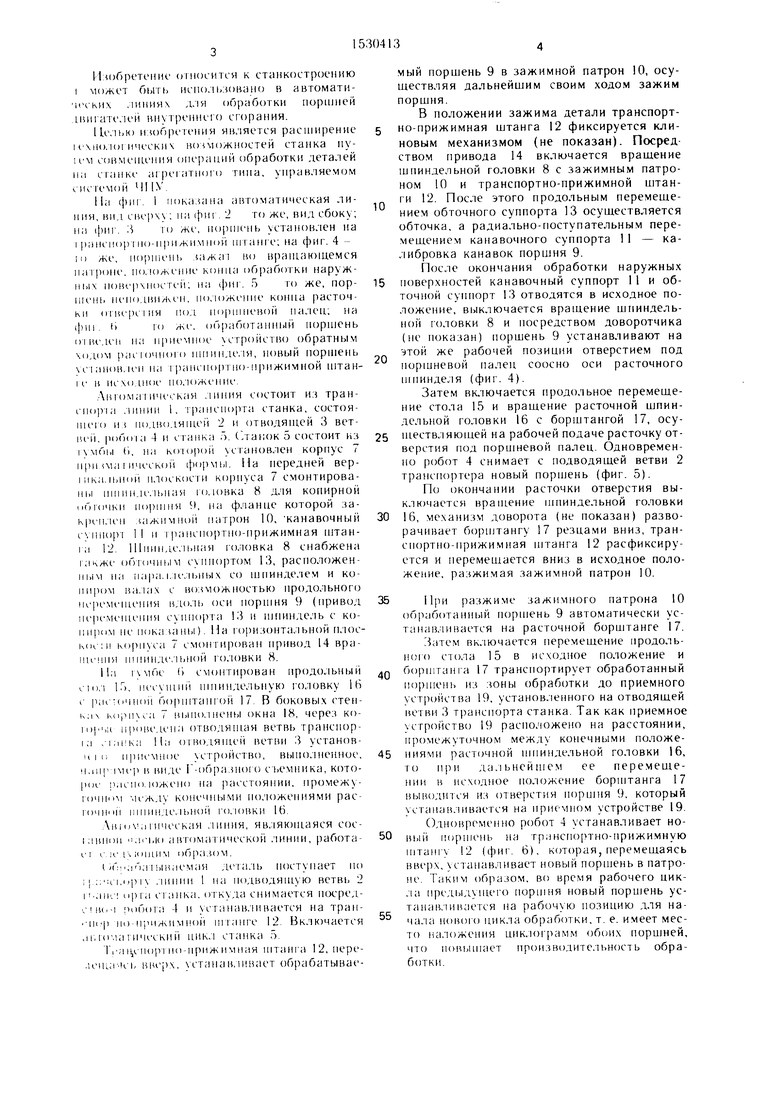
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСТОЧНОЙ СТАНОК | 1972 |
|
SU327970A1 |
| Станок для обработки деталей вращения | 1986 |
|
SU1404198A1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| Глубокорасточный станок | 1990 |
|
SU1745428A1 |
| Станок для обработки поршней | 1986 |
|
SU1315142A1 |
| Шпиндельная головка для копирной обработки деталей вращения | 1983 |
|
SU1155365A1 |
| Станок для расточки отверстия под палец в поршнях | 1973 |
|
SU452440A1 |
| Станок для расточки коренных подшипников и корпусных (базисных) деталей автомобилей и тракторов при ремонте | 1954 |
|
SU101079A1 |
| Шпиндельная головка алмазно-расточного станка | 1974 |
|
SU471955A2 |
| Устройство для доворота и фиксации борштанги горизонтально-расточного станка | 1980 |
|
SU984710A1 |
Изобретение относится к станкостроению и может быть использовано в станках для обработки деталей типа поршня. Целью изобретения является расширение технологических возможностей станка путем концентрации операций обработки. Деталь типа поршня (П) 9 устанавливают в зажимной патрон 10, включают вращение шпиндельной головки 8 и продольным перемещением обточного суппорта 13 осуществляют обточку, а радиально-поступательным перемещением канавочного суппорта 11 калибровку канавок. По окончании обработки наружных поверхностей канавочный суппорт 11 и обточной суппорт 13 отводят в исходное положение, выключают вращение шпиндельной головки 8 и посредством доворотчика П 9 устанавливают на этой же рабочей позиции отверстием под поршневой палец соосно с осью расточной шпиндельной головки 16. Включают продольное перемещение стола 15 и вращение расточной шпиндельной головки 16 с борштангой (Б) 17, осуществляющей на рабочей подаче расточку отверстия под поршневой палец. Одновременно робот 4 снимает с подводящей ветви транспортера новый (П) 9. По окончании расточки отверстия разжимается зажимной патрон 10 и обработанный П 9 устанавливают на Б 17, которая транспортирует П 9 из зоны обработки до приемного устройства 19. Б 17 выводится из отверстия П 9. Одновременно новый П 9 устанавливается в патроне. 2 с.п. и 1 з.п. ф-лы, 6 ил.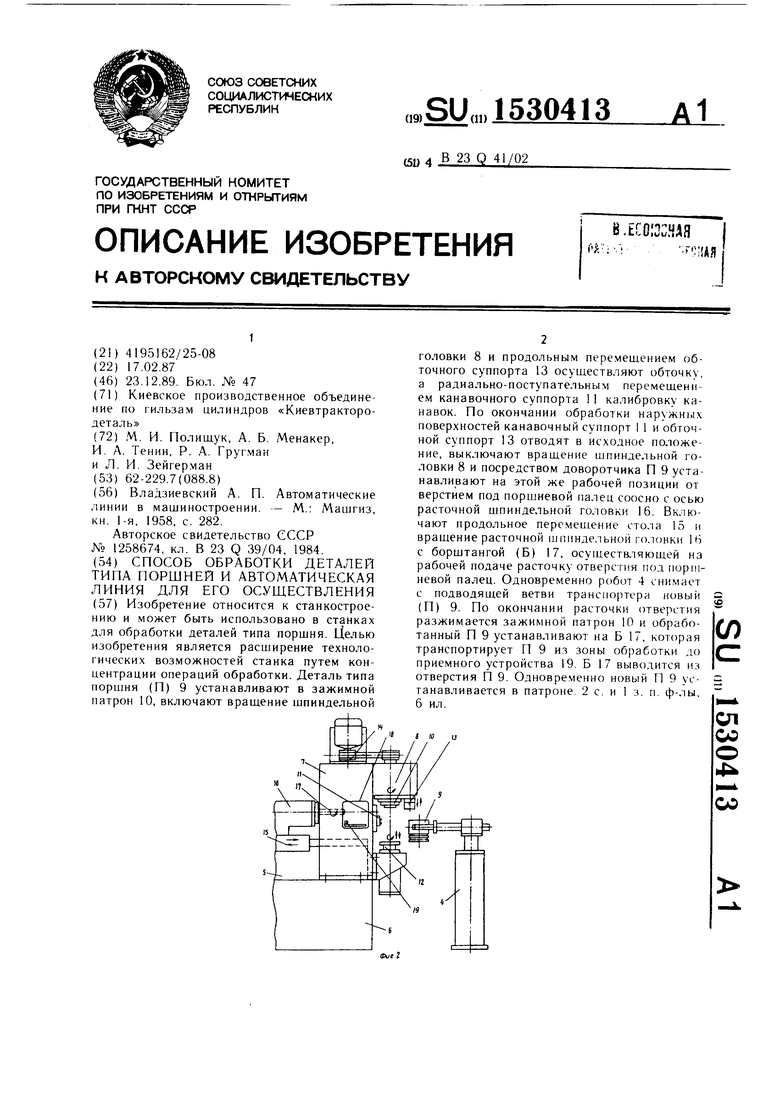
/бФиг.З
11
JO 13
-ч
L
N
- ic
15
| Владзиевский А | |||
| П | |||
| Автоматические линии в машиностроении | |||
| - М.: Машгиз, кн | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПОРШНЕВОЙ ДВИГАТЕЛЬ | 1916 |
|
SU282A1 |
| Многопозиционный станок | 1984 |
|
SU1258674A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
