1
(21)448J606/23-02
(22)J2.07.88
(46) 30.12.89. Бюл. № 48
(71)Киевский институт автоматики им. XXIV съезда КПСС
(72)А.И. Солдатенко
(53)621.771.1.04(088.8)
(56)Авторское свидетельство СССР № 770582, кл. В 21 В 27/02, 1978.
(54)СПОСОБ ВИБРАЦИОННОЙ ПРОКАТКИ
(57)Изобретение относится к обработке металлов давлением, а именно для прокатки в черновой группе клетей широкополосных станов горячей прокатки и обжимных станах. Цель изобретения - уменьшение энергозатрат при прокатке путем снижения усш1ия прокатки. Для этого вибрационную прокатку ведут в валках, имеющих опорные цилиндрические валки и многогранные рабочие валки с числом граней, определяемым по формуле. С помощью многогранных валков получают поперечные колебания этих валков на резонансной частоте клети. Скорость прокатки, частота и амплитуда поперечных колебаний рабочих валков клети связаны соотношением, обеспечивающим вибрационное взаимодействие рабочих валков с подкатом. Способ снижает энергозатраты при прокатке. 1 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ПОЛОС | 1992 |
|
RU2006299C1 |
| Прокатная клеть | 1986 |
|
SU1404127A1 |
| ПРОВОЛОЧНО-ПРОКАТНАЯ КЛЕТЬ С ИНДИВИДУАЛЬНЫМ ЭЛЕКТРОПРИВОДОМ | 2010 |
|
RU2528931C2 |
| Способ прокатки рельса (варианты) | 2021 |
|
RU2776314C1 |
| Способ задачи раската в калибр валков | 1985 |
|
SU1284634A1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2019 |
|
RU2710410C1 |
| Способ прокатки | 1988 |
|
SU1629117A1 |
| Стан для горячей прокатки полосыС ушиРЕНиЕМ | 1979 |
|
SU816585A1 |
| Способ автоматического регулирования ширины горячекатаных полос | 1990 |
|
SU1722636A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ БЕССЛИТКОВОЙ ПРОКАТКОЙ | 2011 |
|
RU2537629C2 |
Изобретение относится к обработке металлов давлением, а именно для прокатки в черновой группе клетей широкополосных станов горячей прокатки и обжимных станах. Цель изобретения - уменьшение энергозатрат при прокатке путем снижения усилия прокатки. Для этого вибрационную прокатку ведут в валках, имеющих опорные цилиндрические валки и многогранные рабочие валки с числом граней, определяемым по формуле. С помощью многогранных валков получают поперечные колебания этих валков на резонансной частоте клети. Скорость прокатки, частота и амплитуда поперечных колебаний рабочих валков клети связаны соотношением, обеспечивающим вибрационное взаимодействие рабочих валков с подкатом. Способ снижает энергозатраты при прокатке. 1 ил.
Изобретение относится к обработке металлов давлением, а именно для прокатки в черновой группе широкополосных станов горячей прокатки, в обжимных станах.
Цель изобретения - уменьшение энергозатрат при прокатке путем снижения усилия прокатки.
Способ состоит в том, что вибрационную прокатку ведут в .валках, имеющих цилиндрические опорньге валики и многогранные рабочие валки с числом граней рабочих валков, определяемым по формуле
К
Rf
30V
р«
(1)
р
где К
V
Р
R число граней валка, рабочая скорость прокатки, м/с;
радиус граненого валка клети. Mi
f - резонансная частота клети в вертикальном направлении, Гц.
Дпя выбора числа граней многогранного рабочего валка необходимо знать скорость, которая находится из формулы
27fa
(2)
где V - действительная скорость прокатки, м.с; f частота поперечных колебаний
рабочих валков, Гц; а - амплитуда пдперечных колебаний клети, м.
Сущность изобретения заключается в том, что за счет выбора нужного числа граней валков согласно приведенной зависимости (1) обеспечивается выполнение соотношения (2), при котором частота поперечных колебаний
рабочих валков находится вблизи резонансной частоты или равна ей. В этом случае происходит импульсное (ударное) взаимодействие рабочих валков с прокатываемой полосой.
При условии (2) усилие прокатки не остается постоянным, а имеет импульсный характер. Сопротивление деформации в этом случае резко снижа- ется, при этом уменьшается потребляемая мощность главного привода. Поскольку частота f Грех , то для поддержания поперечных колебаний требуются также малые усилия. При резо- нансе амплитуда колебаний наибольшая что позволяет при малой амплитуде вынужденных колебаний получить необходимую амплитуду для вьтолнения соотношения (2) .Регулировка этой ампли- туды возможна за счет изменения скорости прокатки V, приводящей к изменению частоты f, которая может принимать любые значения вблизи ре или равное реч-
Соотношение (1) получено следующим образом.
Рабочая линейная скорость валка Vp связана с числом оборотов валка в минуту (п) выражением
nR COR )
30
(3)
где Р - радиус валка;
W- угловая скорость валка, частота поперечных колебаний граненно-.
го валка
f равна
f пК ,
(4)
где К - число граней валка. Тогда из (З) и (4) имеем
f
30 УрК ТГ R
При резонансе f равна резонансной частоте клети в вертикальном направ- лении f DPV 1 т.е.
ЗОУрК
- ре
f f ре Из (6) имеем
|ГР
(6)
Pfpey
30 V
(7)
Р
Соотношение (), тождественное соотношению () , позволяет определить необходимое число граней для вибра- ционной прокатки .
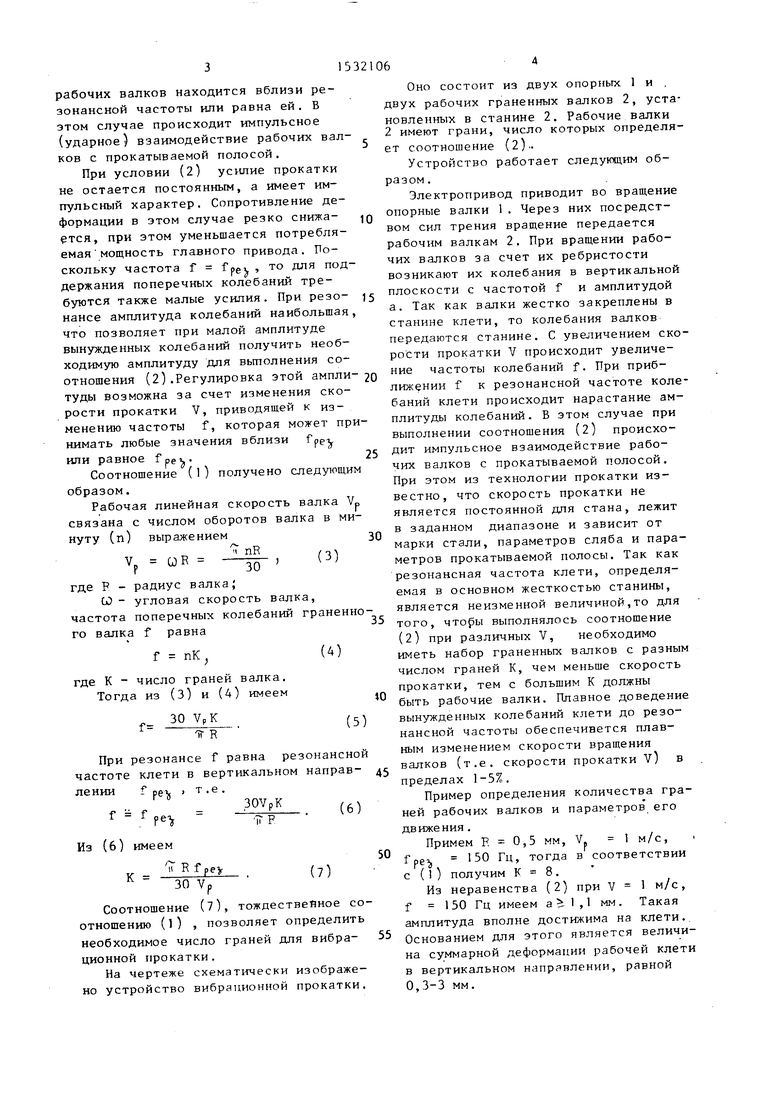
На чертеже схематически изображено устройство вибрационной прокатки.
ig15, 2025
20
-.
35
40
)
50
55
Оно состоит из двух опорных 1 и двух рабочих граненных валков 2, установленных в станине 2. Рабочие валки 2 имеют грани, число которых определяет соотношение (2)..
Устройство работает следуюш,им образом .
Электропривод приводит во вращение опорные валки 1. Через них посредством сил трения вращение передается рабочим валкам 2. При вращении рабочих валков за счет их ребристости возникают их колебания в вертикальной плоскости с частотой f и амплитудой а. Так как валки жестко закреплены в станине клети, то колебания валков передаются станине. С увеличением скорости прокатки V происходит увеличение частоты колебаний f. При приближении f к резонансной частоте колебаний клети происходит нарастание амплитуды колебаний. В этом случае при выполнении соотношения (2) происходит импульсное взаимодействие рабочих валков с прокатываемой полосой. При этом из технологии прокатки известно, что скорость прокатки не является постоянной для стана, лежит в заданном диапазоне и зависит от марки стали, параметров сляба и параметров прокатываемой полосы. Так как резонансная частота клети, определяемая в основном жесткостью станины, является неизменной величиной,то для того, чторы выполнялось соотношение (2) при различных V, необходимо иметь набор граненных валков с разным числом граней К, чем меньше скорость прокатки, тем с большим К должны быть рабочие валки. Плавное доведение вынужденных колебаний клети до резонансной частоты обеспечивется плавным изменением скорости вращения валков (т.е. скорости прокатки V) в пределах 1-5%.
Пример определения количества граней рабочих валков и параметров его движения.
Примем Р, 0,5 мм, V. 1 м/с, fpe 150 Гц, тогда в соответствии с (1) получим К 8.
Из неравенства (2) при V 1 м/с, f 150 Гд имеем ai 1 ,1 мм. Такая амплитуда вполне достижима на клети.. Основанием для этого является величина суммарной деформации рабочей клети в вертикальном направлении, равной 0,3-3 мм.
