(
Сл
СО
to
СЛ
ФигА
Изобретение относится к обработке материалов давлением, а именно к конструкциям вспомогательных механизмов отрезных и последовательных штампов.
Цель изобретения - повышение надежности и упрощение конструкции.
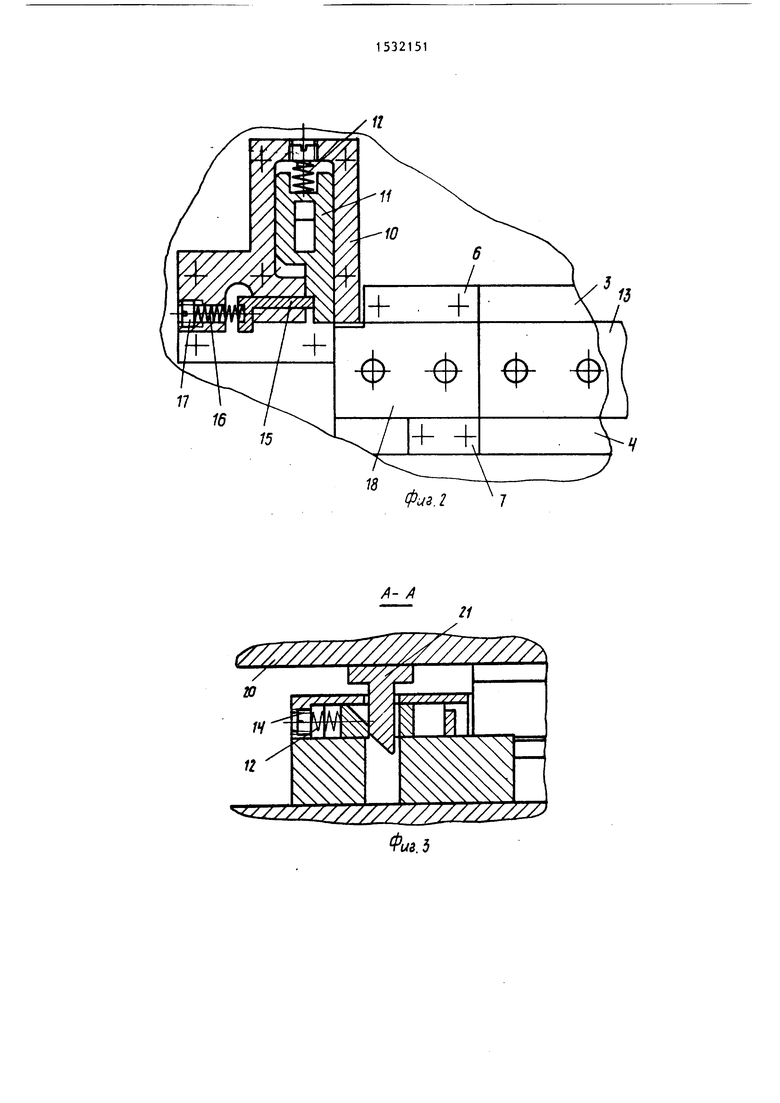
На фиг. 1 изображен штамп, общий вид, на фиг, 2 - план нижней части штампа в закрытом положении; на фиг. 3 - разрез А-А на фиг. 1; на фиг.А - план нижней части штампа в исходном положении. ,
Штамп содержит нижнюю плиту 1, на которой установлены матрицы 2 с нап- равляющими планками 3 и 4, выталкивающая плита 5 с планками 6 и 7 и буфером 8, плита 9 с закрепленным на ней корпусом 10. В корпусе 10 расположены сбрасыватель 11,выполняющий так же роль упора,подпружиненный пружиной 12 в направлении, перпендикулярном перемещению штампуемого материала 13, пробка 14, регулирующая усилие пружины 12, Г-образный фиксатор 15 с рабо- чим торцом и упорной головкой, подпружиненный пружиной 16, пробка 17, регулирующая усилие пружины 16. На боковой поверхности сбрасывателя 11 со стороны Г-образного фиксатора 15 вьтолнен уступ под рабочий торец фиксатора.
Упорная головка Г-образного фиксатора 15 находится на расстоянии L от упорной плоскости Б сбрасывателя 11, меньшем длины отрезаемой детали 18 для обеспечения сброса детали. На верхней плите штампа 19 закреплена , державка 20, на которой установлены клин 21, отрезной пуансон 22, пробив- ные пуансоны 23, планка 24 с буфером 25.
Штамп работает следующим образом.
Штампуемый материал 13 подается до упора плоскости Б сбрасывателя 11, выполняющего при этом роль упора, по направляющим планкам 3, 4, 6 и 7. При ходе пресса вниз штампуемый материал 13 сначала прижимается планкой 24, а затем отрезной пуансон 22 отре- зает деталь 18. Пробивные пуансоны 23 вырубают отверстия в материале 13, а клин 21 отводит сбрасьшатель 11. Сбрасыватель 11 фиксируется в отведенном состоянии рабочим торцом фиксатора 15 при помощи уступа, выполненного на б ковой поверхности сбрасьтателя для
Q
5 о 5 Q
..
5
обеспечения возможности дальнейшего перемещения отрезанной детали 18 до Г-образного фиксатора 15. При ходе пресса вверх отрезанная деталь 18 посредством буфера 8 перемещается вверх до совмещения ее с уровнем материала 13, который буфером 25 снимается с пуансона 23.
При подаче материала 13 отрезанная деталь 18 перемещается до упорной головки Г-образного фиксатора 15, сжимает пружину 16, освобождает сбрасыватель 11, который под действием пружины 12 сбрасывает отрезанную деталь 18, после.чего занимает положение упора, затем цикл повторяется.
Формула изобретения Штамп для разделительных операций преимущественно с отрезкой готовой детали от исходной заготовки после штамповки, содержащий смонтированные на нижней плите узел направления исходной заготовки с парой параллельных направляющих планок, нижний рабочий инструмент, верхний рабочий инструмент, узел сброса готовых деталей из штампа, включающий установленный с возможностью перемещения в направлении, перпендикулярном вертикальной оси штампа, подпружиненный сбрасыватель и подпруткиненный фиксатор сбрасывателя с рабочим торцом и упорной головкой, продольная ось которого перпендикулярна продольной оси сбрасьша- теля, отличающийся тем, что, с целью повьш1ения надежности и упрощения конструкции, продольные оси сбрасывателя и фиксатора расположены в одной горизонтальной плоскости, продольная ось сбрасывателя расположена перпендикулярно рабочим плоскостям направляющих планок, продольная ось фиксатора смещена относительно рабочей плоскости одной из направляющих планок в направлении от вертикальной оси штампа, на обращенной к рабочему торцу фиксатора боковой поверхности сбрасывателя выполнен уступ под упомянутый рабочий торец, при этом рабочая поверхность урорной головки фиксатора и торцовая плоскость сбрасывателя расположены со смещением относительно рабочей плоскости упомянутой направляющей планки, противоположным смещению продольной оси фиксатора.
17
16
15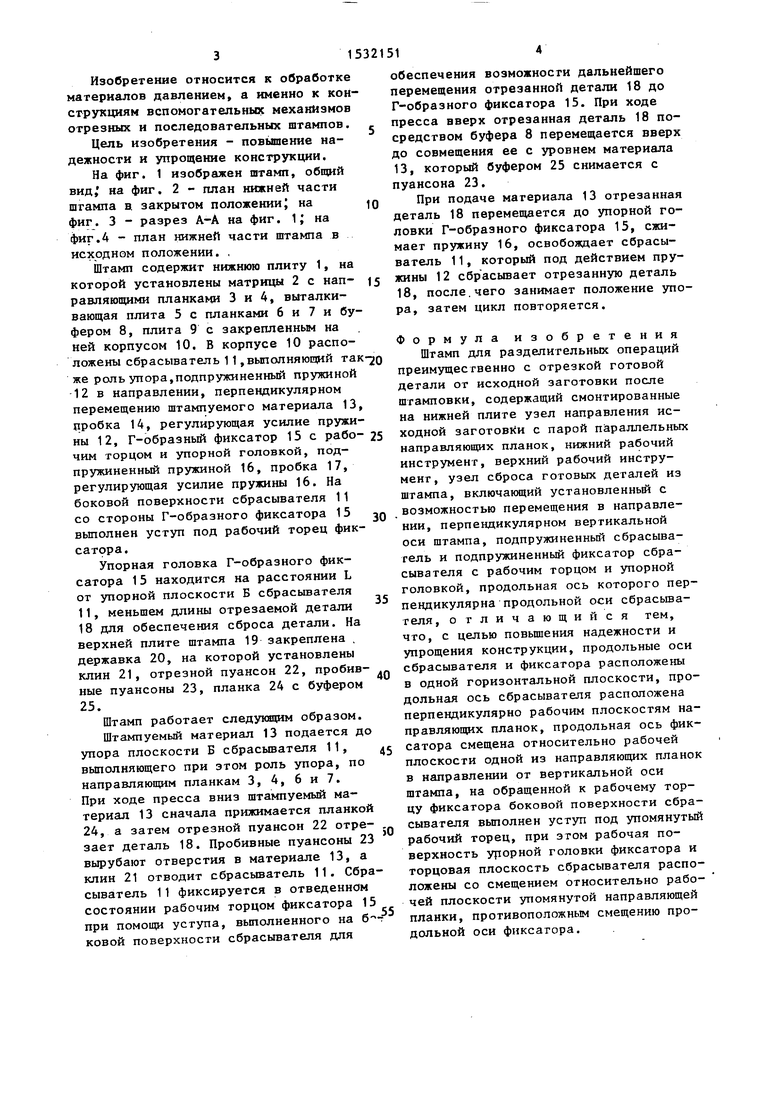
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп | 1985 |
|
SU1233999A1 |
| Штамп последовательного действия | 1980 |
|
SU995999A2 |
| Штамп для обработки полосового и ленточного материала | 1979 |
|
SU858985A1 |
| Штамп для отрезки и гибки | 1981 |
|
SU980898A1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СЕДЛОВИДНОЙ ШАЙБЫ И КОМБИНИРОВАННЫЙ ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119400C1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Совмещенный штамп для получения из ленты деталей с одним углом гиба | 1986 |
|
SU1349842A1 |
| Гибочный штамп | 1987 |
|
SU1530295A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
Изобретение относится к области обработки материалов давлением, а именно к конструкциям вспомогательных механизмов отрезных и последовательных штампов. Цель изобретения - повышение надежности и упрощение конструкции. Устройство содержит подпружиненный сбрасыватель 11, подпружиненный фиксатор 15, расположенные в горизонтальной плоскости. Фиксатор имеет Г-образную форму и установлен на расстоянии от упорной плоскости сбрасывателя 11 меньшем длины отрезаемой детали 18. Сбрасыватель выполняет роль упора. При подаче материала отрезанная деталь перемещается до упорной головки Г-образного фиксатора 15, сжимает пружину 16, освобождает сбрасыватель 11, который под действием пружины 12 сбрасывает отрезанную деталь 18, после чего занимает положение упора. 4 ил.
| Мещерин В.Т | |||
| Листовая штамповка, Атлас схем | |||
| Л.: Машиностроение, 1975, с | |||
| Гидравлическая или пневматическая передача | 0 |
|
SU208A1 |
| СПОСОБ ПОЛУЧЕНИЯ СУБСТАНТИВНЫХ ДЛЯ ХЛОПКА АЗОКРАСИТЕЛЕЙ | 1921 |
|
SU706A1 |
