{5).ШТАМП nOGflEjqOBATEflbHOrO ДЕЙСТВИЯ

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп последовательного действия | 1980 |
|
SU912347A1 |
| Штамп для отрезки и гибки | 1981 |
|
SU980898A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СЕДЛОВИДНОЙ ШАЙБЫ И КОМБИНИРОВАННЫЙ ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119400C1 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
| Штамп последовательного действия | 1984 |
|
SU1196083A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Устройство для листовой штамповки | 1990 |
|
SU1810181A1 |
| Последовательно совмещенный штамп | 1990 |
|
SU1808445A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1978 |
|
SU764790A1 |
| Штамп для вырубки-пробивки деталей эластичной средой | 1985 |
|
SU1278070A1 |



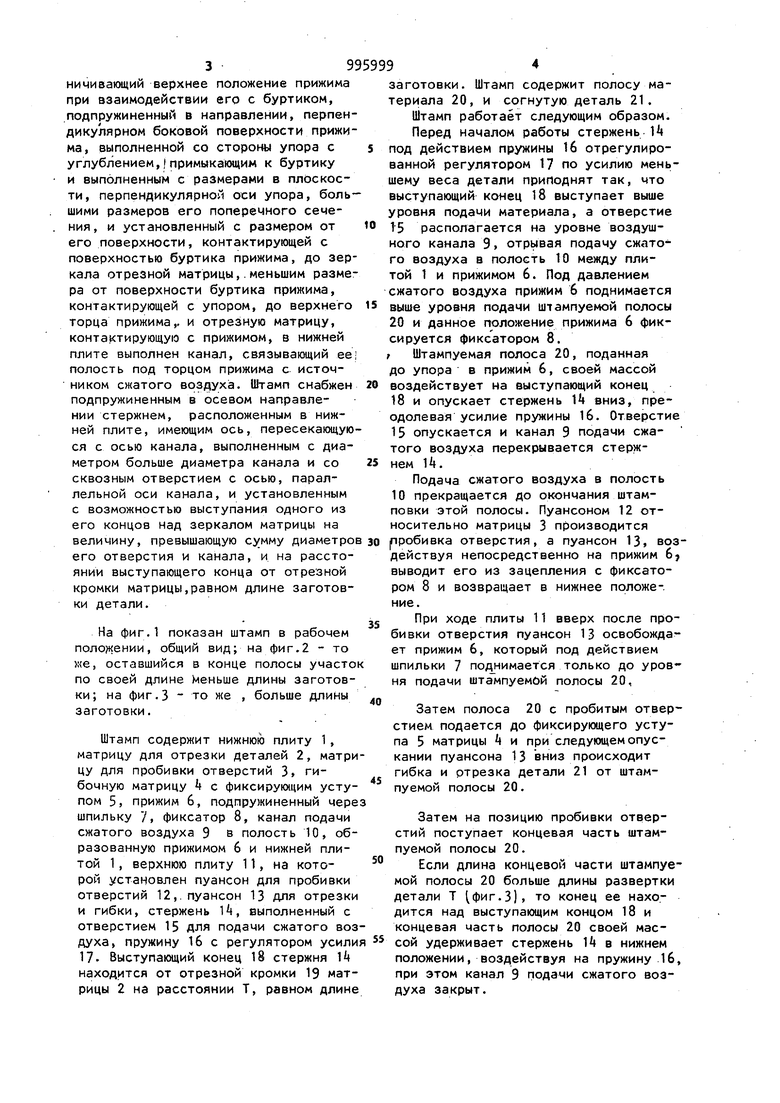
1-: .: ;. Изобретение относится к обработ металлов давлением, в частности в штампам для листовой штамповки. По основному авт.св. №9123 7 известен штамп последовательного действия для пробивки, от|эезки и гибки, включающий нижнюю плиту, в полости которой установлен без зазора по направляющим плоскостям подвижный прижим с буртиком сжатого воздуха, упор, ограничивающий верхнее положение прижима при взаимодействии его с буртиком, подпружи ненный в направлении, перпендикулярном боковой поверхности прижима выполненной со стороны упора с углу лением, примыкающим к буртику и выполненным с размерами в плоскости, перпендикулярной оси упора, больши ми размеров его поперечного сечения и установленный с размером от его поверхности, контактирующей с повер ностью буртика прижима, до зеркала отрезной матрицы, меньшим размена от поверхности буртика пр 1жима, контактирующей с упором, до верхнего торца прижима и отрезную матрицу, контактирующую с прижимом l. Недостатком данного штампа является необходимость перед началом штамповки каждой новой полосы включать подачу сжатого воздуха в полость под прижимом, что снижает производительность процесса изготовления детали.Цель изобретения - повышение производительности процесса изготовления детали.. Поставленная цель достигается тем, что в штампе последовательного действия для пробивки, отрезки и гибки, включающей нижнюю плиту, в полости которой установлен без зазора по направляющим плоскостям подвижный прижим с буртиком и полость которой под торцом прижима связана с источником сжатого воздуха, упор, ограничивающий верхнее положение прижима при взаимодействии его с буртиком, подпружиненный в направлении, перпендикулярном боковой поверхности прижима, выполненной со стороны упора с углублением,примыкающим к буртику и выполненным с размерами в плоскости, перпендикулярном оси упора, большими размеров его поперечного сечения, и установленный с размером от его поверхности, контактирующей с поверхностью буртика прижима, до зеркала отрезной матрицы,.меньшим размера от поверхности буртика прижима, контактирующей с упором, до верхнего торца прижима,, и отрезную матрицу, контактирующую с прижимом, в нижней плите выполнен канал, связывающий ee полость под торцом прижима с источником сжатого воздуха. Штамп снабжен подпружиненным в осевом направлении стержнем, расположенным в нижней плите, имеющим ось, пересекающую ся с осью канала, выполненным с диаметром больше диаметра канала и со сквозным отверстием с осью, параллельной оси канала, и установленным с возможностью выступания одного из его концов над зеркалом матрицы на величину, превышающую сумму диаметров его отверстия и канала, и на расстоянии выступающего конца от отрезной кромки матрицы,равном длине заготовки детали. На фиг.1 показан штамп в рабочем поло кении, общий вид; на фиг.2 - то «е, оставшийся в конце полосы участо по своей длине Меньше длины заготовки; на фиг.З - то же , больше длины заготовки. Штамп содержит нижнюю плиту 1, матрицу для отрезки деталей 2, матри цу для пробивки отверстий 3, гибочную матрицу k с фиксирующим уступом 5, прижим 6, подпружиненный чере шпильку 7, фиксатор 8, канал подачи сжатого воздуха 9 в полость 10, образованную прижимом 6 и нижней плитой 1, верхнюю плиту 11, на которой установлен пуансон для пробивки отверстий 12,. пуансон 13 для отрезки и гибки, стержень k , выполненный с отверстием 15 для подачи сжатого воз духа, пружину 16 с регулятором усили 17. Выступающий конец 18 стержня И находится от отрезной кромки 19 матрицы 2 на расстоянии Т, равном длине 9 94 заготовки. Штамп содержит полосу материала 20, и согнутую деталь 21. Штамп работает следующим образом. Перед началом работы стержень И под действием пружины 16 отрегулированной регулятором 17 по усилию меньшему веса детали приподнят так, что выступающий конец 18 выступает выше уровня подачи материала, а отверстие 15 располагается на уровне воздушного канала 9, отрывая подачу сжатого воздуха в полость 10 между плитой 1 и прижимом 6. Под давлением сжатого воздуха прижим 6 поднимается выше уровня подачи штампуемой полосы 20 и данное положение прижима 6 фиксируется фиксатором 8. t Штампуемая полоса 20, поданная до упора в прижим 6, своей массой воздействует на выступающий конец 18 и опускает стержень 1 вниз, преодолевая усилие пружины 1б. Отверстие 15 опускается и канал 9 подачи ежатого воздуха перекрывается стержнем 14. Подача сжатого воздуха в полость 10 прекращается до окончания штамповки этой полосы. Пуансоном 12 относительно матрицы 3 производится робивка отверстия, а пуансон 13, воздействуя непосредственно на прижим 6j выводит его из зацепления с фиксатором 8 и возвращает в нижнее положе-, ние. При ходе плиты 11 вверх после пробивки отверстия пуансон 13 освобождает прижим 6, который под действием шпильки 7 поднимается только до уровня подачи штампуемой полосы 20, Затем полоса 20 с пробитым отверстием подается до фиксирующего уступа 5 матрицы k и при следующем опускании пуансона 13 вниз происходит гибка и отрезка детали 21 от штам .. . пуемой полосы 20. Затем на позицию пробивки отверстий поступает концевая часть штампуемой полосы 20. Если длина концевой части штампуемой полосы 20 больше длины развертки детали Т фиг.З), то конец ее находится над выступающим концом 18 и концевая часть полосы 20 своей маесой удерживает стержень Т в нижнем положении, воздействуя на пружину 16, при этом канал 9 подачи сжатого воздуха закрыт. Происходит пробивка отверстия, за тем последняя заготовка штампуемой полосы 20 поступает на позицию гибки, . В случае, когда длина концевой части полосы 20 Т) меньше длины разверт ки детали (фиг.2), то конец заготовки проходит выступающий конец 18, освобождая .ее выход вверх под действием пружины 16. При этом отверсти 15, стержня It выходит на уровень канала 9 подачи воздуха. Сжатый воздух поступает в .полость 10 и при жим 6 под давлением сжатого воздуха поднимается вверх выше уровня подачи полосы 20 и данное положение фиксируется фиксатором 8. Прижим 6 преграждает продвижение бракованной заготовки на гибочную позицию. Брако ванная заготовка размером Т удаляатся. В штамп устанавливается новая полоса , которая воздействует на выступающий конец 18, опуская стержень 1 вниз,при этом перекрывается канал 9 подачи сжатого воздуха, но прижим 6 выполняет роль упора, находясь в зафиксированном верхнем положении. Цикл повторяется.
Предлагаемое изобретение обеспечи-30 детали.
вает автоматизацию, подъема прижима . Источники информации, при использовании его в качестве принятые во внимание при экспертизе упора, а такие автоматический конт- 1. Авторское свидетельство СССР роль за длиной развертки последней № , кл. В 21 D 37/00, 07.Q7.80 детали, все это дает возможность 35 (прототип). автоматизировать процесс работы штампа, -исключить брак по длине развертЮ1 и повышения производительности процесса изготовления детали. Формула . изобретения Штамп последовательного действия по авт.св. (Г , отличающ ИИ с я тем, что, с целью повышения производительности процесса изготовления детали,в нижней плите выполнен канал связывающий ее полость под торцом прижима с источником сжатого воздуха, штамп снабжен подпружиненным в осевом направлении стержнем, расположенным в нижней плите, имеющим ось, пересекающуюся с осью канала, выполненным с диаметром больше диаметра .канала и со сквозным отверстием с осью, параллельной оси канала, и установленным с возмо кностью выступания одного из его концов над зеркалом матрицы на величину, превышающую сумму диаметров его отверстия и канала, и на расстоянии выступающего конца от отрезной кром-ки матрицы, равном длине заготовки
«-ИЙа/
и tl ., Tt r
