(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления поковок | 1978 |
|
SU764815A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК БЕЗ ШТАМПОВОЧНЫХ УКЛОНОВ | 1998 |
|
RU2159690C2 |
| Способ изготовления кольцевых поковок | 1980 |
|
SU893370A1 |
| Кольцевая заготовка для объемной штамповки | 1988 |
|
SU1532171A1 |
| Комбинированный штамп | 1980 |
|
SU880601A1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| Способ изготовления кольцевых поковок | 1985 |
|
SU1274835A2 |
| Заготовка для изготовления штамповок с фланцем и ступицей | 1973 |
|
SU616019A1 |
| Способ изготовления кольцевых поковок | 1983 |
|
SU1139553A1 |
| ШТАМП ДЛЯ ЗАКРЫТОЙ ШТАМПОВКИ | 2005 |
|
RU2294812C1 |
I
Изобретение относится к обработке металлов давлением, а именно, к способам изготов. ления поковок без напусков на штамповочные уклоны.
Известен способ изготовления поковок без напусков на mTaN noBOHHbie уклоны штамповкой полой заготовки в форме усечённого конуса и проталкиванием ее через матрицу 1. . Недостаток известного способа заключается в низком качестве поковок вследствие изгиба торцовых частей заготовок.
Цель изобретения - повышение качества изделий.
Это достигается тем, что в предлагаемом способе перед проталкиванием заготовки через матрицу предварительно отгибают вовнутрь стенку заготовки у большего ее основания.
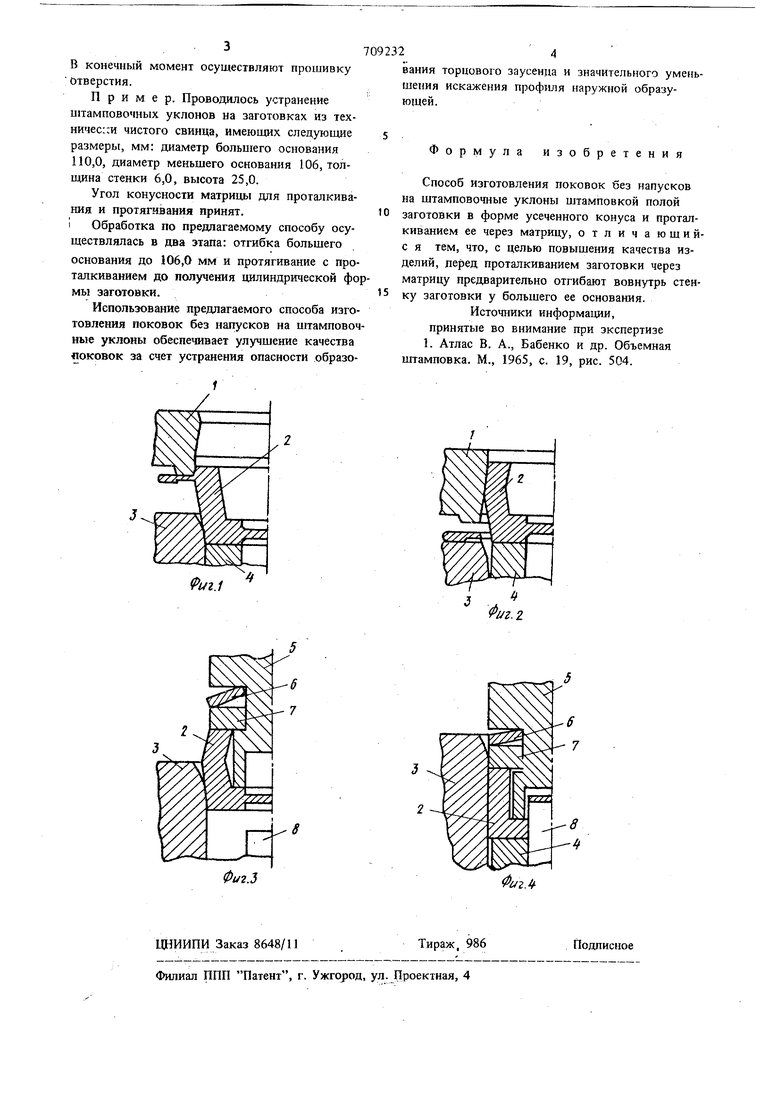
На фиг. I представлено положение заготовки и частей штампа в момент начала отгибки большего основания; на фиг. 2 - то же, в момент окончания отгибки; на фиг. 3 - в момент начала проталкивания заготовки на матрицу; на фиг. 4 - в момент окончания обработки заготовок. Способ осуществляется в
двухпозиционном штампе, содержащем матри цу I для обрезки заусенца и отгибки внутрь большого основания заготовки 2, матрицу 3 для протягивания, выталкиватель 4, пуансон 5 протягивания, упругий элемент 6, кольцо 7 и прошивник 8.
Способ осуществляется в следующей последовательности. Вначале обрезают заусенец. Затем отгибку большего основания внутрь з.а счет частичного проталкивания заготовки в матрицу большим основанием. Отгибку заканчивают в момент, когда наружный диаметр большего основания заготовки становится равным наружному диаметру меньшего основания или требуемому диаметру готовой поковки. После этого осуществляют протягивание заго товки за донкую часть или перемычку, воздействуя при этом на торец заготовки проталкивающим усилием. Проталкивающее усилие обеспечивают упругим элементом (буфером) или жестким уступом пуансона npoTflpHBafmH, расположенным на высоте, которую занимает торец заготовки после отгибки основания. 3 В конечный момент осуществляют прошивку отверстия. Пример. Проводилось устранение штамповочных уклонов на заготовках из техничес:;и чистого свинца, имеющих следующие размеры, мм: диаметр большего основания 110,0, диаметр меньшего основания 106, толщина стенки 6,0, высота 25,0. Угол конусности матрицы для проталкивания и протягивания принят. I Обработка по предлагаемому способу осуществлялась в два этапа: отгибка большего основания до 106,0 мм и протягивание с проталкиванием до получения цилиндрической фо мы заготовки. Использование предлагаемого способа изготовления поковок без напусков на штамповоч ные уклоны обеспечивает улучшение качества «оковок за счет устранения опасности образо f Ul.1
Фиг. Z вания торцового заусенца и значительного уменьшения искажения профиля наружной образующей. Формула изобретения Способ изготовления поковок без напусков на штамповочные уклоны штамповкой полой заготовки в форме усеченного конуса и проталкиванием ее через матрицу, отличаюшийс я тем, что, с целью повышения качества изделий, перед проталкиванием заготовки через матрицу предварительно отгибают вовнутрь стенку заготовки у большего ее основания. Источники информации, принятые во внимание при зкспертизе 1. Атлас В. А., Бабенко и др. Объемная штамповка. М., 1965, с. 19, рис. 504.
5
