1
(21)4307165/25-27
(22)21.09.87
(46) 30. 12.89. Бюл. № 48
(71)Головное специальное конструк- торско-технологическ(5е бюро крано- строення Произволственного объединения Автокран
(72)В.Г.Голованов и А.Л.Салтанов (53) 621.791.039 (088.8)
(56) Авторское свидетельство СССР V 1255349, кл. В 23 К 37/04, 1984.
(54) УСТРОЙСТВО ДЛЯ СВАРКИ В ЛОДОЧКУ КОЛЬЦЕВЫХ ШВОВ ИЗДЕЛИЙ ТИПА ФЛАНЦА С ВТУЛКОЙ
(57) Изобретение относится к сварке, а именно к конструкции устройства для сварки в лодочку кольцевых швов изделий типа фланца с втулкой. Цель изобретения - повышение производительности. Устройство для сварки содержит смонтированные на основании рабочие позиции 2, 3, 4 и 6 для сварки наружных и внутренних кольцевых

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки кольцевых швов цилиндрических изделий | 1985 |
|
SU1291347A1 |
| Автомат для изготовления пакетов магнитопроводов электрических машин | 1984 |
|
SU1334294A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОГО ТОНКОСТЕННОГО СВАРНОГО ИЗДЕЛИЯ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2019 |
|
RU2718507C1 |
| Автоматизированная линия штамповки деталей | 1986 |
|
SU1389914A1 |
| УСТАНОВКА ДЛЯ СВАРКИ СИЛЬФОНОВ | 2001 |
|
RU2196670C1 |
| Поточная линия для сборки и сварки изделий | 1980 |
|
SU925607A1 |
| Поточная линия для изготовления витых ленточных магнитопроводов | 1983 |
|
SU1140181A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU893488A1 |
| Агрегатный станок для изготовления стеклопластиковых труб | 1979 |
|
SU921870A1 |
| Автоматическая линия для изготовленияКОльцЕВыХ издЕлий из пРуТКА | 1979 |
|
SU804136A1 |
Изобретение относится к сварке, а именно к конструкции устройства для сварки в лодочку кольцевых швов изделий типа фланца с втулкой. Цель изобретения - повышение производительности. Устройство для сварки содержит смонтированные на основании рабочие позиции 2, 3, 4 и 6 для сварки наружных и внутренних кольцевых швов со сварочными горелками 5. На основании смонтирована каретка с возможностью продольного перемещения, на которой установлен с возможностью поперечного перемещения ползун 8. На последнем смонтирована подъемная плита 9. Перегружатель изделий 30 выполнен в виде трех клещевых захватов 10, 11, 12, смонтированных на плите 9. Один из захватов 11 установлен с возможностью поворота относительно своей оси на 180°. На рабочих позициях 3 и 4 установлены вращаемые от привода оправки 28 и 29. Клещевые захваты 10 - 12 захватывают изделия в позициях 2 - 4. Плита 9 с клещевыми захватами приподнимается. Захваты 10 - 12 снимают изделия с разжимных оправок 28 и 29. Затем ползун 8 отводится от рабочих позиций, а каретка с изделиями 30 перемещается вдоль рабочих позиций. Одновременно с перемещением каретки происходит поворот захвата 11 на 180° для кантовки изделий. Ползун 8 с изделиями подает их на позиции 3, 4 и 6. Плита 9 опускается, устанавливая изделия на оправки 28 и 29, после чего захваты отводятся, изделия зажимаются в оправках. Происходит вращение оправок и сварка изделий, что сокращает межоперационное время. Цикл повторяется. 2 ил.
25 2Б Bud/I
§ (Л
23
5 23
швов со сварочными горелками 5. На основании смонтирована каретка с возможностью продольного перемещения, на которой установлен с возможностью поперечного перемещения ползун 8. На последнем смонтирована подъемная плита 9. Перегружатель изделий 30 выполнен в виде трех клещевых захватов 10, 11, 12, смонтированных на плите. Один из захватов 11 установлен с возможностью поворота относительно своей оси на 180. На рабочих позициях 3 и 4 установлены вращаемые от привода оправки 28 и 29. Клещевые захваты 10 - 12 захватывают изделия в позициях 2 - А. Плита 9 с клещевыми захватами приИзобретение относится к сварке, а именно к конструкции устройства для сварки в лодочку кольцевых швов изделий типа фланца с втулкой.
Пелью изобретения является повышение производительности путем сокращения межоперационного времени.
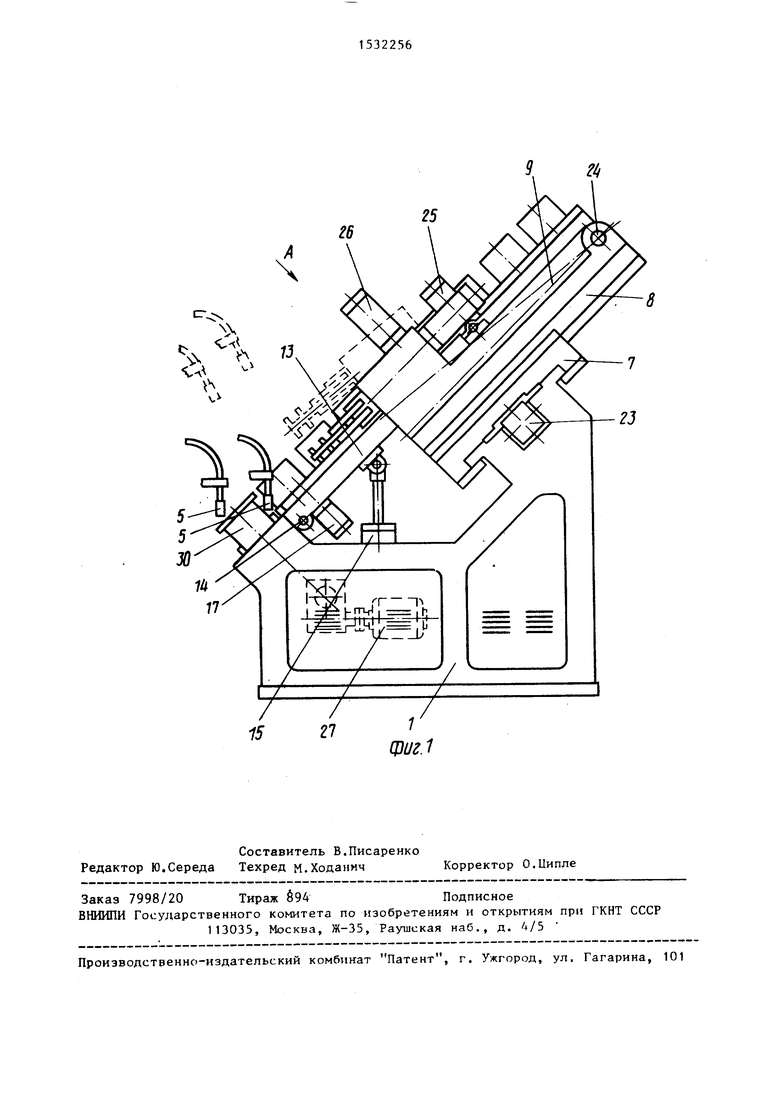
На фиг.1 схематично представлено устройство для сварки в лодочку кольцевых швов изделий, вид сбоку; на фиг.2 - вид А на фиг.1.
Устройство содержит смонтированные на основании 1 подготовительную позицию 2, рабочую позицию 3 для сварки наружных швов, рабочую позицию 4 для сварки внутренних швов со сварочными горелками 5 и заключительную позицию 6 для передачи с нее сваренного изделия на механическую обработку. Устройство содержит смонтированную на основании 1 с возможностью продольного перемещения каретку 7, на которой с возможностью поперечного перемещения установлен ползун 8. На ползуне В смонтирована подъемная плита 9. Перегружатель заготовок выполнен в виде трех клещевых захватов 10 - 12, смонтированных на ползуне. Один из клещевых захватов 11 установлен с возможностью поворота относительно своей оси на 180 для обеспечения кантовки изделия.
Устройство содержит также накопитель 13 заготовок, установленный на основании 1 на оси 14 с возможностью поворота от пневмоцилиндра 15.
поднимается. Захваты 10 12 снимают изделия с разжимных оправок 28 и 29. Затем ползун 8 отводится от рабочих позиций, а каретка с изделиями 30 перемещается вдоль рабочих позиций. Одновременно с перемещением каретки происходит поворот захвата 11 на 180° для кантовки изделий. Ползун 8 с изделиями подает их на позиции 3, 4, и 6. Плита 9 опускается, устанавливая изделия 30 на оправки 28 и 29, после чего захваты отводятся, изделия зажимаются в оправках. Происходит вращение оправок и сварка изделий, что сокращает меж- операционное время. Пикл повторяется. 2 ил.
5
0
5
0
5
0
5
Накопитель имеет отсекатель 16 заготовок, приводимый в движение пнев- моцилиндром 17, толкатель 18 заготовок с пневмоцилиндром 19. Клещевые захваты 10 - 12 оснащены пальцами 20 и пневмоцилиндрами 21 для сведения клещевых захватов. Для перемещения ползуна 8 в поперечном направлении предусмотрен пневмоцилиндр 22, а для перемещения каретки 7 в продольном направлении предусмотрен пневмоцилиндр 23. Плита 9 установлена на оси 24 с возможностью подъема, осуществляемого посредством пневмоцилиндра 25. На ползуне 8 смонтирован пневмоцилиндр 26, соединенный посредством передачи шестерня-рейка (не показано) с захватами 11 для поворота его вокруг его оси на 180°. На рабочих позициях 3 и 4 установлены вращаемые от привода 27 разжимные самоцентрирующиеся оправки 28 и 29. В основании 1 также размещен элемент управления сварного источника, обеспечивающий прерывистый шов. Свариваемые изделия обозначены позицией 30.
Устройство работает следующим образом.
Собранные под сварку изделия 30 укладываются в накопитель 13. Для удобства укладки изделий 30 накопитель 13 поворачивается на оси 14 в горизонтальное положение с помощью пневмоцилиндра 15. Изделие 30 подается на подготовительную позицию 2 толкателем 1В от пневмоцилиндра 19,
в это время следующее за ним изделие 30 фиксируется на выходе из накопителя 13 отсекателем 16 от пневмоци- линдра 17. При возвращении толкателя 18 в исходное положение отсекатель 16 отходит и очередное изделие 30 под собственным весом передвигается на шаг, а изделие 30, следующее за ним, фиксируется отсекателем 16. Затем ползун 8 с клещевыми захватами 10 - 12с помощью пневмоцилиндра 22 перемещается в требуемое положение. После этого клещевые захваты 10 - 12, управляемые пневмоцилиндрами 21, за:(сватывают изделия 30 в позициях 2-4. Фиксация положения фланца изделия 30 в клещевых захватах осуществляется пальцами 20. После захвата изделий 30 включается пневмоцилиндр 25 и плита 9 с клещевыми захватами 10 - 12 приподнимается в вертикальной плоскости вокруг оси 24, при этомзахватм 10 - 12 снимают изделия 30 с разжимных оправок 28 и 29. Включается пневмоцилинд)з 22 и ползун 8 с захватами 10 - 12 и изделиями 30 отводится в исходное положение, а каретка 7, приводимая в движение пнев- моцилиндром 23, перемещает их в продольном направлении в сторону позиций 3, 4 и 6. Одновременно с перемещением каретки 7 происходит поворот захвата 11 с изделием 30 на 180 через передачу шестерня-рейка отпневмоцилиндра 26. Затем ползун с клещевыми захватами 10 - 12 и изделиями 30 перемещается на позиции 3, 4 и 6. Плита 9, несущая ползун 8 с захватами 10, 11 и 12,опускается, устанавливая изделия 30 на разжимные оправки 28 и 29 в позициях 3 и 4, после чего захваты 10 - 12 разжимаются, а ползун 8 с захватами 10 - 12 и каретка 7 возвращаются в исходное положение. Во время отвода ползу- в исходное положение захват 11 поворачивается в обратную сторону
0
5
на 180°, после чего подводятся сварочные горелки 5 к изделиям 30.
Сварка начинается одновременно с вращением оправок 8 и 29 с закрепленными на них изделиями 30. Во время сварки толкатель 18, посредством пневмоцилиндра 19 подает очередное изделие 30 на подготовительную позицию 2.
Затем цикл работы устройства для сварки в лодочку кольцевых швов изделий типа фланца с втулкой повторяется.
Таким образом, предлагаемое устройство позволяет автоматизировать подачу изделия к месту сварки, зажим, переустановку и снятие его после сварки, производить сварку 0 сразу двух швов, причем швы могут быть как сплошные, так и прерывистые, повысить производительность в 2 раза.
Формула изобретения
Устройство для сварки в лодочку кольцевых щвов изделий типа фланца с втулкой, содержащее смонтированные на основании рабочие позиции для сварки наружных и внутренних швов со сварочными горелками, накопитель, транспортер и перегружатель заготовок из накопителя на рабочие позиции, отличающееся тем, что, с целью повьщ1ения производительности путем сокращения межоперационного времени, на основании установлен с возможностью поперечного перемещения ползун, на котором с возможностью продольного перемещения смонтирована каретка с подъемной плитой, перегружатель заготовок выполнен в виде трех клещевых захватов, смонтрированных на ползуне, при этом один из захватов установлен с возможностью поворота относительно своей оси на 180°.
5
0
5
0
5
гб
г
15
