Изобретение относится к прокатному производству и может быть использовано на непрерывных листовых и полосовых станах.
Цель изобретения - повышение стойкости валков и точности прокатки передних участков полосы путем снижения ударных нагрузок и колебательных процессов.
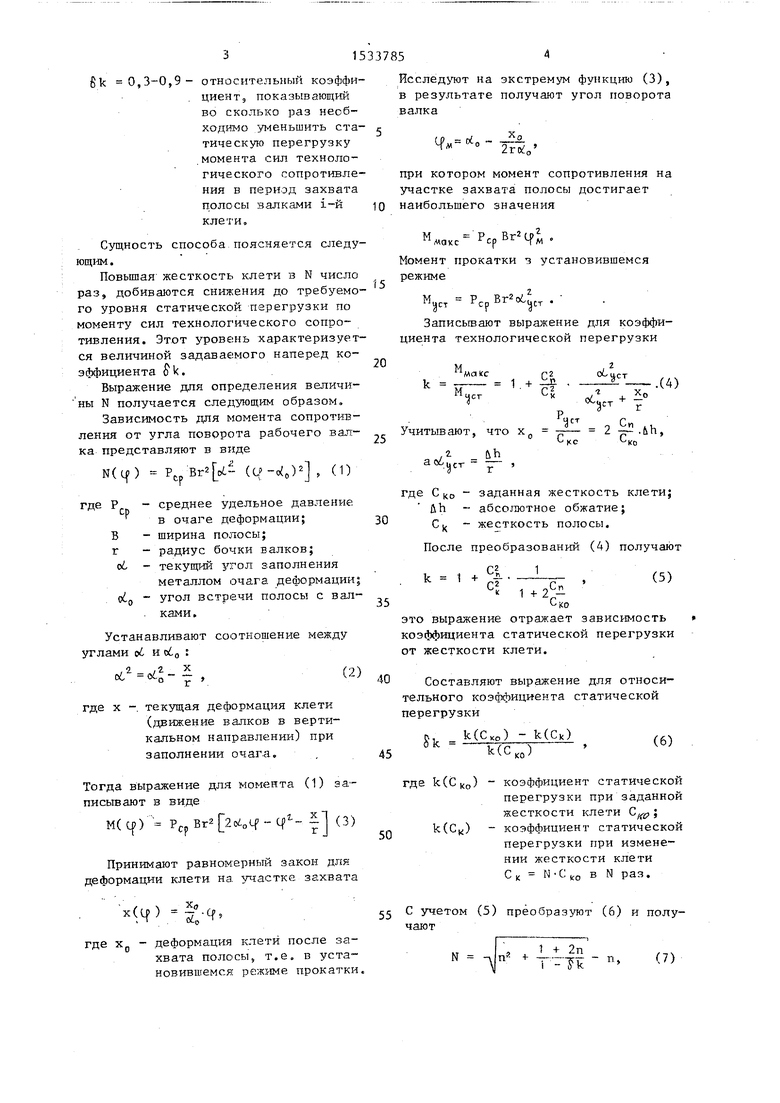
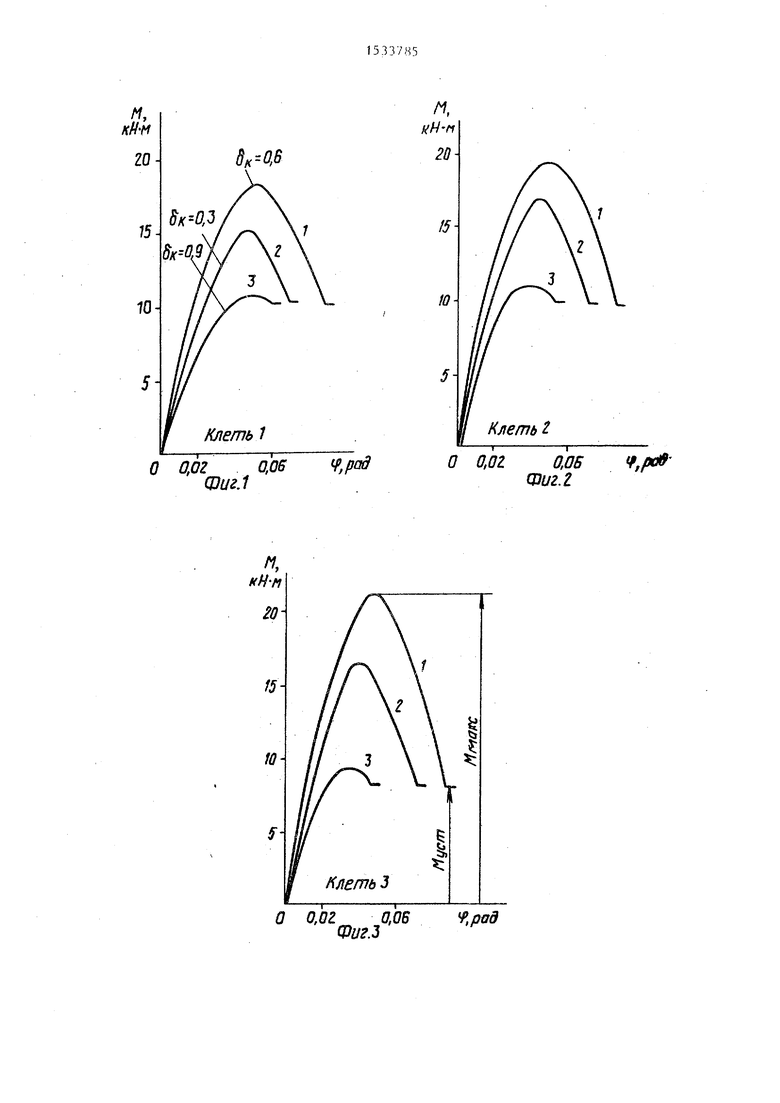
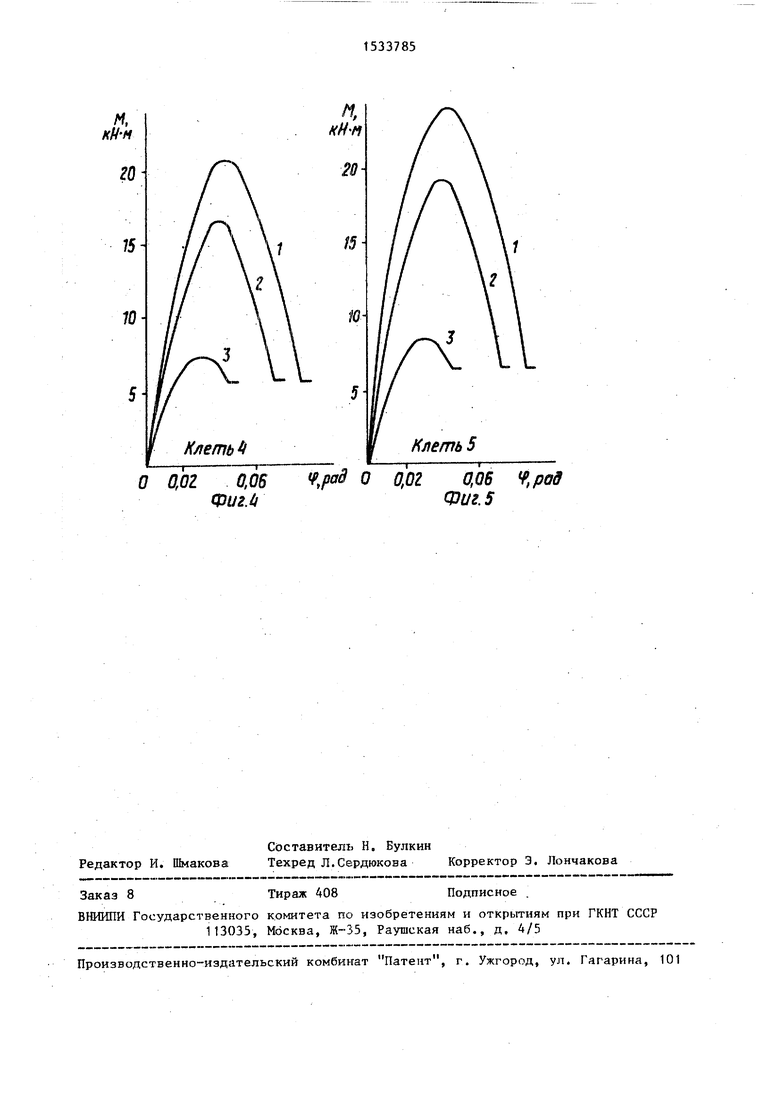
На фиг. 1-5 приведены графики изменения статического момента при увеличении жесткости клетей соответственно для пяти клетей.
Способ включает установку в клетях с заданной жесткостью требуемого
межвалкового зазора, задание заправочной скорости каждой клети и задачу полосы последовательно в каждую клеть.
На период захвата полосы валками i-й клети ее жесткость повышают в N число раз по сравнению с заданной, при этом величину N определяют из сот- ношения
СЛ
:о &о 1 эо in
N
1 + 2п
1 - Sk где п СП/СКО отношение жесткости
полосы Сп в очаге деформации к заданной жесткости С„„ 1-й
клети;
ко
fik 0,3-0,9- относительный коэффициент, показывающий во сколько раз необходимо уменьшить статическую перегрузку момента сил технологического гопротивле- ния в период захвата полосы валками 1-й клети.
Сущность способа поясняется следующим.
Повышая жесткость клети в N число раз, добиваются снижения до требуемого уровня статической перегрузки по моменту сил технологического сопротивления. Этот уровень характеризуется величиной задаваемого наперед коэффициента Јk.
Выражение для определения величины N получается следующим образом.
Зависимость для момента сопротивления от угла поворота рабочего валка представляют в виде
N(if) Р ( , (D
Исследуют на экстремум функцию (3), в результате получают угол поворота валка
..
при котором момент сопротивления на участке захвата полосы достигает наибольшего значения
М Р Вг2(вг
1 МОКС ГСР ПЕ Ч М
Момент прокатки т установившемся режиме
М,
ас
РсрВг о ст
Записывают выражение для коэффициента технологической перегрузки
0
5
М
k
макс
1
С1
oL
ст
.(4)
Учитывают, что х
Ч
Р.
У it r т
ст
bh г
ot + Ј«
Гт г
2 Ј.bh, ко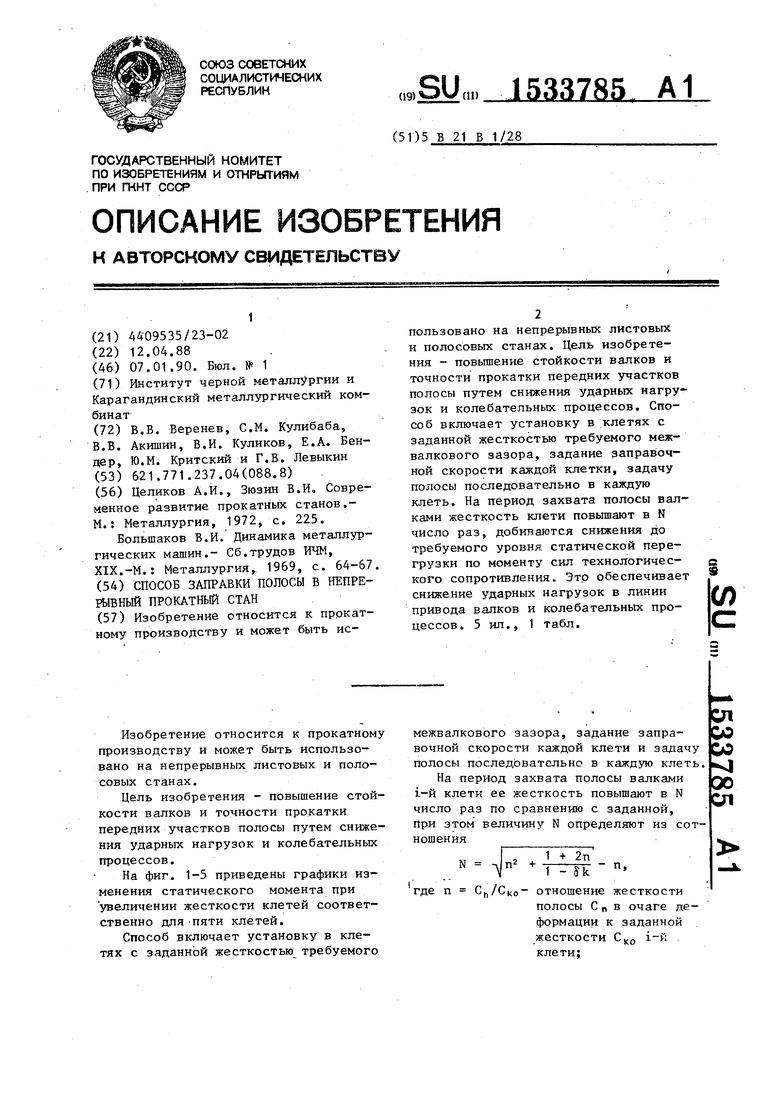


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки полосы в непрерывном стане | 1988 |
|
SU1577892A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2012 |
|
RU2492946C1 |
| Способ горячей прокатки широкополосной стали | 1980 |
|
SU865440A1 |
| Линия привода валков клети прокатного стана | 1985 |
|
SU1276387A1 |
| Способ управления процессом холодной прокатки полосы на реверсивном стане | 1988 |
|
SU1576216A1 |
| Прокатный стан | 1983 |
|
SU1091956A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2009 |
|
RU2409432C1 |
| СПОСОБ ОПЕРАТИВНОГО ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ УПРУГОЙ ДЕФОРМАЦИИ ЛИСТОПРОКАТНОЙ КЛЕТИ | 2003 |
|
RU2258571C2 |
| Способ компенсации отклонения толщины прокатываемой полосы на реверсивном стане холодной прокатки | 2019 |
|
RU2732451C2 |
| СИСТЕМЫ И СПОСОБЫ ЗАПРАВКИ МЕТАЛЛИЧЕСКОЙ ОСНОВЫ НА ПРОКАТНОМ СТАНЕ | 2017 |
|
RU2679810C1 |
Изобретение относится к прокатному производству и может быть использовано на непрерывных листовых и полосовых станах. Цель изобретения - повышение стойкости валков и технологического оборудования и точности прокатки передних участков полосы путем снижения ударных нагрузок и колебательных процессов. Способ включает установку в клетях с заданной жесткостью требуемого межвалкового зазора, задание заправочной скорости каждой клети, задачу полосы последовательно в каждую клеть. На период захвата полосы валками жесткость клети повышают в N число раз, добиваются снижения до требуемого уровня статической перегрузки по моменту сил технологического сопротивления. Это обеспечивает снижение ударных нагрузок в линии привода валков и колебательных процессов. 5 ил. 1 табл.
де Р
ср
В
г
oL
п
-среднее удельное давление в очаге деформации;
-ширина полосы;
-радиус бочки валков;
-текущий угол заполнения металлом очага деформации;
-угол встречи полосы с валками.
соотношение между
(2)
где х - текущая деформация клети (движение валков в вертикальном направлении) при заполнении очага.
Тогда выражение для момента (1) записывают в виде
M(tp) р Вгф ч -Ч 1-- (3)
Принимают равномерный закон для деформации клети на участке захвата
х() Ј(,
где х0 - деформация клети после захвата полосы, т.е. в установившемся режиме прокатки.
где Сko - заданная жесткость клети; uh - абсолютное обжатие; С - жесткость полосы.
После преобразований (4) получают
1
k
+ С1. с2
1 +2
о
(5)
это выражение отражает зависимость коэффициента статической перегрузки от жесткости клети.
Составляют выражение для относительного коэффициента статической перегрузки
§k k(CKO) - k(Ck)
k(C,J
(6)
0
где k(CKo) k(cK)
коэффициент статической перегрузки при заданной жесткости клети С ; коэффициент статической перегрузки при изменении жесткости клети С к N-С о в N раз.
55 С учетом (5) преобразуют (6) и получают
N
1 + 2п
Г + т-к -п
(7)
515
где п СП/СКО отношение жесткости полосы Сп к заданной жесткости клети Ско. Очевидно, необходимо, чтобы относительный коэффициент изменялся в пределах 0 : Ј k i 1, поскольку доя уменьшения k следует увеличивать жесткость клети (N 1).
Таким образом, задаваясь величиной Јk, которая показывает в относительных величинах степень требуемого снижения коэффициента статической перегрузки, по соотношению (7) получают значение N, т.е. величину, показывающую во сколько раз необходимо изменить жесткость клети.
Исследования показывают, что при ok 0,3 получаемого снижения максимальной величины момента сопротивления еще недостаточно, чтобы наступило существенное уменьшение динамических нагрузок и колебательных процессов. При увеличении 8k свыше 0,9 эффективность дальнейшего снижения максимальной статической и динамической нагрузок становится незначительной, в то время как необходимо существенно увеличивать жесткость клети. Диапазон значений frk 0,3-0,9 по эффективности является наиболее предпочтительным.
Способ осуществляют следующим образом.
Устанавливают в клетях с заданной жесткостью требуемый межвалковый зазор и задают заправочную скорость каждой клети. Для каждой клети непрерывного стана задаются требуемой величиной коэффициента Јk, вычисляют по известным формулам жесткость полосы в очаге деформации Сп, отношение п Сл/Сц,0 и из соотношения (7) определяют во сколько раз (N) необходимо повысить жесткость каждой клети по сравнению с заданной. Перед входом переднего конца в первую клеть с учетом транспортного запаздывания полосы электрический сигнал с разматыва- теля (либо толщиномера, установленного перед первой клетью) поступает в систему управления гидронажимным устройством клетей стана. Жесткость клетей увеличивается. После захвата полосы валками жесткость клетей восстанавливают до заданной. Поскольку жесткость i-й клети становится равной С„; М;Т, Ко; , в соответствии с
785
этой новпй жесткостью перед захватом в каждой клети необходимо установить величину межвалкового зазора &; , определяемую из соотношения
ст
Л; - Х0; - хГс-:-
Ь «01
где Ь4; - толщина полосы на выходе
IQиз i-й клети;
Р„ст ; - усилие прокатки в установившемся режиме, необходимое для осуществления требуемого обжатия в 1-й
(5клети.
Пример. Осуществляют заправку полосы в пятиклетьевой стан 1700 холодной прокатки. Режим обжатий, усилия прокатки по клетям и ряд
20 других параметров для известного и предлагаемого способов приведены в таблице. Заданная жесткость клетей 4500 кН/мм. Ширина полосы 1050мм, исходная толщина 2,5 мм, конечная
25 0,5 мм.
Как видно из данных таблицы и графиков, при предлагаемом способе заправки полосы достигается требуемое снижение технологической перегрузки
JQ и существенное изменение характера нарастания момента. Это в свою очередь сказывается на снижении ударных нагрузок в линии привода валков и колебательных процессов, а также на повышении точности прокатки передних участков полос.
При известном способе заправки коэффициент динамичности, характеризующий ударную нагрузку при захвате, в клетях стана 1700 равен 2-3. При предлагаемом способе коэффициент динамичности снижается до уровня 1,4- 1,7, что в 1,5-3 раза увеличивает стойкость оборудования.
45 При известном способе колебательный процесс в оборудовании, в том числе в упругой системе клети, длится 0,5-5 с. Колебания усилия прокатки UP достигают 5-10% или 30050 1000 кН. Следовательно, при скорости захвата 1 м/с на длине переднего участка полосы, равной 1 м/с (0,5- 5) м 0,5-5 м, затухающие колебания толщины при жесткости клети С к ,г 4500 кН/мм составят hht ЛР/( К 0,05-0,2 мм. При предлагаемом способе колебания усилия прокатки и, следовательно, колебания толщины снижаются в 3-5 раз.
40
Предлагаемый способ может быть в принципе распространен также на од- ноклетьевые станы холодной прокатки листов и на толстолистовые станы. На этих станах прокатку ведут в несколько проходов. В этом случае тре- .буемую жесткость клети при задаче полосы определяют перед каждым проходом согласно предлагаемой зависи- мости.
Формула изобретения
Способ заправки полосы в непрерывный прокатный стан, включающий установку в клетях с заданной жесткостью требуемого межвалкового зазора, задание заправочной скорости каждой кле- ти, задачу полосы последовательно в , каждую клеть, отличающий- с я тем, что, с целью повышения стойкости валков и точности прокатки передних участков полосы путем сниже- ния ударных нагрузок и колебательных
Предлагаемый способ
Sk 0,3;
ftk 0,6;
k 0,9;
N
ск
k
N
Гк
kM
N
С
W
процессов, на период захвата полосы валками i-й клети ее жесткость повышают в N раз по сравнению с заданной, при этом величину N определяют из со отношения
N
1 + 2п
1 - К
- п,
п С,/СИ
- отношение жесткости полосы Сп в очаге деформации к заданной жесткости
Sk 0,3-0,9 ко
i-й клети;
относительный коэффициент, показывающий во сколько pa i необходимо уменьшить статическую перегрузку момента сил технологического сопротивления в период захвата полосы валками i-й клети.
1,35 6100
1,37 6200 2,14
1 ,38 6200
5,58 25100 1,1
2,19 2,26 9900 10000 1,66 1,97
6,18 6,7 27800 30200 1.17 1,24
1,39
6200
3,0
2,3
10100
2,1
6,9
31000
1,3
2tn& .#xt 900 00 0
VS
01
god h
I WO) 90 D 200 0
ib /TtSl
О 0,02 0,05 ФигМ
роЗ 0 0,02 0,06 4,poff Фиг. 5
| Целиков А.И., Зюзин В.И | |||
| Современное развитие прокатных станов.- М.: Металлургия, 1972, с | |||
| Синхронизирующее устройство для аппарата, служащего для передачи изображений на расстояние | 1920 |
|
SU225A1 |
| Большаков В.И | |||
| Динамика металлургических машин.- Сб.трудов ИЧМ, XIX.-М.: Металлургия, 1969, с | |||
| Нефтяной конвертер | 1922 |
|
SU64A1 |
