мя действия этого момента (время захвата полосы t3) составляет 0,5 периода Т собственных колебаний линии привода валков
,5T.
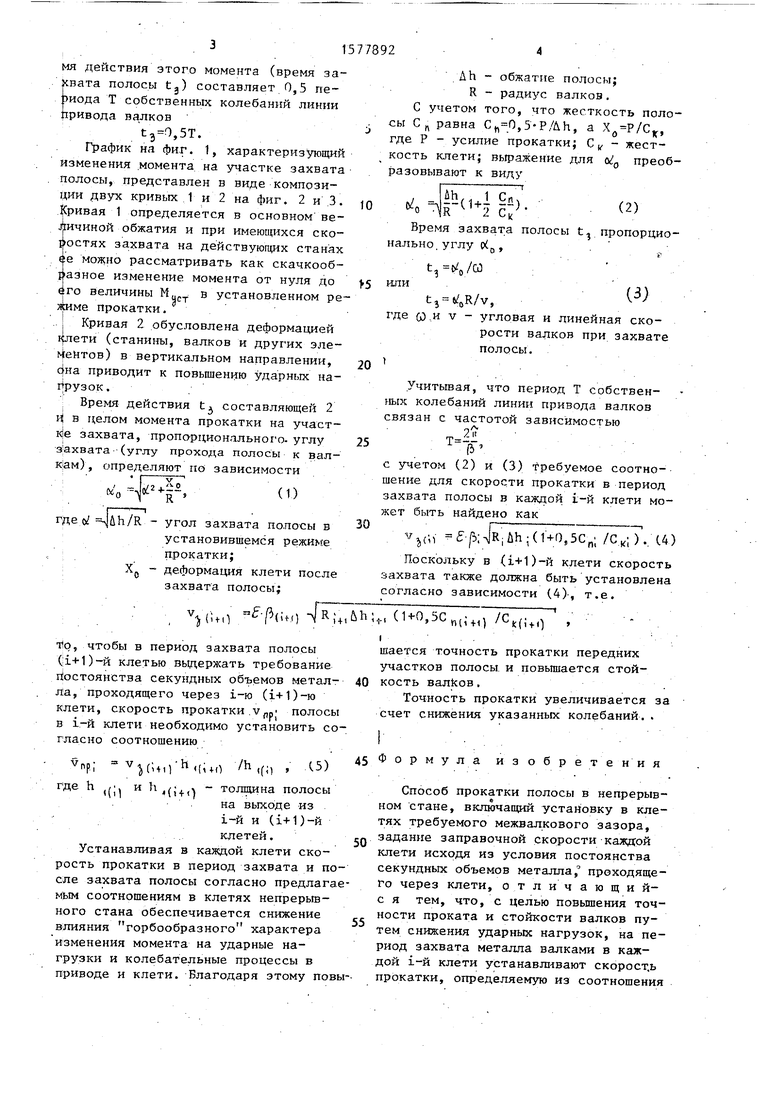
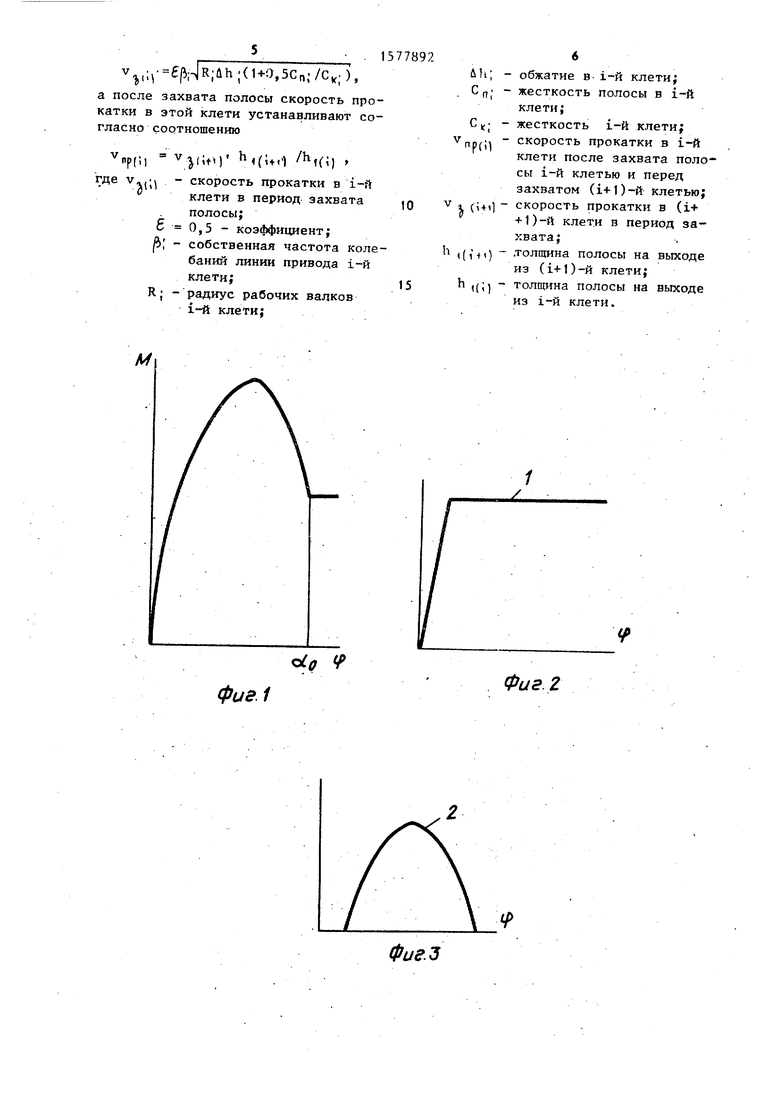
График на фиг. 1, характеризующий изменения момента на участке захвата полосы, представлен в виде композиции двух кривых 1 и 2 на фиг. 2 и 3. Кривая 1 определяется в основном величиной обжатия и при имеющихся скоростях захвата на действующих станах ее можно рассматривать как скачкообразное изменение момента от нуля до его величины Мцст в установленном режиме прокатки.
Кривая 2 обусловлена деформацией клети (станины, валков и других элементов) в вертикальном направлении, она приводит к повышению ударных нагрузок .
Время действия tj составляющей 2 в целом момента прокатки на участи
ке захвата, пропорционального- углу захвата (углу прохода полосы к валкам) , определяют по зависимости
fc
(1)
. угол захвата попосы в установившемся режиме прокатки;
деформация клети после захвата полосы;
ft
v;
.
i
ДЬ - обжатие полосы;
R - радиус валков. С учетом того, что жесткость полосы Сп равна ,5-P/Ah, а , где Р - усилие прокатки; Сv - жесткость клети; выражение для разовывают к виду
. UhM 1 С„. (1+2
Время захвата полосы t напьно углу о(0,
5 нли
t, e/0R/v,
oi0 преоб(2) пропорциоЈ
(3)
0
5
0
где со и v - угловая и линейная скорости валков при захвате полосы.
I
Учитьюая, что период Т собственных колебаний линии привода валков связан с частотой зависимостью
г, Л.
Т---
с учетом (2) и (3) требуемое соотношение для скорости прокатки в период захвата полосы в каждой i-й клети может быть найдено как
Ј/b,-jR,uh;(H-0,5Cn; /С „; ) . (4)
Поскольку в (1+1)-й клети скорость захвата также должна быть установлена согласно зависимости (4), т.е.
V
i+t
bh;tl (1+0,50 и,-+0 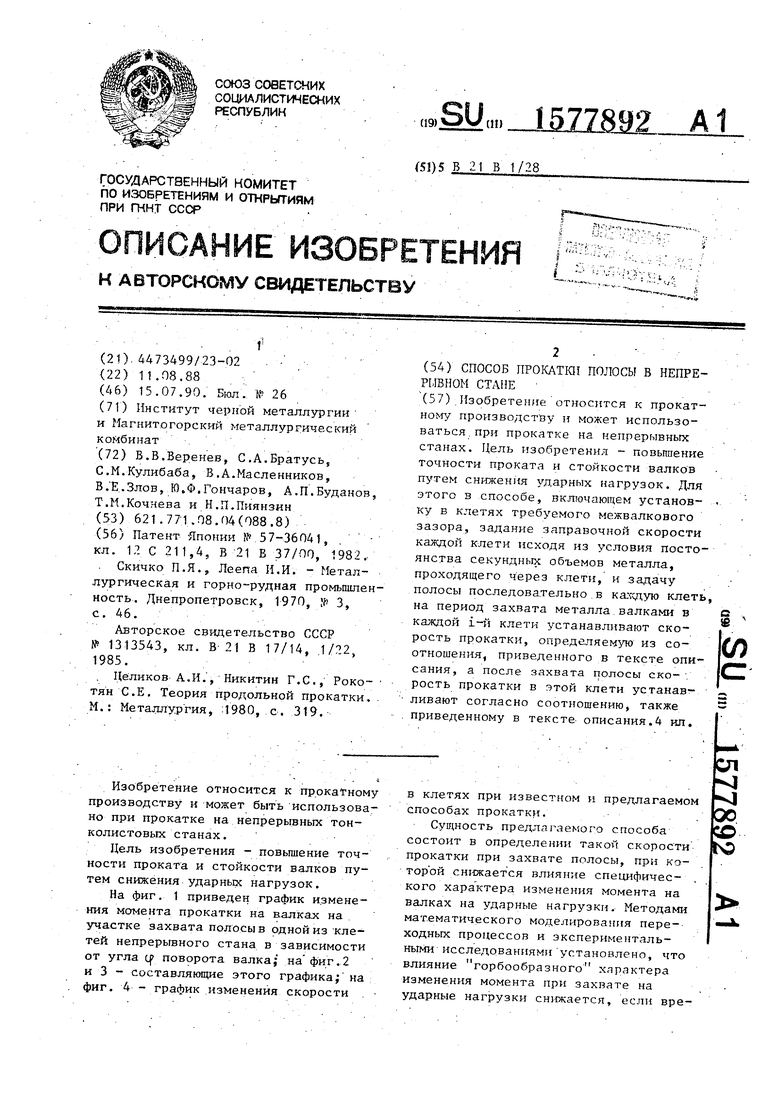
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заправки полосы в непрерывный прокатный стан | 1988 |
|
SU1533785A1 |
| Способ прокатки | 1988 |
|
SU1629117A1 |
| Способ управления прокаткой полосы в непрерывной группе клетей широкополосного стана | 2017 |
|
RU2668108C1 |
| Способ согласования скоростей вертикальных и горизонтальных валков универсальной клети прокатного стана | 2018 |
|
RU2687354C1 |
| Способ прокатки полос | 1982 |
|
SU1036409A1 |
| Способ настройки клетей прокатного стана | 1988 |
|
SU1611478A1 |
| Способ прокатки полос | 1989 |
|
SU1688953A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2001 |
|
RU2203747C2 |
| Способ управления процессом холодной прокатки полосы на реверсивном стане | 1988 |
|
SU1576216A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ УГЛЕРОДИСТОЙ ПОЛОСОВОЙ СТАЛИ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2354465C1 |
Изобретение относится к прокатному производству и может использоваться при прокатке на непрерывных станах. Цель изобретения - повышение точности проката и стойкости валков путем снижения ударных нагрузок. Для этого в способе, включающем установку в клетях требуемого межвалкового зазора, задание заправочной скорости каждой клети исходя из условия постоянства секундных объемов металла, проходящего через клети, и задачу полосы последовательно в каждую клеть, на период захвата металла валками в каждой I-й клети устанавливают скорость прокатки, определяемую из соотношения, приведенного в тексте описания, а после захвата полосы скорость прокатки в этой клети устанавливают согласно соотношению, также приведенному в тексте описания. 4 ил.
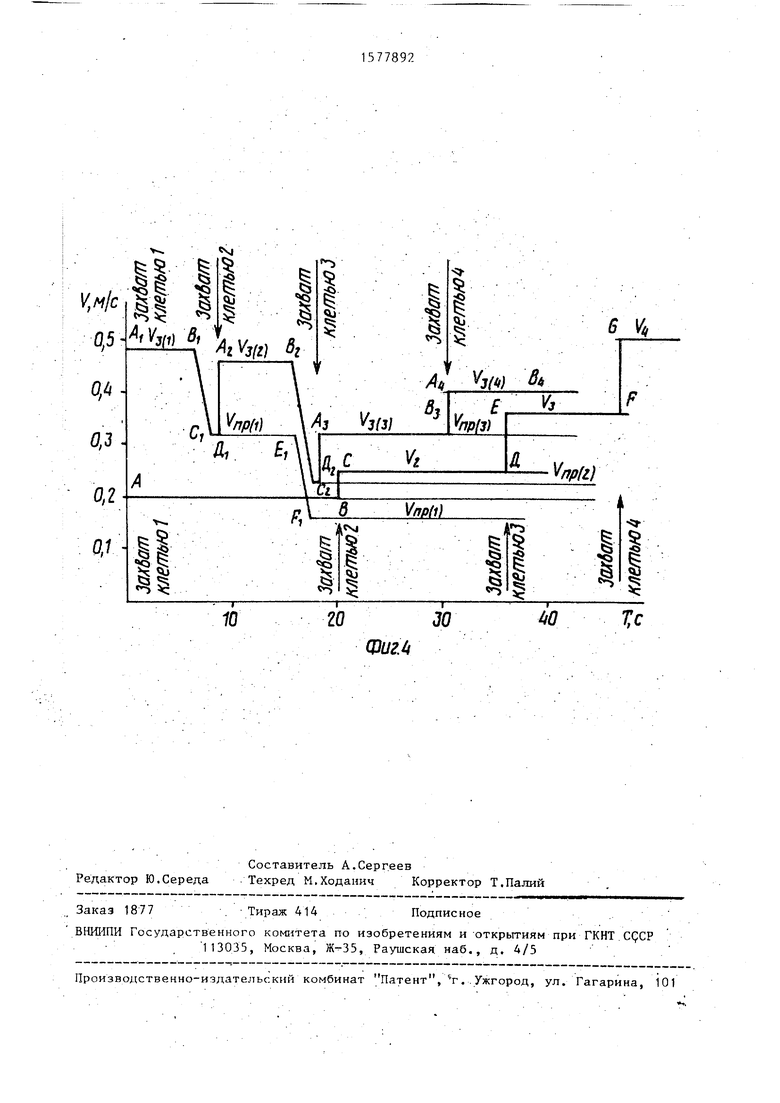
то, чтобы в период захвата полосы (i-M)-H клетью выдержать требование постоянства секундных объемов металла, проходящего через i-to (1+1)-ю клети, скорость прокатки vnpj полосы в i-й клети необходимо установить согласно соотношению
V,
где h
Ы
/h,(;, , 15)
v}(Un «MO
и h ,,(; + , толщина полосы на выходе из i-й и (1+1)-й клетей.
Устанавливая в каждой клети скорость прокатки в период захвата и после захвата полосы согласно предлагаемым соотношениям в клетях непрерывного стана обеспечивается снижение влияния горбообразного характера изменения момента на ударные нагрузки и колебательные процессы в приводе и клети. Благодаря этому повышается точность прокатки передних участков полосы и повышается стой- кость валков.
Точность прокатки увеличивается счет снижения указанных колебаний.
за
45 Формула изобретения
0
5
Способ прокатки полосы в непрерывном стане, включащий установку в клетях требуемого межвалкового зазора, задание заправочной скорости каждой клети исходя из условия постоянства секундных объемов металла,0 проходящего через клети, отдичающи й- с я тем, что, с целью повышения точности проката и стойкости валков путем снижения ударных нагрузок, на период захвата металла валками в каждой i-й клети устанавливают скорост.ь прокатки, определяемую из соотношения
vv;rfMR;flh;(HO 5c.i/cK;).
а после захвата полосы скорость прокатки в этой клети устанавливают согласно соотношению
пр(1
V
де VM;,
h(i+i1 /hf(i) - скорость прокатки в 1-й
клети в период захвата полосы; С 0,5 - коэффициент;
j - собственная частота колебаний линии привода i-й клети;
R; - радиус рабочих валков i-й клети;
dig Ч
фиг 1
1577892
o
Ah;
сп;
С,; Vf1f(i1
Vfr(i4i)
Ь «()
h Uil
-обжатие в i-й клети;
-жесткость полосы в 1-й клети;
-жесткость i-й клети;
-скорость прокатки в 1-й клети после захвата полосы i-й клетью и перед захватом (1+1)-й клетью;
-скорость прокатки в (i+ +1)-й клети в период захвата;
-.толщина полосы на выходе из (1+1)-й клети;
-толщина полосы на выходе из i-й клети.
/
Фиг. 2
/
Фие.З
10
гозо
Фигм
Редактор Ю.Середа
Составитель А.Сергеев
Техред М.Ходанич Корректор Т.Палий
Заказ 1877
Тираж 414
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
40
Т,с
Подписное
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Скичко П.Я., Леепа И.И | |||
| - Металлургическая и горно-рудная промышленность | |||
| Днепропетровск, 1970, У1 3, с | |||
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
| Способ настройки непрерывного стана | 1985 |
|
SU1313543A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Целиков А.И., Никитин Г.С., Роко- тян С.Е | |||
| Теория продольной прокатки | |||
| М.: Металлургия, 1980, с | |||
| Прибор для определения при помощи радиосигналов местоположения движущегося предмета | 1921 |
|
SU319A1 |
| Изобретение относится к прокатному производству и может быть использовано при прокатке на непрерывных тонколистовых станах | |||
| Цель изобретения - повышение точности проката и стойкости валков путем снижения ударных нагрузок | |||
| На фиг | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
