Изобретение относится к прокатному производству, а именно к конструкциям волновых прокатных станов с генерацией высоких температур и давлений рабочей среды, и может быть использовано на металлургических и ма шиностроительных заводах преимущественно для листовой прокатки жаропрочных металлов и сплавов.
Целью изобретения является повышение производительности прокатки жаропрочных металлов и сплавов.
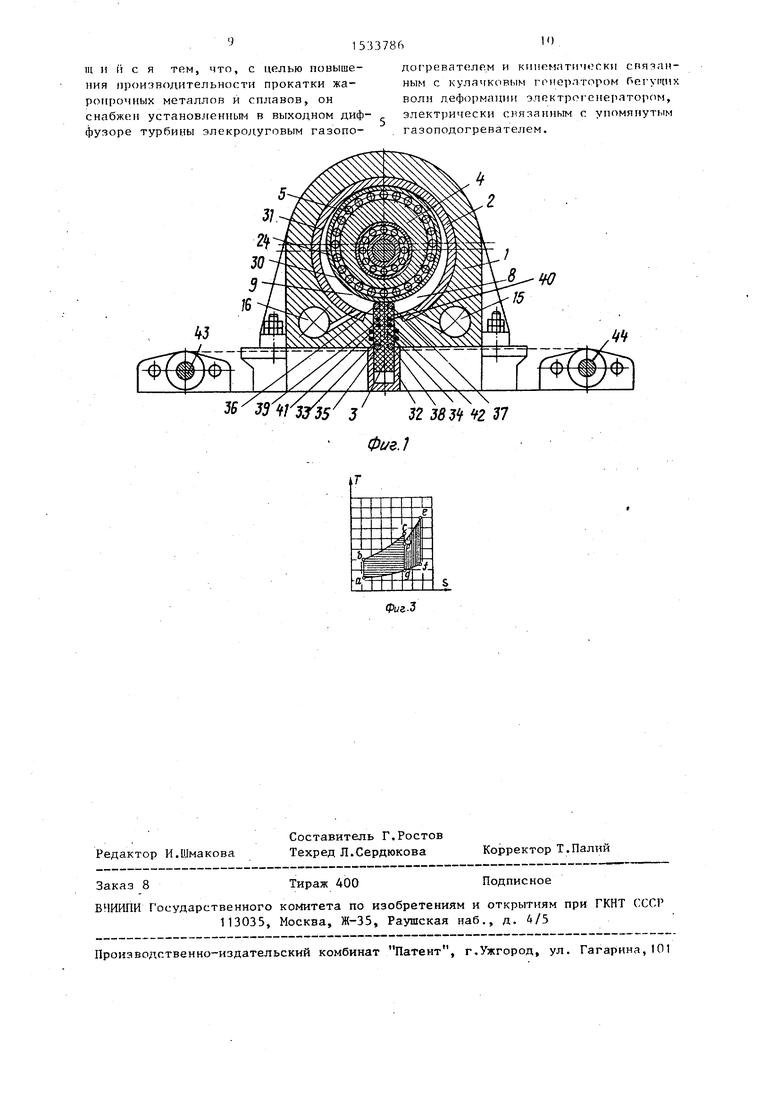
На фиг.1 изображен прокатный стан с вертикальным резрезом; на фиг.2 - то же, план-, на фиг.З - осуществляемый в прокатном стане термодинамический цикл (в координатах энтропия - температура).
Прокатный стан содержит неподвижную станину 1 с размещенными в ней С-образным профилированным вкладышем 2 и по крайней мере одним нажимным элементом 3, охватывающими кулачковы генератор 4 бегущих волн деформации, несущий рабочие валки 5, и образующими вместе с боковыми крышками 6 и 7 камеры 8 и 9 переменного объема, камеру Ю сгорания с выхлопным соплом 11, турбиной 12 и компрессором 13 и выпускной патрубок 14. Камера 10 сгорания и выпускной патрубок 14 соединены с камерами 8 и 9 переменного объема посредством каналов 15 и 16, проведенных в неподвижной станин 1 по обеим сторонам нажимного элемента 3.
Для повышения производительности прокатки жаропрочных металлов и сплавов прокатный стан снабжен электродуговым газоподогревателем 17, уста-
20
25
30
35
40
45
50
55
новленным в выходном диффузоре 18 турбины 12, и электрогенератором 19, кинематически связанным посредством шпинделя 20 с шарнирами 21 и 22 с кулачковым генератором 4 бегущих волн деформации, при этом электродуговой газоподогреватель 17 электрически связан с электрогенератором 19 посредством кабелей 23.
Для улучшения герметизации камер 8 и 9 переменного объема рабочие валки 6 охвачены жестким кольцом 24, а боковые крышки 6 и 7 снабжены подвижными в огевом направлении щитами 25 и 26 с уплотнениями 27 и 28 и нажимным приспособлением 29. Рабочий калибр образован наружной поверхностью 30 жесткого кольца 24 и внутренней поверхностью 31 С-образного профилированного вкладыша 2 в области их минимального сближения. Профиль С-образного профилированного вкладыша 2 соответствует требуемому закону деформации, например при листовой прокатке выполнен по архимедовой спирали. В жестком кольце 24 и С-образ- ном профилированном вкладыше 2 могут быть выполнены тоебуемые ручьи.
Нажимной элемент 3 выпопнен в виде пластины, входящей с возможностью возвратно-поступательного перемещения в радиальную камеру 32, соединенную с источником давления (не показан), и снабжен проводками 33 и 34 и отклоняющими роликами 35-38. Гидравлическое сопротивление проводок 33 и 34 для снижения утечек рабочей среды из камер 8 и 9 переменного объема превосходит во много раз гидравлические сопротивление каналов 15 и 16. Ирг51
водки 3J и 34 могуг быть снабжены уплотнениями 39 и 40. Нажимной элемент 3 также можег быть снабжен уплотнениями 41 и 42. Для перемотки прокатываемо о металла предусмотрены мотапки 43 п 44.
Турбина 12 и компрессор 13 установлены на одном валу 45 с подшипниковыми опорами 46-48. Входной аппарат 49 турбины 12 расположен перед выхлопным соплом 11, а выходной патрубок 50 компрессора 13 подключен к входу Ы камеры 10 сгорания, имеющей форсунку 52, подключенную посредством трубопровода 53 к источнику топлива (не показан), и запальное приспособление 54. Входные каналы 55 и 56 компрессора 13 сообщены с атмосферой .
Электродуговой г аэоподогреватель
17выполнен в виде неплавящегося электрода 57 из вольфрама, установленного в вершине центрального тела 58 выходного диффузора 18 турбины
12, и сопла 59, изолированного от неподвижной станины 1 и камеры 10 сгорания посредством термостойких изоляторов 60 и 61 из керамики.
В выпуо ном патрубке 14 предусмо - рен фильтр-нейтрали затор 62 для снижения уровня токсичности выпускных газов.
Камер 10 сгорания может быть несколько с их кольцевым расположением вокруг вала 45.
В качестве топлива, подаваемого в форсунку 52 камеры 10 сгорания по трубопроводу 53, может быть использован природный газ, например, северных месторождений, у которого низшая теплота сгорания.
Теплота, выделяющаяся в результате сгорания топлива в камере 10 сгорания, потребляется дня осуществления термодинамического цикпа (фиг.3) Результатом осуществляемого цикла является частичное преобразование теплоты сгорания топлива в электрическую энергию, используемую для высокотемпературного нагрева потока рабочей среды из выходного диффузора
18турбины 12 в электродуговом газоподогревателе 17 с последующей утилизацией высокопотенциальной теплоты
|как для нагрева прокатываемого металла, так и для выработки той же самой электрической энергии электрогенератором 19, вращаемым от кулачкового
7866
генератора 4 бегупщх волн деформации, обеспечивающего волновую прокатку в рабочем калибре.
Прокатный стан работает следующим образом.
Прокатываемый металл г левой моталки 43 через проводку 33 подается в левую камеру 9 переменного объема, затем в рабочий калибр (на фиг.1 занимает верхнее положение), в правую камеру 8 переменного объема и через прсводку 34 на правую моталку 44 и образует при этом внутри неподвижной LJ станчны 1 деформационную петлю С-об- формы, охватывающую, благодаря переднему и заднему натяжениям, жесткое кольцо 24 по наружной поверхности 30,
0 При вращении кулачкового генератора 4 бегущих волн деформации против часовой стрелки рабочие валки 5 и жесткое кольцо 24 вращаются по часовой стрелке, нажимной элемент 3 со- 5 вершает гармонические колебания, а прокатываемый металл перематывается с левой мотапки 43 на правую моталку . При этом объем правой камеры 8 переменного объема увеличивается, 0 обусловливая расширение рабочей среды, поступающей через канал 15, а объем левой, камеры 9 переменного объема уменьшается, обеспечивая tDinycK отработавших газов через канал 16 и далее в выпускной патрубок 14.
Топливо по трубопроводу 53 подается ч форсунку 52 и распыляется ею внутри камеры 10 сгорания.
Атмосферный воздух поступает через Q входные каналы 55 и 56 в компрессор 13, сжимается и через выходной патрубок 50 подается в камеру 10 сгорания через вход 51.
Горючая смесь образуется внутри 5 камеры 10 сгорания в результате смешения распыленного форсункой 52 топлива со сжатым воздухом, подаваемым компрессором 13.
Продукты сгорания образуются в ре- 0 зультате поджига запальным приспособлением 54 горючей смеси и ее сгорания внутри камеры 10 сгорания и через входной аппарат 49 попадают на лопатки турбины 12, вращают ее и через выходной диффузор 18 поступают втпек- тродуговои газоподогреватепь 17. Турбина 12 через вал 45 вращает компрессор 13, натметающий воздух в 10 сгорания.
5
Электрический ток вырабатывается в результате вращения электрогенератора 19 через шпиндель 20 от кулачкового генератора 4 бегущих волн де- формации и подается в электродуговой газоподогреватель 17. При этом один полюс электрогенератора 19 подключен к неплавящемуся электроду 57, а другой - к электроизолированному соп- лу 59 электродугового газоподогревателя 17.
Электрическая дуга горит на неплат вящемся электроде 57 электродугового газоподогревателя 17 в результате электрического пробоя поступающих продуктов сгорания.
Рабочая среда образуется в результате высокотемпературного нагрева продуктов сгорания в электродуговом газоподогревателе 17 и через канал 15 поступает в правую камеру 8 переменного объема и расширяется в ней. При этом обеспечивается нагрев прокатываемого металла до состояния плас- тичности и его экструзия через рабочий калибр, а также трансформация внутренней энергии рабочей среды в механическую работу, обеспечивающую в результате вращения кулачкового ге- нератора 4 бегущих волн деформации волновую прокатку в рабочем калибре и выработку необходимой для электродугового газоподогревателя 17 электроэнергии в результате вращения электрогенератора 19.
Прокатываемый металл перематывается с левой моталки 43 на правую моталку 44, разупрочняется рабочей средой, экструдируется через рабочий калибр и подвергается волновой прокатке внутри неподвижной станины 1 .
Отработавшие газы вытесняются и.з левой камеры 9 переменного объема в канал 16 и далее в выпускной пат- рубок 14.
Выпускные газы образуются из отработавших газов, прошедших фильтр-нейтрализатор 62, и выпускаются в окружающую среду.
За счет высвобождения при горении топлива химической энергии в прокатном стане осуществляется термодинамический цикл, позволяющий повысить производительность прокатки жаропроч- ных металлов и сплавов путем увеличения температуры рабочей среды при одновременном сохранении допустимой температуры лопаток турбины 12.
Термодинамический цикл a-b-c-d-e- f-g-a состоит из ряда последовательно и непрерывно протекающих процессов .
Процесс а-b является процессом сжатия в компрессоре 13, процесс Ь-с процессом подвода теплоты в камере 10 сгорания, процесс c-d - процессом расширения в турбине 12, результатом которого является вращение компрессора 13, процесс d-e - процессом подвода теплоты в электродуговом газоподогревателе 17, процесс e-f - процессом расширения в камере 8 переменного объема. Результатом этого процесса является вращение кулачкового генератора 4 бегущих волн деформации обеспечивающее волновую прокатку и вращение электрогенератора 19, обеспечивающее питание электродугового газоподогревателя 17. Процесс f-g-a является процессом отвода тепла в окружающую среду.
К работе газотурбинного цикла a-b-c-g-a, изображенной на фиг.З площадью abcg, заштрихованной горизонтальными линиями, прибавляется по- ле.зная работа, изображенная на фиг.З ,площадью gdcf, заштрихованной вертикальньгми линиями. Это компенсирует потери частичного преобразования теплоты в электрическую энергию.
Использование предлагаемого прокатного стана позволяет повысить производительность прокатки жаропрочных металлов и сплавов за счет увеличения температуры рабочей среды, нагревающей прокатываемый металл, при этом температура прокатываемого металла может регулироваться в широких пределах путем простого изменения напряжения электрогенератора.
Формула изобретения
Прокатный стан, содержащий неподвижную станину с размешенным в ней С-образным профилированным вкладышем охватывающим несущий рабочие валки кулачковый генератор бегущих волн деформации и образующим вместе с боковыми крышками и нажимным элементом камеры переменного объема, установленные на одном валу компрессор и турбину, оборудованную камерой сгорания и выходным диффузором, связанным с камерами переменного объема посредством каналов, отличаюin и и г я тем, что, с полью повышения upon«подигельности прокатки жаропрочных металлом и сплавов, он снабжен установленным в выходном диффузоре турбины члекродуговым газоподо ревателем и кчпематическп ным с кулачковым генератором Ппчгцих волн деформации эпгктрем енератором, электрически снячанным г viioMnnyTi-iM гатоподогревателем.

| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный стан | 1987 |
|
SU1503908A1 |
| Прокатный стан | 1987 |
|
SU1503910A1 |
| Прокатный стан | 1987 |
|
SU1424884A1 |
| Прокатный стан | 1987 |
|
SU1421433A1 |
| Прокатный стан | 1987 |
|
SU1424885A1 |
| Прокатный стан | 1985 |
|
SU1258524A1 |
| Прокатный стан | 1985 |
|
SU1247111A1 |
| Прокатный стан | 1987 |
|
SU1503909A1 |
| Прокатный стан | 1987 |
|
SU1424882A1 |
| Прокатный стан | 1987 |
|
SU1503907A1 |
Изобретение относится к прокатному производству, а именно к конструкциям волновых прокатных станов с генерацией высоких температур и давлений рабочей среды, и может быть использовано на металлургических и машиностроительных заводах преимущественно для листовой прокатки жаропрочных металлов и сплавов. Цель изобретения - повышение производительности прокатки жаропрочных металлов и сплавов. Снабжение турбины 12 электродуговым газоподогревателем 17 позволяет увеличить температуру рабочей среды, поступающей в камеру переменного объема. При этом сохраняется допустимая температура лопаток турбины за счет осуществления нового термодинамического цикла, включающего частичное преобразование теплоты сгорания топлива в электрическую энергию, используемую для высокотемпературного нагрева потока рабочей среды на выходе турбины, с последующей утилизацией высокопотенциальной теплоты как для нагрева прокатываемого металла, так и для выработки той же самой электрической энергии. Ток на электрогенераторе 19 получается за счет его вращения вместе с кулачковым генератором 4. Этот ток обеспечивает работу газоподогревателя 17. Температура рабочей среды, а следовательно, металла может регулироваться в широких пределах путем простого изменения напряжения электрогенератора 19. 3 ил.
31
я,//
32 38 М tZ 3
Редактор И.Шмакова
Составитель Г.Ростов Техред Л.Сердюкова
Закат 8
Тираж 400
ВЧИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ ГСП1 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г.Ужгород, ул. Гагарина,101
м
32 38 М tZ 37
Фиг.1
Корректор Т.Палий
Подписное
| Прокатный стан | 1983 |
|
SU1117096A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прокатный стан | 1984 |
|
SU1174106A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прокатный стан | 1986 |
|
SU1382512A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
