Изобретение относится к сварке и может быть использовано, в частности, при определении параметров режима Контактной рельефной сварки соединений арматурного стержня с плоским элементом проката.
Цель изобретения - повышение качества сварного соединения, упрощение и повышение -очноети определения параметров процесса при сварке нахлесточного соединения арматурного стержня из среднеуглеродистой стали с элементом проката из низколегированной малоуглеродистой стали.
При контактной рельефной сварке нахлесточного соединения арматурного стержня из среднеугперодистой стали с элементом проката из низколегирогде
сь
Lb э ев
ванной малоуглеродистой стали основные параметры режима сварки определяют из следующих зависимостей:
(d + S);
(d + S)1 b
a S;
a d,
- диаметр арматурного стержня, мм;
толщина элемента проката, мм;
сила сварочного тока, кА; длительность протекания тока, с;
усилие сжатия электродами, кН; усилие проковки, кН;
S Т се fce
Р
г
а 1-1,1 - коэффициент; Ь 300-320 - коэффициент.
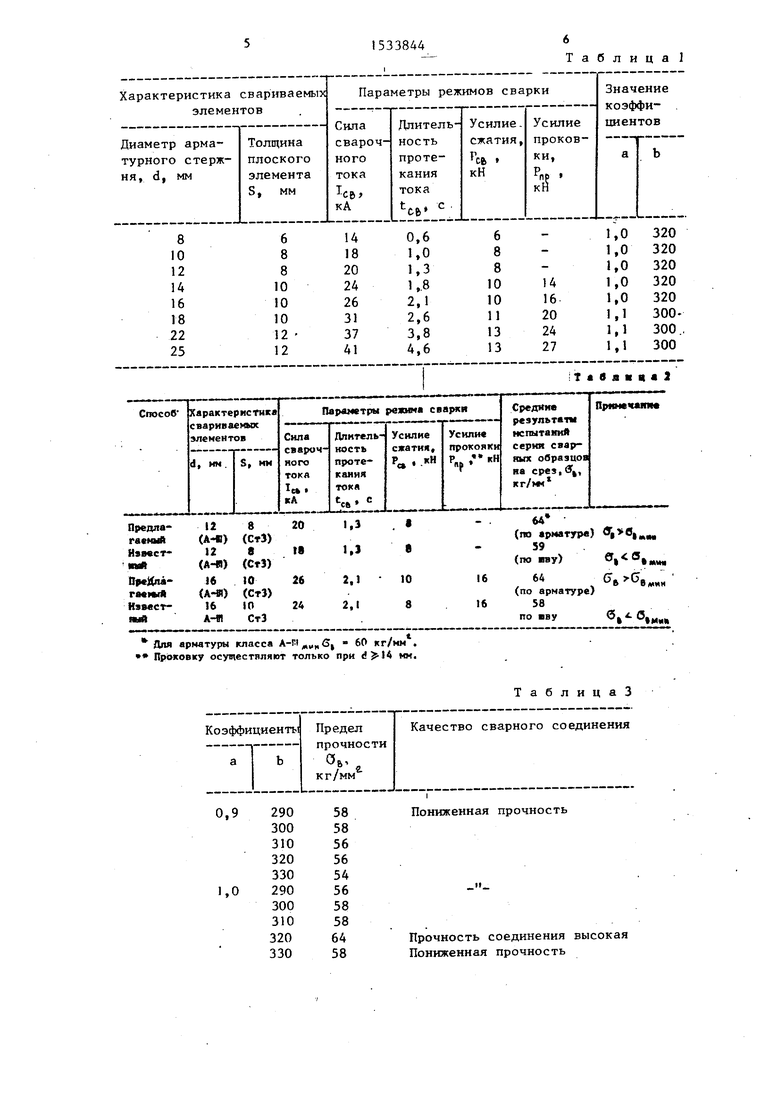
В табл.1 даны расчетные параметры основных режимов сварки в зависимости от диаметра арматурного стержня и толщины плоского элемента проката с использованием соответствующих коэффициентов. Так, коэффициенты а 1 и Ь 320 применяют при диаметре арматурного стержня 6 Ј d 16 мм; а 1 ,1 и b 300 - при мм
Предлагаемый способ осуществляют следующим образом.
В соответствии с диаметром арматурного стержня и толщиной плоского элемента проката по установленным зависимостям рассчитывают основные параметры режима сварки, которые задаются в блоке управления циклом сварочной машины.
Например, при приварке арматуры класса А-1Ч ил стали 35ГС d 12 мм к листу из стали СтЗ толщиной 8 мм на контактной машине в блок управления циклом сварки задают длительность протекания тока tcfc 1,3 с. В соответствии с внешними характеристиками машины устанавливают ступень сварочного трансформатора,
обеспечивающего Т
Ы
20 кА, а по
манометру устанавливают давление сжатого воздуха, обеспечивающее Рсй 8 кН и РПй 12 кН. Затем свариваемые детапи помещают между электродами и осуществляют сварку.
В табл.2 даны сравнительные результаты испытаний серий образцов, сваренных по параметрам, отвечающим предлагаемому и известному способам.
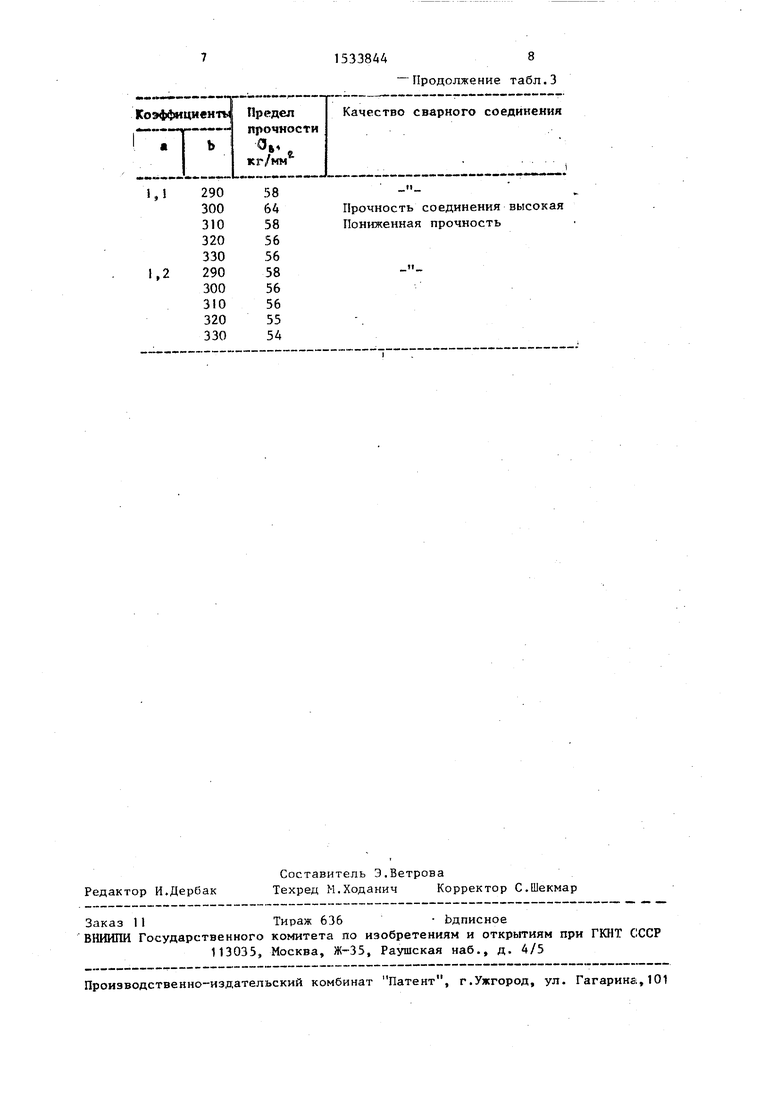
В результате испытаний серии образцов определяют оптимальные величины коэффициентов а и Ь, характеризующих соответственно величину силы тока и длительность протекания тока (табл . 3).
Сравнительные результаты испытаний серий образцов для определения диапазона коэффициентов приведены
в табл.3.
Экономическая эффективность от использования предлагаемого способа определяется повышением качества выпускаемой продукции, снижением ее
себестоимости в 1,2 раза путем обеспечения более точного и простого расчета параметров режимов сварки.
Формула изобретения
15
Способ контактной рельефной сварки, при котором параметры процесса определяют в зависимости от геометрических размеров свариваемых деталей, отличающийся тем, что, с целью повышения качества сварного соединения, упрощения и повышения точности определения параметров при сварке нахлесточного соединения арматурного стержня из сред- неуглеродистой стали с плоским элементом проката из низколегированной малоуглеродистой стали, параметры процесса определяют из следующих
зависимостей:
Itb a(d + S); tte (d + P)a/h;
I1
с
s;
0
pnp -.d,
где Т - сила сварочного тока, кА; а 1,0-1,1- коэффициент; d диаметр арматурного стержня, мм;
S - толщина элемента проката, мм;
-ев
- длительность протекания
сварочного тока, с; Ь 300 - 320 - коэффициент;
сб
-усилие сжатия электродов, кН;
-усилие проковки, кН.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1999 |
|
RU2148483C1 |
| Способ сварки под флюсом наклонного соединения анкерного стержня с элементом проката | 1982 |
|
SU1117165A1 |
| Способ контактной рельефной сварки | 1988 |
|
SU1625620A1 |
| Способ соединения деталей контактной рельефной сваркой | 1987 |
|
SU1761407A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ПЛОСКОЙ ДЕТАЛИ ИЗ ЛИСТОВОГО МЕТАЛЛА С МЕТАЛЛИЧЕСКИМ СТЕРЖНЕМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2007 |
|
RU2362660C2 |
| Способ контактной рельефной сварки стержня с плоской деталью | 1989 |
|
SU1639910A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ СОПРОТИВЛЕНИЕМ | 2004 |
|
RU2254215C1 |
| Способ автоматической дуговой точечной сварки | 1984 |
|
SU1232416A1 |
| Способ сварки трением | 1985 |
|
SU1375423A1 |
| ХИМИЧЕСКИЙ СОСТАВ АРМАТУРНОГО ПРОКАТА | 2022 |
|
RU2802045C1 |
Изобретение относится к сварке и может быть использовано при определении параметров режима контактной рельефной сварки соединений арматурного стержня с плоским элементом проката. Цель изобретения - повышение качества сварного соединения, упрощение и повышение точности определения параметров процесса при сварке нахлесточного соединения арматурного стержня из среднеуглеродистой стали с элементом проката из низколегированной малоуглеродистой стали. Величина сварочного тока, длительность его протекания, усилие сжатия электродов и усилие проковки определяют в зависимости от диаметра арматурного стержня и толщины элемента проката. 3 табл.
Для арматуры класса А-П „„,, 3, 60 кг/мм. Проковку осуществляют только при мм.
0,9
ТаблицаЗ
Пониженная прочность
Прочность соединения высокая Пониженная прочность
,1
,2
290 300 310 320 330 290 300 310 320 330
58 64 58 56 56 58 56 56 55 54
Прочность соединения высокая Пониженная прочность
| Сергеев Н.П | |||
| Справочник молодого сварщика на контактных машинах | |||
| М.: Выстая пкола, 1979, с | |||
| Способ применения резонанс конденсатора, подключенного известным уже образом параллельно к обмотке трансформатора, дающего напряжение на анод генераторных ламп | 1922 |
|
SU129A1 |
| Бродский А.Я | |||
| Режимы контактной точечной спарки арматуры железобетонных конструкций | |||
| - М.: Информ- энерго, 1973, с | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
