8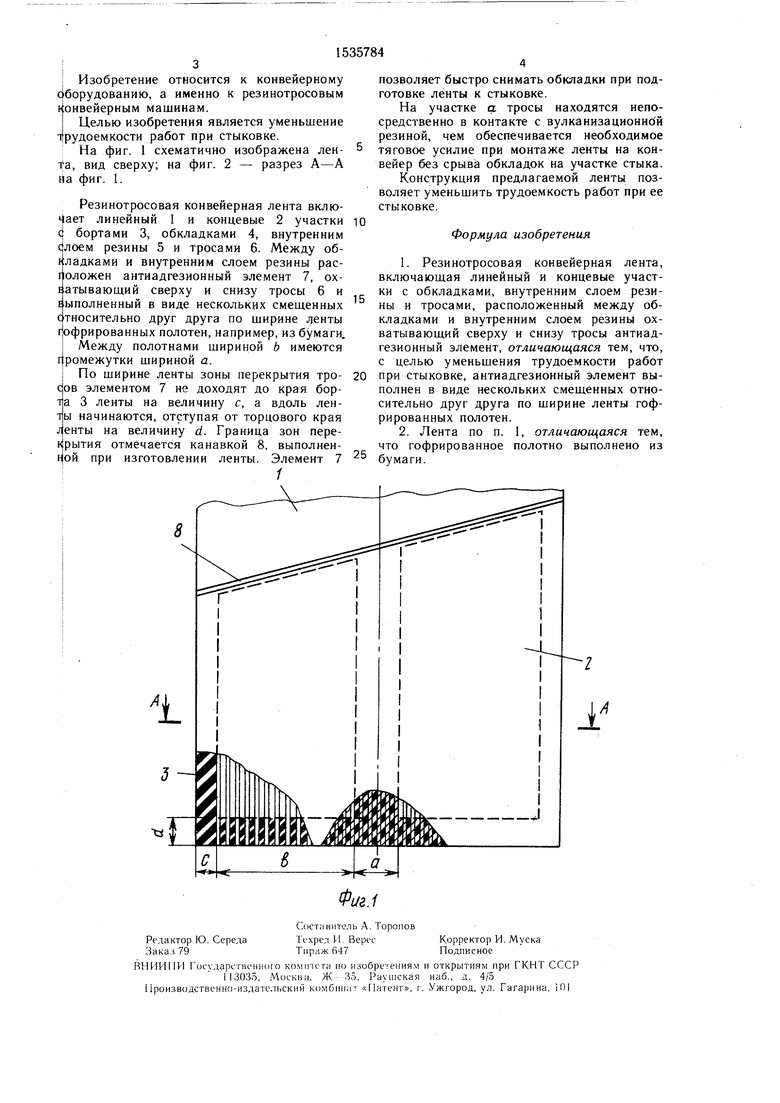
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЫК РЕЗИНОТРОСОВЫХ КОНВЕЙЕРНЫХ ЛЕНТ | 1991 |
|
RU2009091C1 |
| Способ разделки концов резинотросовых конвейерных лент | 1988 |
|
SU1578024A1 |
| Устройство для разделки стыковРЕзиНОТРОСОВыХ КОНВЕйЕРНыХ лЕНТ | 1979 |
|
SU821194A1 |
| РЕЗИНОТРОСОВАЯ ЛЕНТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2518517C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНВЕЙЕРНЫХ ЛЕНТ | 1991 |
|
RU2017625C1 |
| Соединение концов резинотросовой ленты конвейера | 1990 |
|
SU1803639A1 |
| Способ контроля прочности стыка резинотросовой ленты конвейера | 1983 |
|
SU1090643A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНОГО РЕЗИНОТРОСОВОГО ИЗДЕЛИЯ ДЛЯ ГОРНОШАХТНОГО ОБОРУДОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2247803C2 |
| Устройство для разделки концов резинотросовых лент | 1985 |
|
SU1315342A1 |
| ТЕХНОЛОГИЧЕСКОЕ ПОЛОТНО | 2014 |
|
RU2561156C1 |
Изобретение относится к резинотросовым конвейерным лентам. Цель - уменьшение трудоемкости работ при стыковке ленты. Резинотросовая конвейерная лента включает обкладки 4, тросы 6 и внутренний слой резины 5. Между обкладками 4 и слоем резины 5 имеется антиадгезионный элемент (АЭ) 6, выполненный в виде нескольких смещенных относительно друг друга по ширине ленты гофрированных полотен, например, из бумаги. При подготовке ленты к стыковке АЭ 6 за счет своих свойств позволяет быстро снимать обкладки 4. Благодаря расположению АЭ 6 со смещением тяговые свойства ленты при ее монтаже на конвейер достаточны для исключения срыва обкладок. 1 з.п. ф-лы, 2 ил.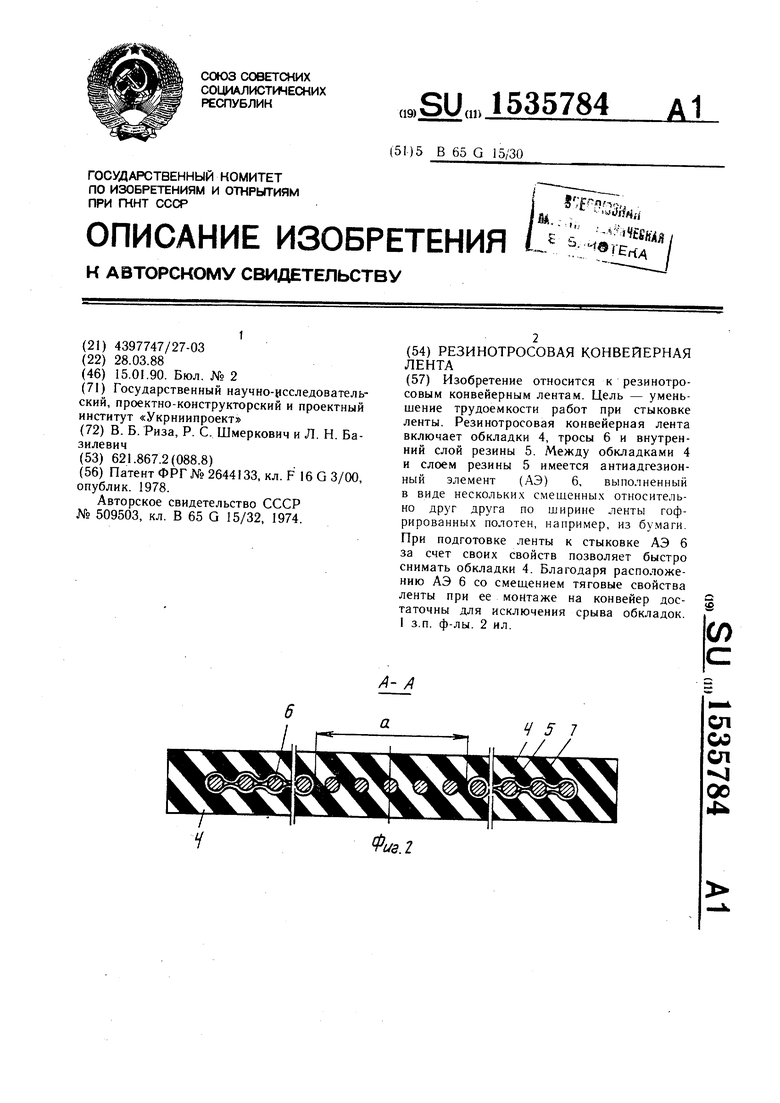
| СИСТЕМА И СПОСОБ ДЛЯ ПРЕДОСТАВЛЕНИЯ ОБЪЕКТА, ЧЕРЕЗ КОТОРЫЙ ИСПОЛЬЗУЕТСЯ УСЛУГА | 2014 |
|
RU2644133C2 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| Конвейерная лента | 1974 |
|
SU509503A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
