Изобретение относится к станкот строению и может быть использовано при производстве поршневых колец для двигателей внутреннего сгорания.
Целью изобретения является снижение брака поршневых колец
Цель достигается тем, что в устройстве для загрузки поршневых колец, содержащем гильзу-притир, расположенную в рабочей позиции соосно с узлом обжима, снабженным формирующей . поверхностью, гильза-притир и корпус узла обжима выполнены взаимосопря- гаемыми по выступам и впадинам,размещенным на встречных торцах.
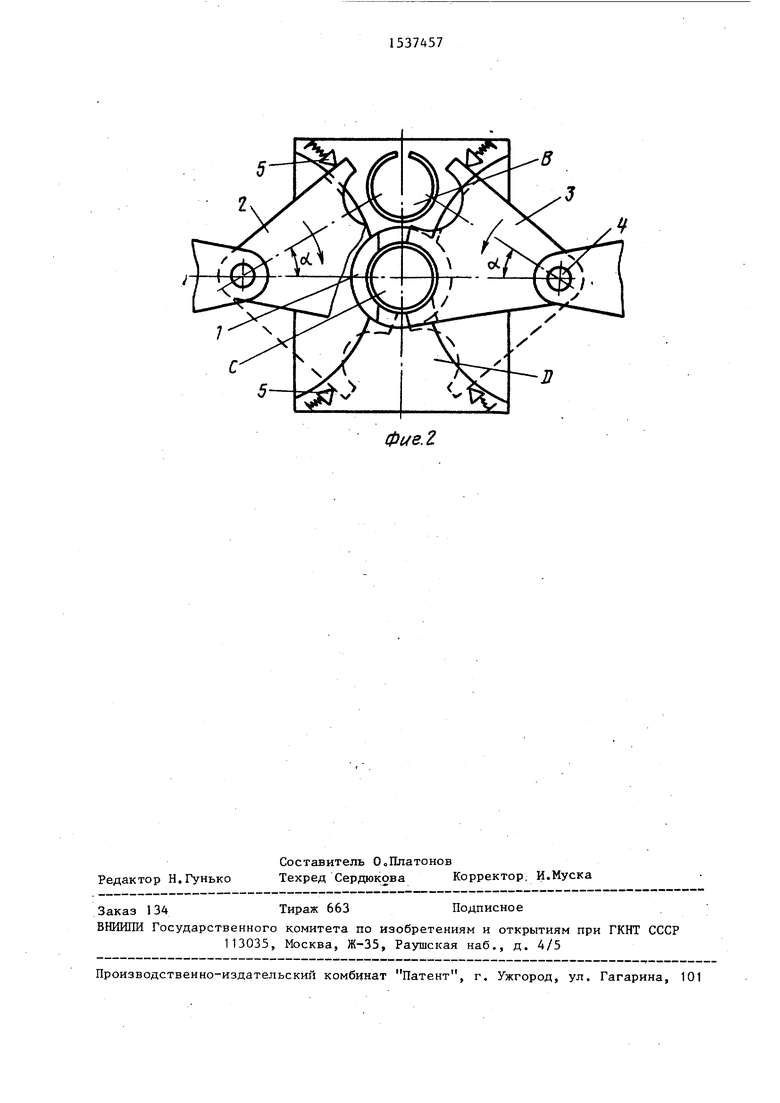
На фиг.1 изображено предлагаемое устройство, вид сбоку; на фиг,2 - то же, в плане.
Устройство содержит гильзу-притир 1, узел обжима, образованный поворотными рычагами 2 и 3, установлен- | ными на осях 4. Крайние положения рычагов фиксируются регулируемыми упорами 5. Возвратно-поступательное перемещение колец в гильзе-притире в процессе их обработки осуществляется толкателями 6 и 7.
На встречных торцах гильзы-притира 1 и узла обжима 2, 3 выполнены выступы 8 и впадины 9, которые взаимосопряжены в рабочей позиции по линиям А, а сами выступы и впадины снабжены заходными фасками. Высота фасок на торцах выступов гильзы-при- , тира и узла обжима больше максимально возможного смещения их рабочих поверхностей.
Внутренние диаметры гильзы-притира
в гильзу-притир 1 о При этом кольца 10 входят в гильзу-притир 1 участками контура, соответствующими выступам гильзы, а затем, базируясь на этих участках как на опорных, - всем контуром.
С помощью толкателей 6 и 7 кольцам сообщается возвратно-поступательное
20
1 и формирующего отверстия узла обжи- ю движение и производится их обработка, ма 2, 3 одинаковы и расточены по номинальному диаметру обрабатываемых поршневых колец 100
Устройство работает следующим образом.
Пакет поршневых колец 10, подлежащих обработке, установлен в зоне В. Синхронным поворотом рычагов 2 и
3(левого по часовой стрелке, правого против) пакет колец 10 захватывается формирующими поверхностями рычагов и при их повороте вокруг осей
4до упоров 5 на угол &6 переносится в загрузочную зону Со
При этом происходит соосное совмещение узла обжима 2, 3 с гильзой- притиром 1, а поршневые кольца 10 обжаты до номинального размера. Выступы 8 на гильзе-притире 1 взаимосопряжены с впадинами 9 на встречном торце узла обжима по ломаной линии, образованной плоскостями А. Создается таким образом общая для обоих узлов переходная поверхность, по которой пакет колец 10 толкателем 6 подается
Вторая пара формирующих поверхностей рычагов 2 и 3 при этом находится в зоне D, готовая принять следующую стопку поршневых колец. J5 После окончания обработки пакет колец 10 подается из гильзы-притира 1 толкателем 7 в узел обжима и поворотом захватов вокруг осей 4.на переносится в зону В. Второй пакет поршневых колец (из зоны D) при этом поступает в зону С. Таким образом достигается беспрерывность технологического процесса.
25 Формула изобретения
Устройство для загрузки поршневых колец в гильзу-притир, расположенную в рабочей позиции соосно с уз- 30 лом обжима, отличающееся тем, что, с целью повышения качества поршневых колец, встречные сопрягаемые поверхности гильзы-притира и корпуса узла обжима выполнены ступенчатыми в виде выступов и впадин.
в гильзу-притир 1 о При этом кольца 10 входят в гильзу-притир 1 участками контура, соответствующими выступам гильзы, а затем, базируясь на этих участках как на опорных, - всем контуром.
С помощью толкателей 6 и 7 кольцам сообщается возвратно-поступательное
движение и производится их обработка,
Вторая пара формирующих поверхностей рычагов 2 и 3 при этом находится в зоне D, готовая принять следующую стопку поршневых колец. После окончания обработки пакет колец 10 подается из гильзы-притира 1 толкателем 7 в узел обжима и поворотом захватов вокруг осей 4.на переносится в зону В. Второй пакет поршневых колец (из зоны D) при этом поступает в зону С. Таким образом достигается беспрерывность технологического процесса.
Формула изобретения
Устройство для загрузки поршневых колец в гильзу-притир, расположенную в рабочей позиции соосно с уз- лом обжима, отличающееся тем, что, с целью повышения качества поршневых колец, встречные сопрягаемые поверхности гильзы-притира и корпуса узла обжима выполнены ступенчатыми в виде выступов и впадин.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки поршневых колец | 1982 |
|
SU1013223A1 |
| Устройство для обработки поршневых колец | 1985 |
|
SU1292968A1 |
| Способ наружного хонингования пакетов поршневых колец и устройство для его осуществления | 1989 |
|
SU1668108A1 |
| Притир для обработки поршневых колец | 1980 |
|
SU921801A1 |
| Способ притирки поршневых колец по наружной поверхности | 1980 |
|
SU944891A1 |
| Устройство для притирки | 1985 |
|
SU1357200A1 |
| Устройство для обработки штучных заготовок | 1988 |
|
SU1537343A1 |
| ДВИГАТЕЛЬ ДВУХВАЛЬНЫЙ ПОРШНЕВОЙ С ДВУХСТОРОННИМИ РАБОЧИМИ ХОДАМИ | 2011 |
|
RU2478794C2 |
| Устройство для притирки поршневых колец | 1985 |
|
SU1256932A1 |
| Устройство для наружного хонингования поршневых колец | 1979 |
|
SU776891A1 |
Изобретение относится к станкостроению и может быть использовано при производстве поршневых колец. Цель изобретения - повышение качества за счет снижения брака поршневых колец при передаче их из узла обжима в гильзу-притир. Пакет поршневых колец захватывается формирующими поверхностями поворотных рычагов 2 и 3 и синхронным поворотом вокруг осей 4 на угол α переносится в загрузочную зону C. Происходит обжим поршневых колец до номинального размера и при этом соосное совмещение узла обжима с гильзой-притиром 1. Выступы 8 на торце гильзы-притира взаимосопряжены с впадинами на встречном торце узла обжима. Создается общая для обоих узлов переходная поверхность, по которой поршневые кольца 10 толкателем 6 подаются в гильзу-притир 1. Толкатели 6 и 7 сообщают поршневым кольцам возвратно-поступательное движение, необходимое для обработки. После окончания обработки поршневые кольца 10 подаются толкателем 7 из гильзы-притира 1 в узел обжима, а затем поворотом рычагов 2 и 3 вокруг осей 4 выводятся из зоны обработки. 2 ил.
фие. 1
s
Фие.2
| Устройство для наружного хонингования пакетов поршневых колец | 1973 |
|
SU517473A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
