Изобретение относится к машиностроению и может быть использовано для автоматической загрузки коротко- мерными деталями токарных автоматов продольного точения.
Целью изобретения является повышение надежности работы устройства за счет сокращения числа приводных элементов конструкции,,
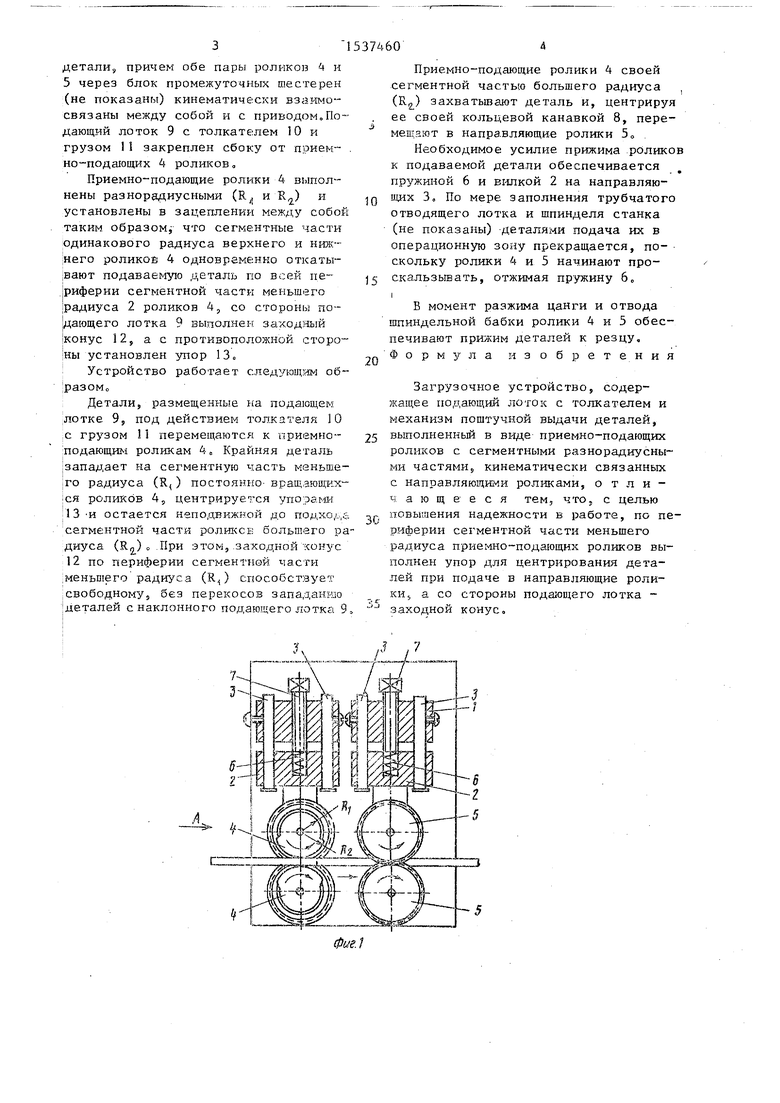
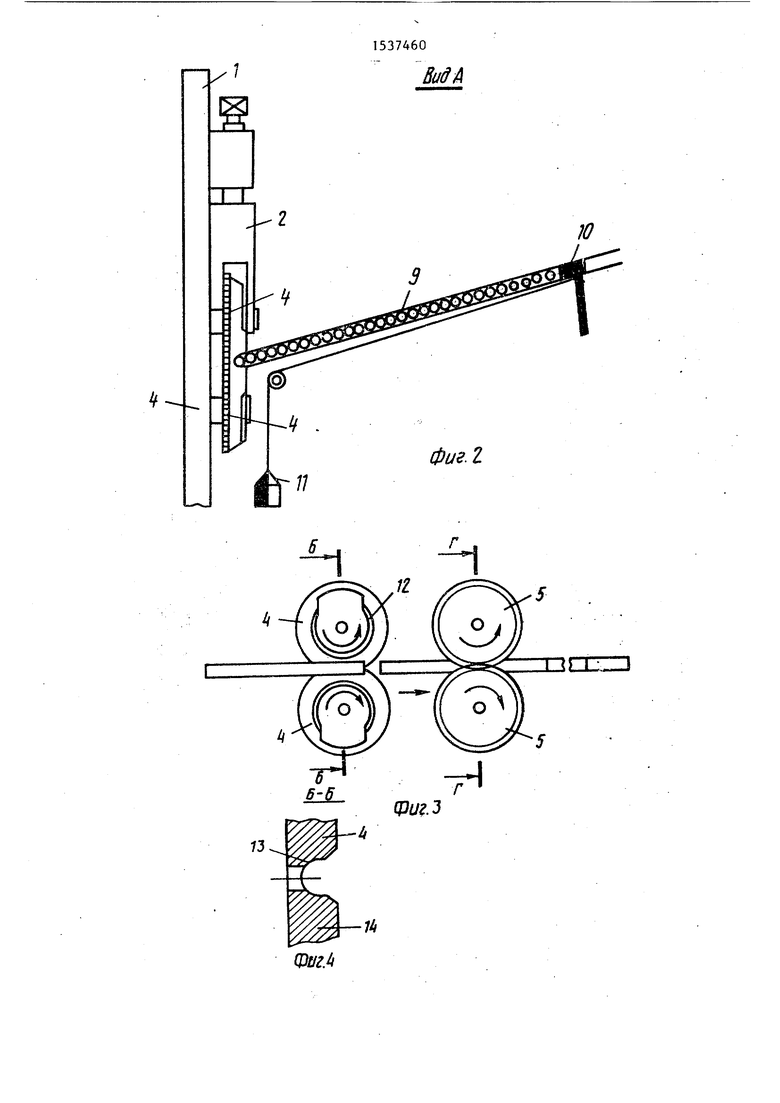
На фиг.1 изображено устройство, общий вид; на фиг.2 - вид А на фиг„1} на фигоЗ - рабочий момент западания детали в приемно-подающие ролики; на фиг.4 - разрез Б-Б на фиг03; на
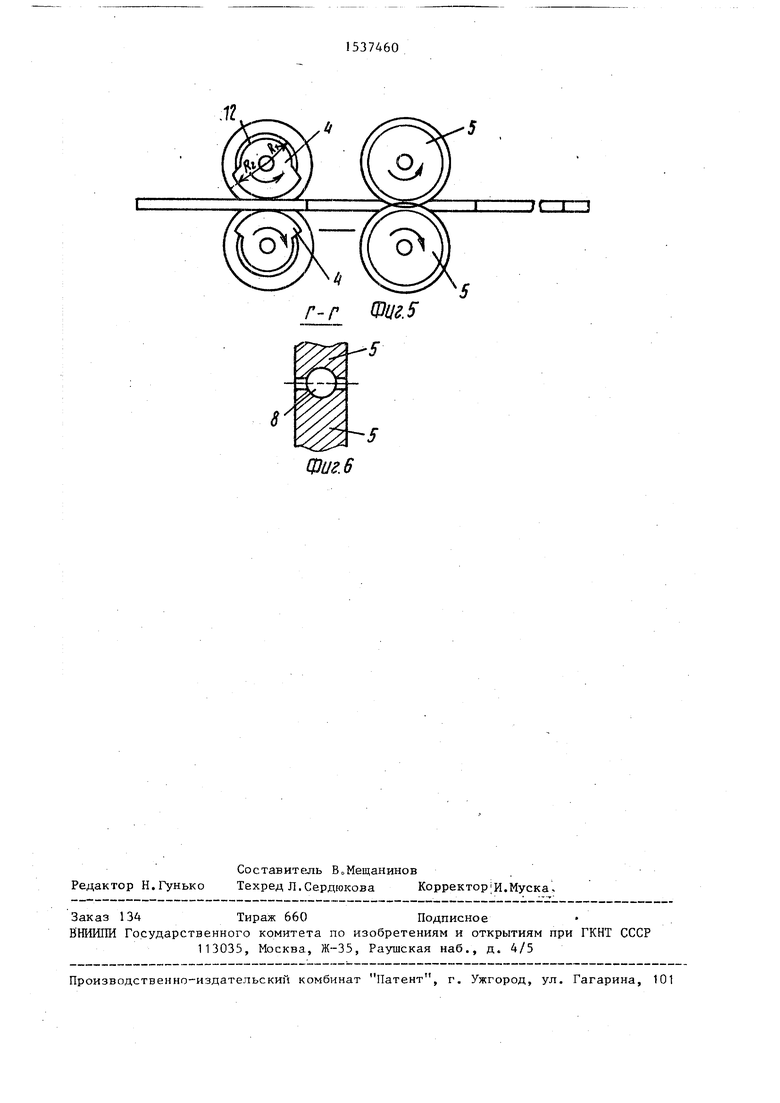
фиг.5 - рабочий момент подачи детали приемно-подающими роликами; на фиг о 6 - разрез Г-Г на фиг.3„
Загрузочное устройство содержит корпус 1, вилки 2 на направляющих 3, приемно-подающие 4 и направляющие 5 ролики. Верхние ролики 4 и 5 (фиг.1) закреплены на вилках 2 и подпружине- ны пружиной 6 относительно корпуса 1. Усилие прижима регулируется винтом 7. Приемно-подающие 4 и направляющие 5 ролики выполнены в виде шестерен с неполным защемлением, имеющих кольцевые канавки 8 (фиг.6) по профилю
детали, причем обе пары роликов 4 и 5 через блок промежуточных шестерен (не показаны) кинематически взаимосвязаны между собой и с приводом.Подающий лоток 9 с толкателем 10 и грузом 11 закреплен сбоку от поием- но-подающих 4 роликов,
Приемно-подающие ролики 4 выполнены разнорадиусными (R и Н) и установлены в зацеплении между собой таким образом, что сегментные «сти одинакового радиуса верхнего и нижнего роликов 4 одновременно откатывают подаваемую деталь по периферии сегментной части меньшего радиуса 2 роликов 4, со стороны по- дагощего лотка 9 выполне. заходный конус 12, ас противоположной стороны установлен упор 13.
Устройство работает следующим образом.
Детали, размещенные на подающее лотке 9, под действием толкателя JO с грузом 11 перемещаются к ьриемно- подающим роликам 4 е Крайняя де галь западает на сегментную асть меньшего радиуса (R) постоянно вращающихся роликов 4 5 центрируемся упоэами 13 и остается неподвижной до подхо/ ,ч сегментной частя роликеt большего радиуса (R) о При этом, заходной шнус 12 по периферии сегментной части меньшего радиуса (R,) способствуем свободному, без перекосов западан о деталей с наклонного подающего лотка 9
5
0
Приемно-подающие ролики 4 своей сегментной частью большего радиуса , (R) захватывают деталь и, центрируя ее своей кольцевой канавкой 8, пере- мешзют в направляющие ролики 50
Необходимое усилие прижима роликов к подаваемой детапи обеспечивается пружиной 6 и вилкой 2 на направляющих 3, По мере заполнения трубчатого отводящего лотка и шпинделя станка (не показаны) деталями подача их в операционную зону прекращается, поскольку ролики 4 и 5 начинают проскальзывать, отжимая пружину 6„
i
В момент разжима цанги и отвода
шпиндельной бабки ролики 4 и 5 обеспечивают прижим деталей к резцу. Форм у л а изобретения
Загрузочное устройство, содержащее подающий логок с толкателем и механизм поштучной выдачи деталей, 5 выполненный в виде приемно-подающих роликов с сегментными разнорадиусными частями, кинематически связанных с направляющими роликами, о т л и - т- ающееся тем, что, с целью товыгиения надежности в работе, по пе- рчЛерии сегментной части меньшего радиуса приемно-подающих роликов выполнен упор для центрирования деталей при подаче в направляющие роли- ки5 а со стороны подающего лотка - эаходной конус о
0
| название | год | авторы | номер документа |
|---|---|---|---|
| Магазинное загрузочное устройство | 1978 |
|
SU742104A1 |
| Устройство для поштучной выдачи деталей | 1979 |
|
SU781019A1 |
| Загрузочное устройство | 1980 |
|
SU891325A1 |
| УСТРОЙСТВО ДЛЯ ЗАХВАТА И УСТАНОВКИ ДЕТАЛЕЙ | 1991 |
|
RU2010692C1 |
| Устройство для подачи деталей | 1977 |
|
SU701758A1 |
| Устройство для поштучной подачи деталей | 1986 |
|
SU1366350A1 |
| Роторный автомат питания | 1987 |
|
SU1524988A1 |
| Автомат для сборки хомута из ленты | 1972 |
|
SU562358A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для подачи деталей | 1987 |
|
SU1425040A1 |
Изобретение относится к машиностроению и может быть использовано для автоматической загрузки короткомерными деталями токарных автоматов продольного точения. Целью изобретения является повышение надежности работы устройства за счет сокращения числа приводных элементов конструкции. Детали с наклонного подающего лотка подаются сбоку в постоянно вращающиеся приемно-подающиеся ролики 4, выполненные с разнорадиусными сегментными частями (R1 и R2) и имеющие по периферии сегментной части меньшего радиуса (R1) упор для центрирования деталей и заходной конус, способствующий свободному, без перекосов западанию деталей с наклонного лотка. Приемно-подающие ролики 4, кинематически связанные с направляющими роликами 5 и приводом, установлены таким образом, что обеспечивают поштучную подачу деталей путем выталкивания их симметрично расположенными сегментными частями больших радиусов (R2) верхнего и нижнего роликов 4 в направляющие ролики 5. Необходимый прижим роликов 4 и 5 обеспечивается регулируемыми пружинами 6 и вилками 2 верхних роликов 4 и 5, установленными на направляющих 3 корпуса 1. При заполнении шпинделя и трубчатого отводящего лотка деталями ролики 4 и 5, проскальзывают отжимая пружины 6. 6 ил.
l-гпф
V№
к-
Фиг. 6
| УСТРОЙСТВО ДЛЯ СОРТИРОВКИ ИГЛ | 1937 |
|
SU56452A1 |
