Фие.1
Изобретение относится к конструкции устройств для манипулирования и межоперационной транспортировки обрабатываемых деталей на оборудовании различного технологического назначения, например, для поиска и захватывания несориентированных деталей вращения, собранных под сварку в межэлектродном пространстве машины для точ- ной сварки.
Целью изобретения является повышение производительности за счет сокращения времени ориентации захвата с деталью относительно технологического оборудования.
На фиг. 1 изображена захватная головка, общий вид; на фиг. 2 закрепление выходного звена манипулятора.
качание захвата 4 на шарнире Гука, содержащем вилку 7, крест 8 и вилку 9. Одновременно поступает команда на технологическое оборудование 11 на сжатие клещей в режиме наладки. При достижении расчетного усилия сжатия происходит ориентация детали 10 относитель- но сварочных клещей. По окончании самоустановки на золотник 6 поступает команда на перекрытие каналов сообщений гидроцилиндров, фиксируя штоками 3 поршней адаптированное пространственное положение захвата k с зажатой в нем деталью 10, после чего поступает команда на начало рабочего цикла.
Окончание процесса ориентирования . может определяться либо заданной выдержкой времени, либо с помощью дат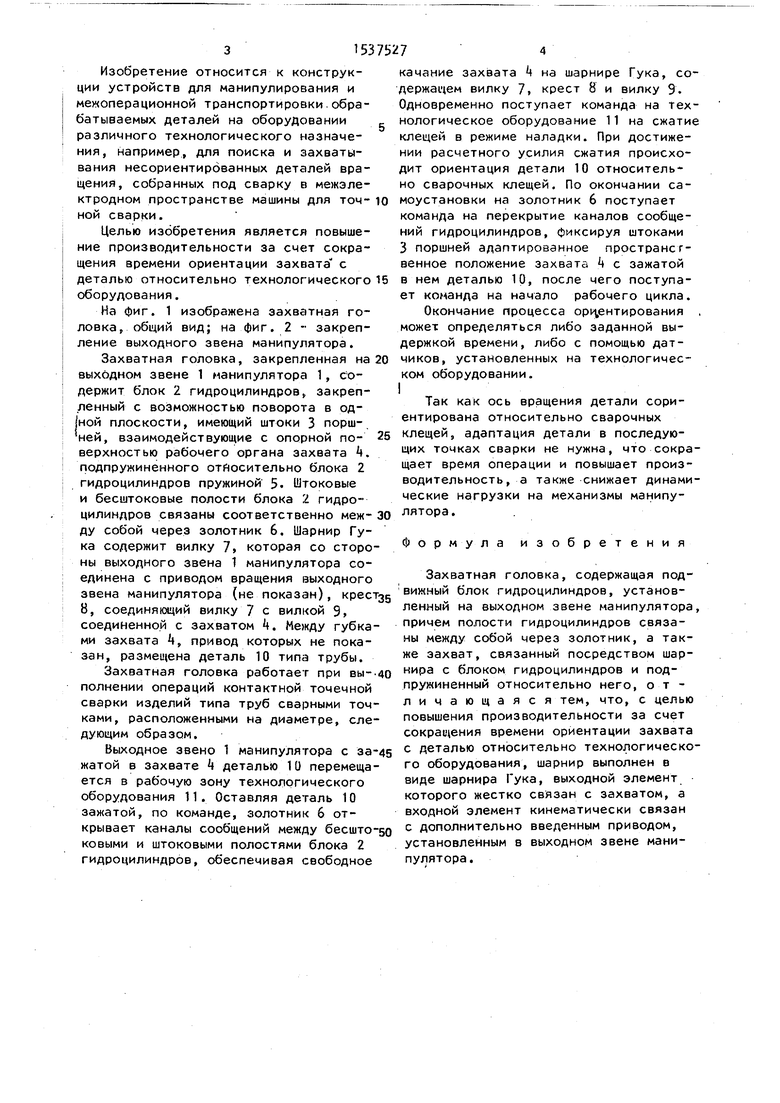
| название | год | авторы | номер документа |
|---|---|---|---|
| Запястье манипулятора | 1987 |
|
SU1433796A1 |
| Манипулятор | 1972 |
|
SU446411A2 |
| Манипулятор | 1982 |
|
SU1045992A1 |
| ГИДРОЦИЛИНДР ДВОЙНОГО ДЕЙСТВИЯ | 1991 |
|
RU2022732C1 |
| Сборочно-захватная головка манипулятора | 1984 |
|
SU1191281A1 |
| Установка для раскряжевки лесоматериалов | 1985 |
|
SU1362618A1 |
| Модуль для автоматизированной листовой штамповки | 1989 |
|
SU1708477A1 |
| Захватная головка манипулятора | 1988 |
|
SU1572806A1 |
| Вакуумный захватный орган | 1986 |
|
SU1386446A1 |
| Захват робота | 1980 |
|
SU889422A1 |
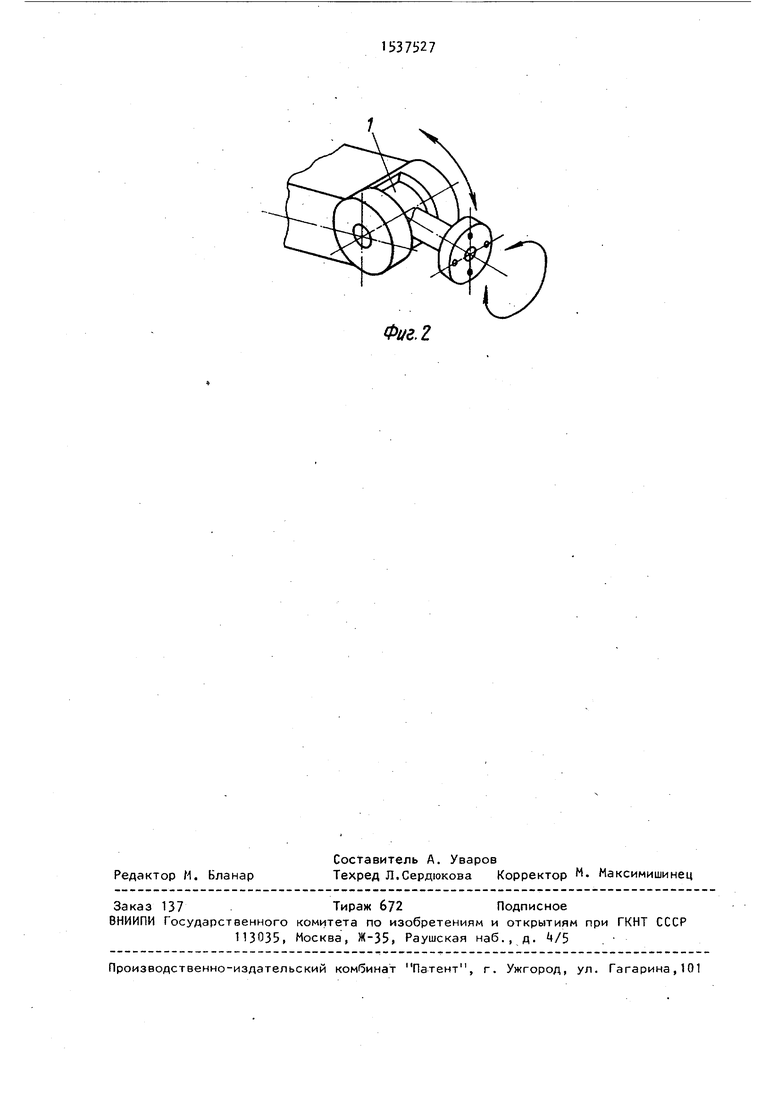
Изобретение относится к конструкциям устройств для манипулирования и межоперационной транспортировки обрабатываемых деталей на оборудовании различного технологического назначения, например поиска и захватывания несориентированных деталей вращения, собранных под сварку в межэлектронном пространстве машины для точечной сварки. Целью изобретения является повышение производительности за счет сокращения времени ориентации захвата с деталью относительно технологического оборудования. При сжатии сварочных клещей технологического оборудования 11 в режиме наладки происходит ориентация свариваемых деталей 10 относительно сварочных клещей. Штоковые полости блока 2 гидроцилиндров соединены между собой золотником 6. По окончании ориентации детали 10 золотник 6 перекрывает каналы сообщения между гидроцилиндрами и осуществляется фиксация захвата 4. Шарнир Гука обеспечивает вращение зажатой детали 10 относительно сварочных клещей от дополнительного привода, установленного на выходном звене 1 манипулятора. 2 ил.
Захватная головка, закрепленная на 20 чиков, установленных на технологичес25
выходном звене 1 манипулятора 1, содержит блок 2 гидроцилиндров, закрепленный с возможностью поворота в од- |ной плоскости, имеющий штоки 3 порш- ней, взаимодействующие с опорной поверхностью рабочего органа захвата Ц. подпружиненного относительно блока 2 гидроцилиндров пружиной 5. Штоковые и бесштоковые полости блока 2 гидроцилиндров связаны соответственно меж-30 ду собой через золотник 6. Шарнир Гука содержит вилку 7, которая со стороны выходного звена 1 манипулятора соединена с приводом вращения выходного
ком оборудовании.
I
Так как ось вращения детали сориентирована относительно сварочных клещей, адаптация детали в последующих точках сварки не нужна, что сокра щает время операции и повышает произ водительность, а также снижает динами ческие нагрузки на механизмы манипулятора.
Формула изобретения Захватная головка, содержащая под
звена манипулятора (не показан), крест35 ви«ный блок гидроцилиндров, установ8, соединяющий вилку 7 с вилкой 9, соединенной с захватом 4. Между губками захвата А, привод которых не показан, размещена деталь 10 типа трубы.
ленный на выходном звене манипулятора причем полости гидроцилиндров связаны между собой через золотник, а так же захват, связанный посредством шар
Захватная головка работает при вы-.40 нира с блоком гидроцилиндров и подпружиненныи относительно него, отличающаяся тем, что, с целью повышения производительности за счет сокращения времени ориентации захват
полнении операции контактной точечной сварки изделий типа труб сварными точками, расположенными на диаметре, следующим образом.
Выходное звено 1 манипулятора с 33-45 c Деталыо относительно технологическожатой в захвате k деталью 10 перемещается в рабочую зону технологического оборудования 11. Оставляя деталь 10 зажатой, по команде, золотник 6 отго оборудования, шарнир выполнен в виде шарнира Гука, выходной элемент которого жестко связан с захватом, а входной элемент кинематически связан
крывает каналы сообщений между бесшто-эд с дополнительно введенным приводом,
установленным в выходном звене манипулятора.
ковыми и штоковыми полостями блока 2 гидроцилиндров, обеспечивая свободное
ком оборудовании.
I
Так как ось вращения детали сориентирована относительно сварочных клещей, адаптация детали в последующих точках сварки не нужна, что сокращает время операции и повышает производительность, а также снижает динамические нагрузки на механизмы манипулятора.
Формула изобретения Захватная головка, содержащая подви«ный блок гидроцилиндров, установленный на выходном звене манипулятора, причем полости гидроцилиндров связаны между собой через золотник, а также захват, связанный посредством шарпружиненныи относительно него, отличающаяся тем, что, с целью повышения производительности за счет сокращения времени ориентации захвата
c Деталыо относительно технологическо
го оборудования, шарнир выполнен в виде шарнира Гука, выходной элемент которого жестко связан с захватом, а входной элемент кинематически связан
с дополнительно введенным приводом,
установленным в выходном звене манипулятора.
Фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| ( ЗАХВАТНАЯ ГОЛОВКА | |||
