/ 3,14-0,02-0,025-0, 42-0,03-10 3 35 / , QQ , - 0;025.6,5-0,5 . М/С 338 М/МИН
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования кругом из синтетических сверхтвердых материалов | 1988 |
|
SU1645104A1 |
| Способ глубинного шлифования | 1987 |
|
SU1542783A1 |
| Способ шлифования | 1990 |
|
SU1830334A1 |
| Способ глубинного шлифования цилиндрической детали | 1987 |
|
SU1426756A2 |
| Способ шлифования цилиндрической детали | 1987 |
|
SU1542782A1 |
| СПОСОБ ОБРАБОТКИ РАДИАЛЬНОЙ ТОРЦЕВОЙ КАНАВКИ НА ДЕТАЛИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2017 |
|
RU2648174C1 |
| Способ шлифования | 1989 |
|
SU1764953A1 |
| Адаптивная система управления шлифованием изделий сложной формы | 1982 |
|
SU1075232A1 |
| СПОСОБ ШЛИФОВАНИЯ | 1992 |
|
RU2021093C1 |
| Способ круглого шлифования | 1983 |
|
SU1117193A1 |
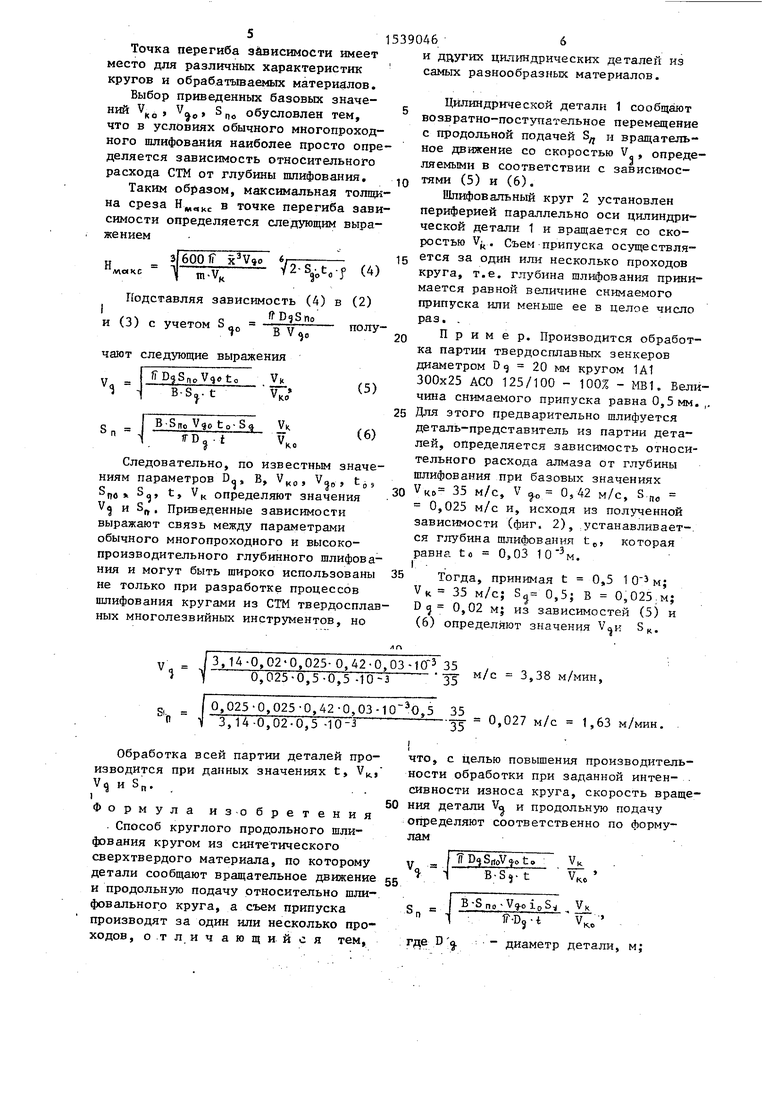
Изобретение относится к машиностроению, а именно к шлифованию кругами из синтетического сверхтвердого материала (СТМ) круглых деталей, совершающих вращательное и возвратно-поступательное движение, при котором съем припуска осуществляют за один или несколько проходов. Целью изобретения является повышение производительности шлифования при заданной интенсивности износа круга. Для этого предварительно шлифуют деталь-представитель из партии одинаковых деталей 1, определяют зависимость относительного расхода СТМ от глубины шлифования при заданных базовых значениях скорости вращения круга Vкро, скорости вращения детали Vдет продольной подачи Sпро и устанавливают базовую глубину шлифования, равную глубине шлифования в точке перегиба полученной зависимости. После чего обработку всей партии деталей ведут со скоростью вращения детали и продольной подачей, определяемых из соответствующих математических зависимостей. 2 ил.
&
0,025-0,025-0,42-0,03-10 30,5 35 ,. ,, .
3,14-0,02-0,5-10-3 35 ° °27 м/с 63 м/мин
Обработка всей партии деталей производится при данных значениях t, VK,
и sn .
i
Формула изобретения
Способ круглого продольного шлифования кругом из синтетического сверхтвердого материала, по которому детали сообщают вращательное движение и продольную подачу относительно шлифовального круга, а съем припуска производят за один или несколько проходов, о тличающийся тем,
что, с целью повышения производительности обработки при заданной интенсивности износа круга, скорость враще- кия детали Va и продольную подачу определяют соответственно по формулам
55
Vaa
7
базовые значения соответственно скорости вращения круга, скорости вращения детали и продольной подачи; - базовая глубина шлифования, м;
В
8)
t vb
а
высота круга, м; долевая продольная подача;
глубина шлифования, м; скорость вращения круга, м/с.
Фиг.1
| Лурье Г.Б | |||
| Прогрессивные методы круглого наружного шлифования | |||
| Л.: Машиностроение, 1984, с | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
