Изобретение относится к обработке металлов давлением, в частности к текнологическим смазочным шайбам для прессования (вьщавливания), и может быть использовано при производстве изделий из трудноДеформируемых металлов и сплавов.
Цель изобретения, - улучшение качества прессуемых изделий путем предотвращения образования разрывов на пресс-изделии за счет снижения неравномерности деформации металла в очаге и повьш1ение производительности путем исключения забивания матричного канала материалом технологической смазочной шайбы.
На фиг. 1 схематически изображена .предлагаемая технологическая смазоч ная шайба до прессованияj на фиг. 2 то же, во время прессования металла.
Технологическая смазочная шайба состоит из слоя 1 и сдоя 2 и располагается в контейнере 3 на матрице 4 При прессовании в технологической шайбе образуется плавная вогнуто-выпуклая воронка которая обеспечивает минимальную неравномерность -Истечения деформируемого металла 5.
Технологическая шайба, изготовленная из порошка смазочного материала, состоит из двух слоев одинаковой толщины, причем внутренний диаметр слоя, примыкающий к матрице, равен
диаметру канала матрицы, а ний диаметр другого слоя и толщина шайбы определяются следующим зависимостям:
rf 0,5 СРе ),
(0,02cL+ 0,08ot- 0,03),
L
.где d - внутренний диаметр слоя,
соприкасающегося с заготовко - общая высота смазочной шайбы Dg- диаметр входной части воронки матрицы;
d - диаметр канала матрицы; cL полуугол конусности воронки матрицьг.
Вьтолнение смазочных шайб в виде двух равнотолщинных слоев с различными внутренними диаметрами позволяет также полностью исключить забивание калибрующего канала материлом технологической шайбы.
Применение разработанной технологической шайбы при прессовании труднодеформируемого прецизионного сплава 71 ПО позволило получить качественные изделия в виде прутков диаметром 8 + 15 мм без трещин и разрывов. Вькод годного составил 70%. Прессования проводили на прессе 15 Мн из контейнера 080 мм.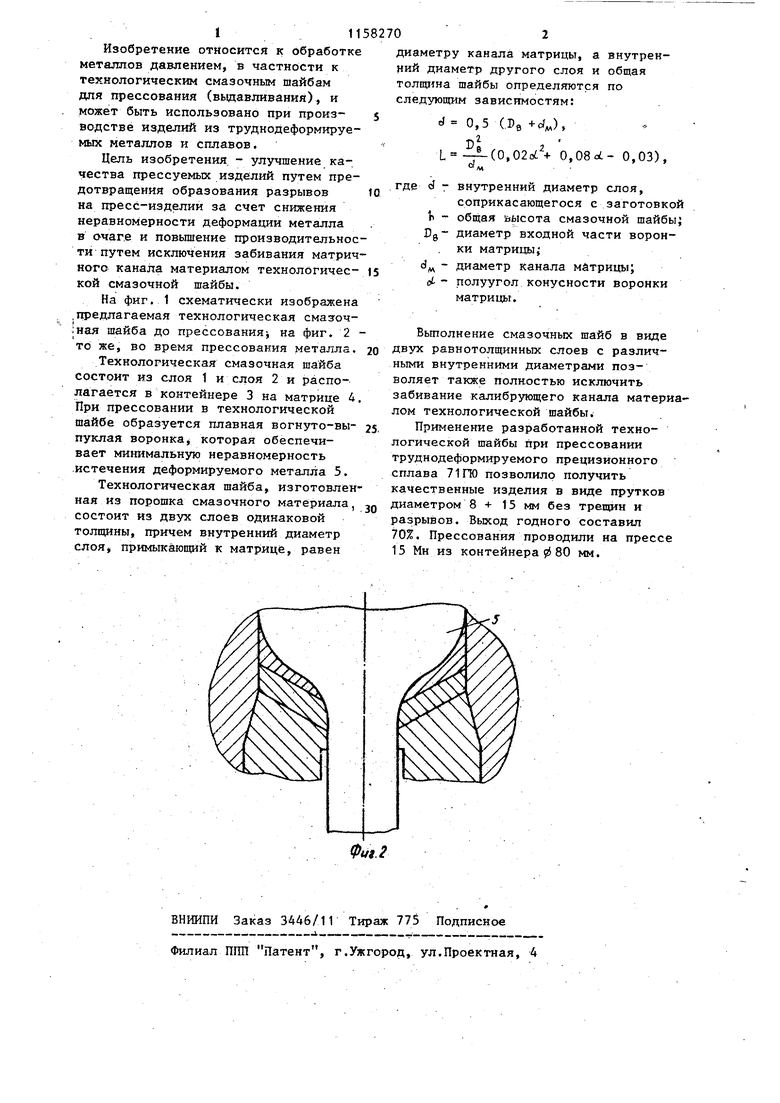
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горячего экструдирования порошкового металла | 1990 |
|
SU1704922A1 |
| Способ получения формообразующего инструмента для прессования | 1979 |
|
SU979005A1 |
| Способ изготовления труб изТРудНОдЕфОРМиРуЕМыХ СплАВОВ | 1979 |
|
SU845929A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ВНУТРЕННИМ ВИНТООБРАЗНЫМ ОРЕБРЕНИЕМ | 2014 |
|
RU2554261C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ ИЗ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МЕТАЛЛОВ И СПЛАВОВ | 2016 |
|
RU2650474C2 |
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329108C2 |
| Заготовка для прессования изделий преимущественно из труднодеформируемых и малопластичных прецизионных сплавов | 1989 |
|
SU1681996A1 |
| Матрица для прессования профилей | 1978 |
|
SU747556A1 |
| Способ горячего прессования труднодеформируемых сплавов | 2017 |
|
RU2668646C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ПОЛОГО ПРОФИЛЯ | 2012 |
|
RU2509617C1 |
СМАЗОЧНАЯ ШАЙБА ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ ИЗДЕЛИЙ, устанавливаемая на .конической воронке матрицы, состоящая из двух слоев с наружной пове жностью в виде усеченного конуса, с центральным отверстием и внутренней конической полостью, отличающаяся тем, что, с целью улучшения качества изделий и производительности, слои имеют одинаковую толщину, диаметр отверстия в слое, примыкающем к матрице, равен диаметру очка матрицы, диаметр отверстия в другом слое составляет d 0,5 (Dg ) , а общая толщина слоев составляет .i 33
| МАТРИЦА ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ МЕТАЛЛОВ | 0 |
|
SU264134A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
