СЛ
и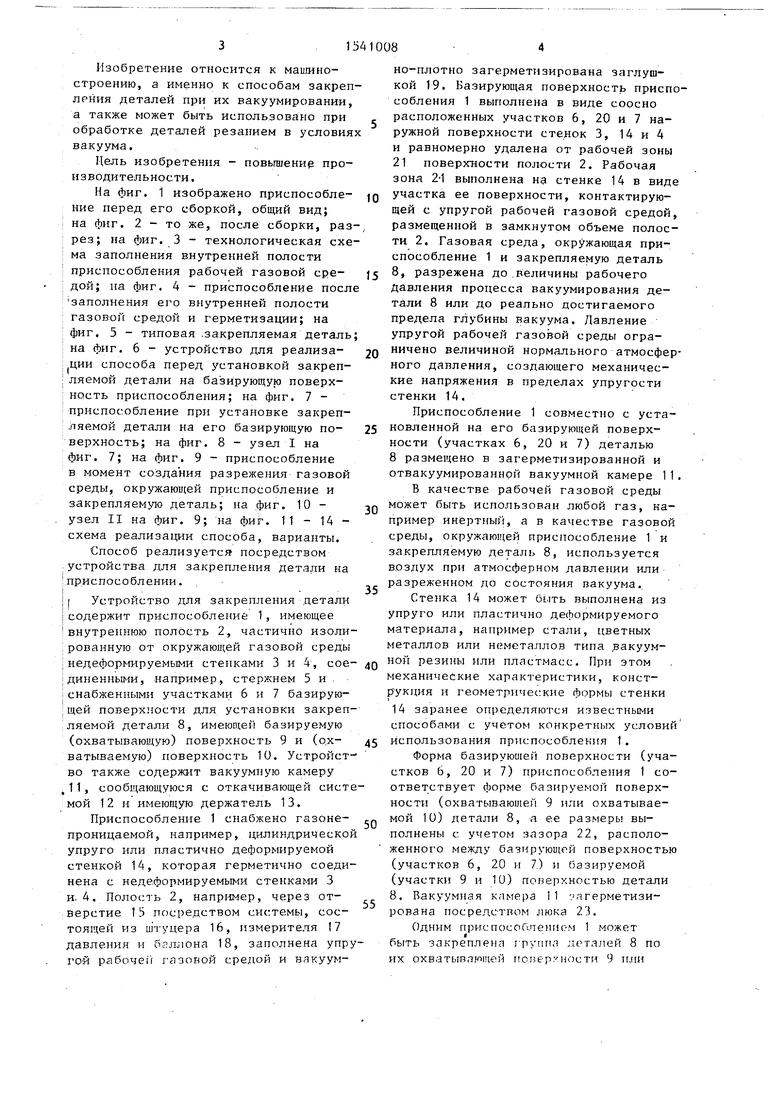
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБКАЯ АВТОМАТИЗИРОВАННАЯ СИСТЕМА БАЗИРОВАНИЯ | 2012 |
|
RU2495738C1 |
| СПОСОБ ФИКСАЦИИ НЕЖЕСТКОЙ ЗАГОТОВКИ СЛОЖНОГО ПРОФИЛЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2018 |
|
RU2701815C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО ПОЛУФАБРИКАТА ДЕТАЛИ ТИПА ОБЕЧАЙКИ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2228917C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СООСНЫХ ОТВЕРСТИЙ | 1999 |
|
RU2173242C2 |
| ОХЛАЖДАЮЩАЯ ТРУБА И СПОСОБ ЕЕ ИСПОЛЬЗОВАНИЯ | 2003 |
|
RU2296673C2 |
| ФОРМОВОЧНЫЙ ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ УСИЛЕННЫХ ВОЛОКНАМИ ДЕТАЛЕЙ | 2011 |
|
RU2577385C2 |
| СЪЕМНЫЙ ФИКСАТОР | 1970 |
|
SU278357A1 |
| Способ базирования цилиндрических деталей и устройство для его осуществления | 1978 |
|
SU738826A1 |
| Взрывная камера | 2015 |
|
RU2619545C1 |
| УСТАНОВКА ДЛЯ ГАЗОВОЙ ИЗОТЕРМИЧЕСКОЙ ФОРМОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2016 |
|
RU2621531C1 |
Изобретение относится к области машиностроения, а именно к способам закрепления деталей при их вакуумировании, а также может быть использовано при обработке деталей резанием в условиях вакуума. Изобретение позволяет повысить производительность путем совмещения закрепления деталей с их вакуумированием. В приспособлении 1 выполнена полость 2, изолированная от окружающей среды с недеформируемыми стенками 3, 4 с вакуумноплотными базирующими участками 6, 7 и деформируемой стенкой 14. Полость 2 заполняется рабочей газовой средой под давлением не менее атмосферного и герметизируется. Затем на приспособление 1 устанавливается деталь и они помещаются в вакуумную камеру, где в результате перепада давлений происходит деформация стенки 14 и закрепление детали. 14 ил.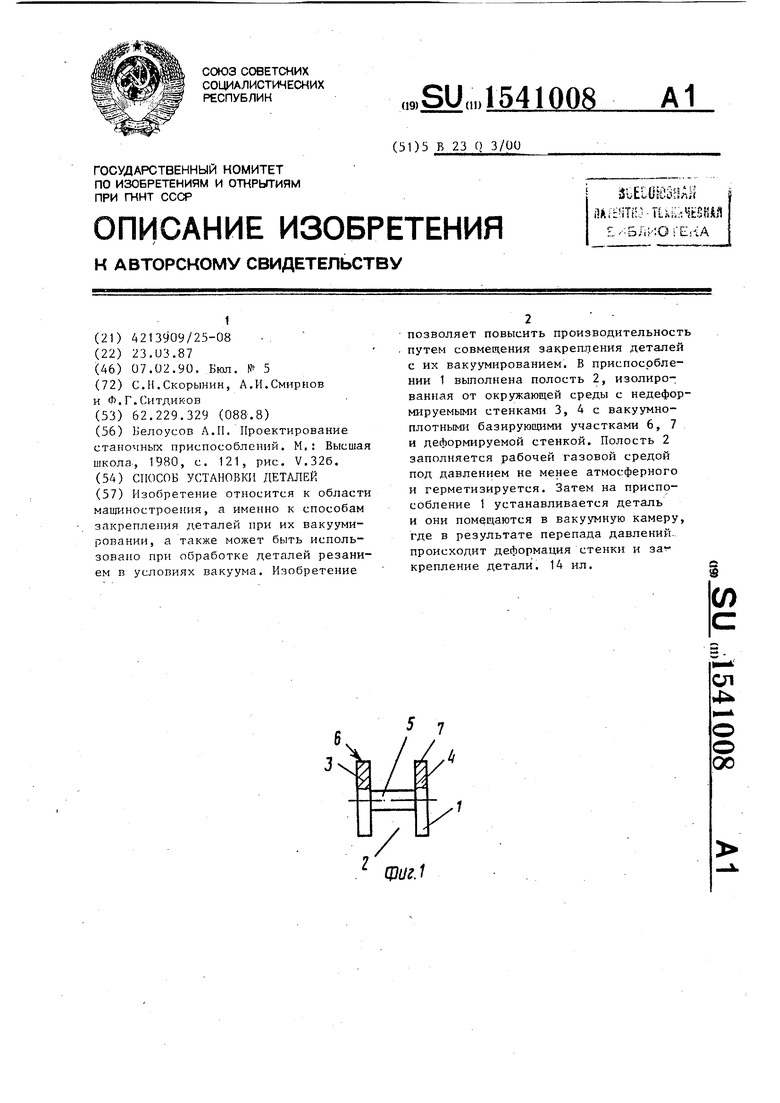
/,
А
/
оо
Изобретение относится к машиностроению, а именно к способам закрепления деталей при их вакуумировании, а также может быть использовано при обработке деталей резанием в условиях вакуума.
Цель изобретения - повышение производительности .
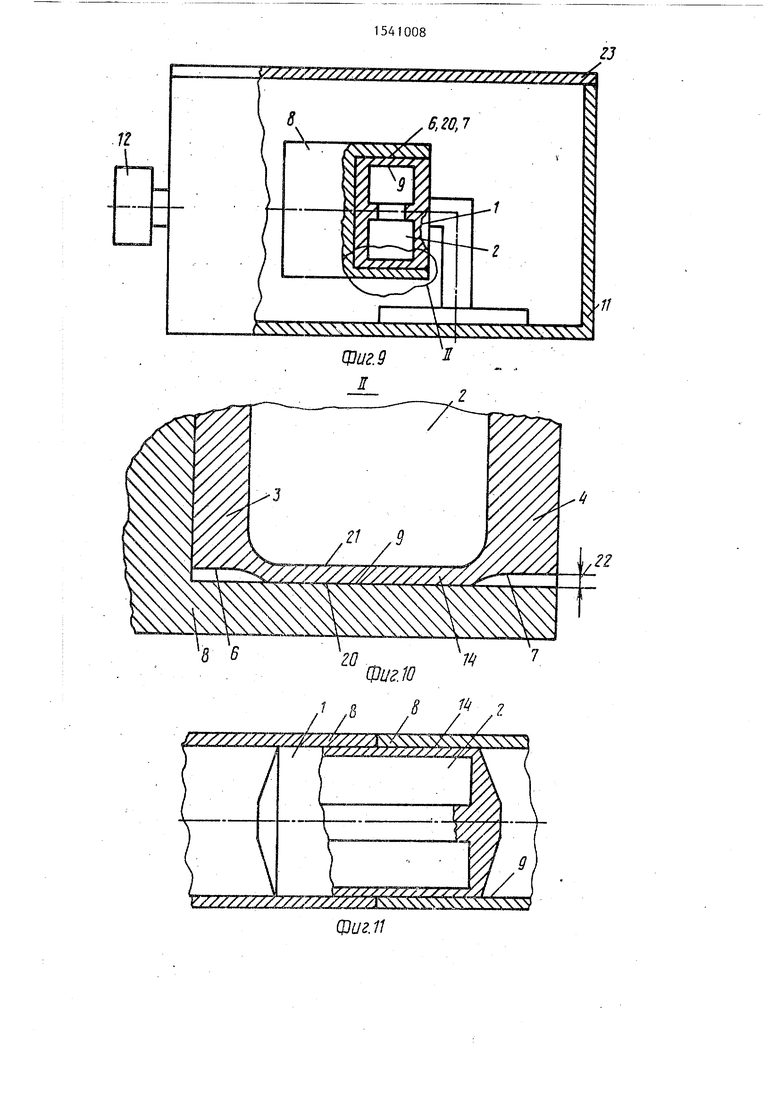
На фиг. 1 изображено приспособле- ние перед его сборкой, общий вид; на фиг. 2 - то же, после сборки, разрез; на фиг. 3 - технологическая схема заполнения внутренней полости приспособления рабочей газовой ере- дои; на фиг. 4 - приспособление после заполнения его внутренней полости газовой средой и герметизации; на фиг. 5 - типовая закрепляемая деталь; на фиг. 6 - устройство для реализа- ции способа перед установкой закрепляемой детали на базирующую поверхность приспособления; на фиг. 1 - приспособление при установке закрепляемой детали на его базирующую по- верхность; на фиг. 8 - узел I на фиг. 7; на фиг. 9 - приспособление в момент создания разрежения газовой среды, окружающей приспособление и закрепляемую деталь; на фиг. 10 - узел II на фиг. 9; на фиг. 11 - 14 - схема реализации способа, варианты.
Способ реализуется посредством устройства для закрепления детали на приспособлении.
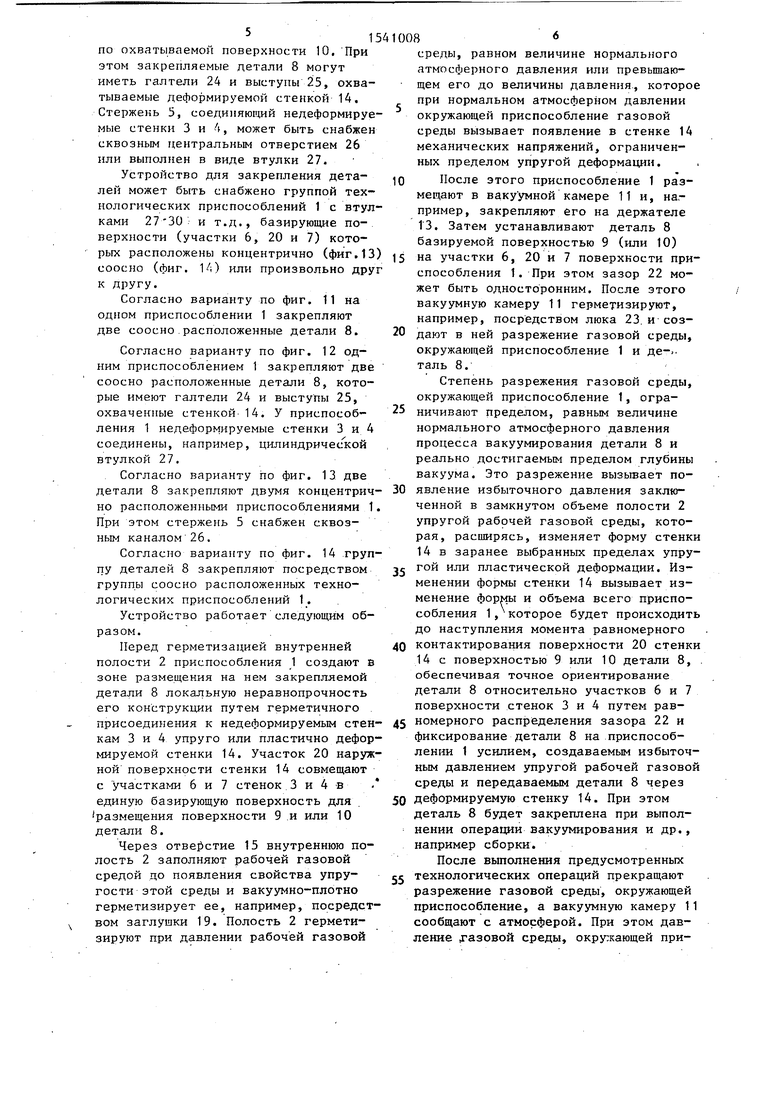
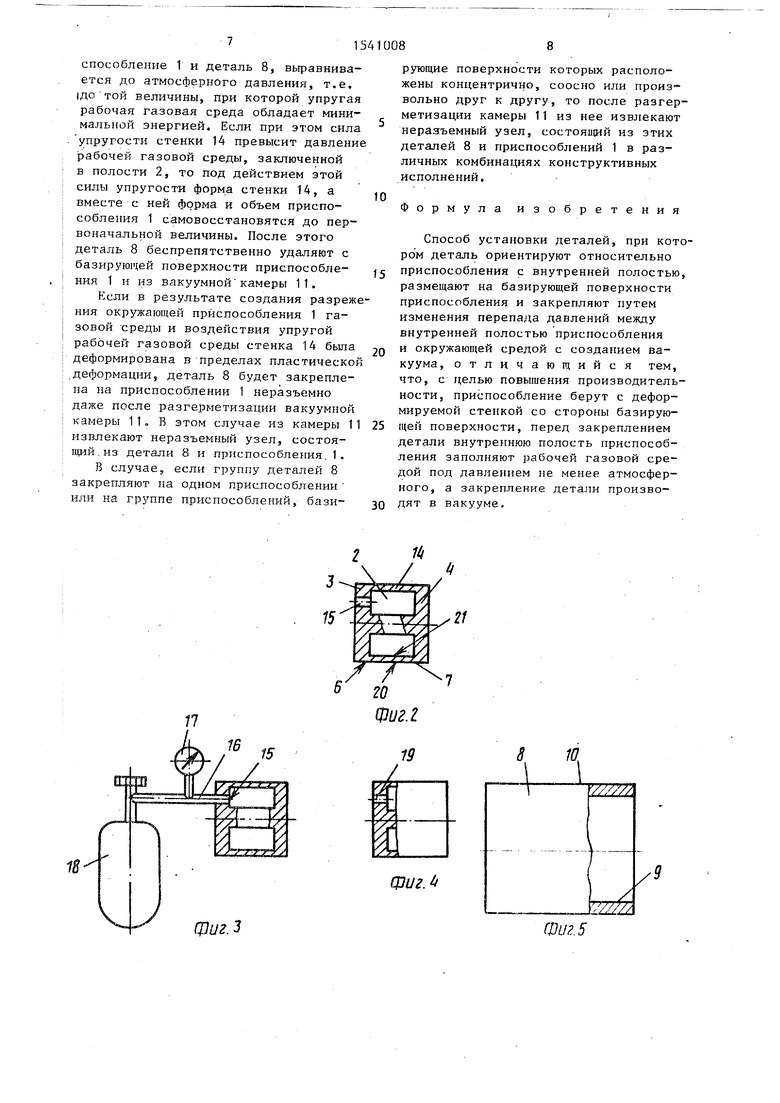
I Устройство для закрепления цетали содержит приспособление 1, имеющее внутреннюю полость 2, частично изолированную от окружающей газовой среды недеформируемыми стенками 3 и 4, сое- диненными, например, стержнем 5 и снабженными участками 6 и 7 базирующей поверхности для установки закрепляемой детали 8, имеющей базируемую (охватывающую) поверхность 9 и (ох- ватываемую) поверхность 10. Устройст- во также содержит вакуумную камеру 11, сообщающуюся с откачивающей системой 12 и имеющую держатель 13.
Приспособление 1 снабжено газоне- проницаемой, например, цилиндрической упруго или пластично деформируемой стенкой 14, которая герметично соединена с недеформируемыми стенками 3 и 4. Полость 2, например, через от- верстие 15 посредством системы, состоящей из штуцера 16, измерителя 17 давления и Галлона 18, заполнена упругой рабочей гачовой средой и вакуумно-плотно загерметизирована заглушкой 19. Базирующая поверхность приспособления 1 выполнена в виде соосно расположенных участков 6, 20 и 7 наружной поверхности стенок 3, 14 и 4 и равномерно удалена от рабочей зоны 21 поверхности полости 2. Рабочая зона 2-1 выполнена на стенке 14 в виде участка ее поверхности, контактирующей с упругой рабочей газовой средой, размещенной в замкнутом объеме полости 2. Газовая среда, окружающая приспособление 1 и закрепляемую деталь 8, разрежена до величины рабочего Давления процесса вакуумирования детали 8 или до реально достигаемого предела глубины вакуума. Давление упругой рабочей газовой среды ограничено величиной нормального атмосферного давления, создающего механические напряжения в пределах упругости стенки 14.
Приспособление 1 совместно с установленной на его базирующей поверхности (участках 6, 20 и 7) деталью 8 размещено в загерметизированной и отвакуумированной вакуумной камере 11
В качестве рабочей газовой среды может быть использован любой газ, например инертный, а в качестве газовой среды, окружающей приспособление 1 и закрепляемую деталь 8, используется воздух при атмосферном давлении или разреженном до состояния вакуума.
Стенка 14 может онть выполнена из упруго или пластично деформируемого материала, например стали, цветных металлов или неметаллов типа вакуум- нон резины или пластмасс. При этом механические характеристики, конструкция и геометрические Лормы стенки 14 заранее определяются известными способами с учетом конкретных условий использования приспособления 1.
Форма базирующей поверхности (участков Ь, 20 и 7) приспособления 1 соответствует форме базируемой поверхности (охватывающей 9 или охватываемой 10) детали 8, а ее размеры выполнены с учетом зазора 22, расположенного между базирующей поверхностью (участков 6, 20 и 7) и базируемой (участки 9 и 10) поверхностью детали 8. Вакуумная камера И - герметизирована посредством люка 24.
Одним приспосоипенис-м 1 может быть закреплена ip/пгм деталей 8 по их охватывлющей ненервности 9 нпи
э154
по охватываемой поверхности 10. При этом закрепляемые детали 8 могут иметь галтели 24 и выступы 25, охватываемые деформируемой стенкой 14. Стержень 5, соединяющий недеформируемые стенки 3 и А, может быть снабжен сквозным центральным отверстием 26 или выполнен в виде втулки 27.
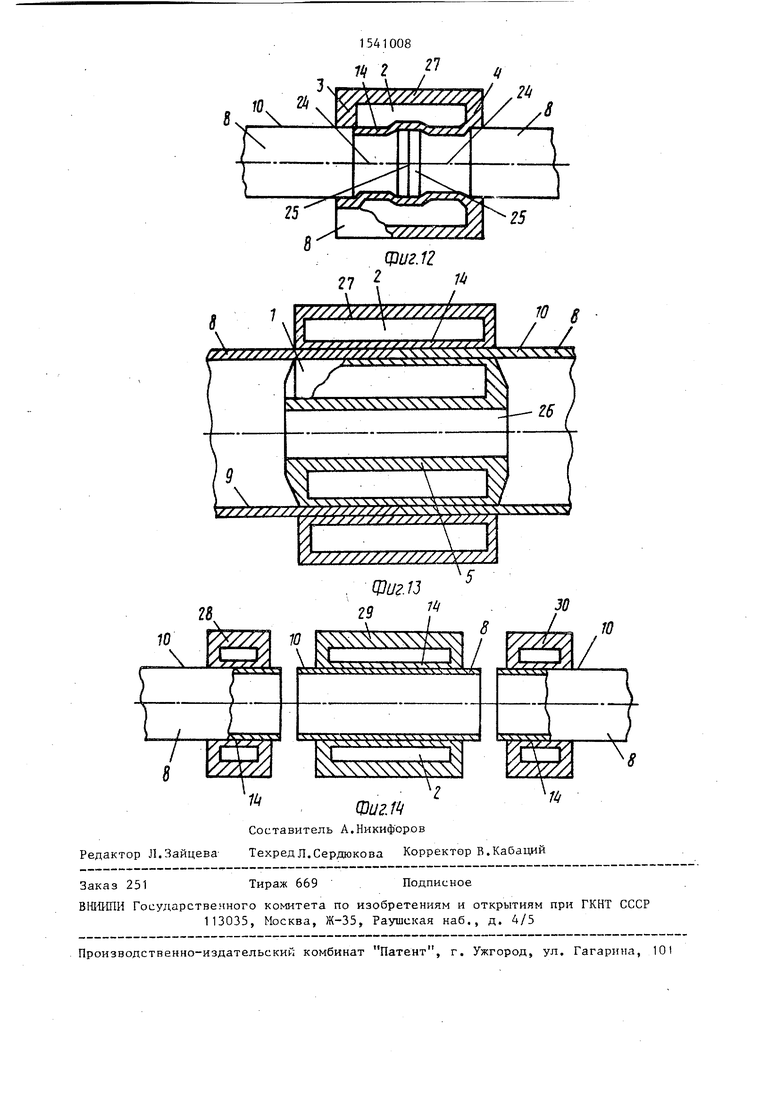
Устройство для закрепления деталей может быть снабжено группой технологических приспособлений 1 с втулками 27 30 и т.д., базирующие поверхности (участки 6, 20 и 7) которых расположены концентрично (фиг.13) соосно (фиг. 14) или произвольно друг к другу.
Согласно варианту по фиг. 11 на одном приспособлении 1 закрепляют две соосно расположенные детали 8.
Согласно варианту по фиг. 12 одним приспособлением 1 закрепляют две соосно расположенные детали 8, которые имеют галтели 24 и выступы 25, охваченные стенкой 14. У приспособления 1 недеформируемые стенки 3 и 4 соединены, например, цилиндрической втулкой 27.
Согласно варианту по фиг. 13 две детали 8 закрепляют двумя концентрично расположенными приспособлениями 1. При этом стержень 5 снабжен сквозным каналом 26.
Согласно варианту по фиг. 14 группу деталей 8 закрепляют посредством группы соосно расположенных технологических приспособлений 1.
Устройство работает следующим образом.
Перед герметизацией внутренней полости 2 приспособления 1 создают в зоне размещения на нем закрепляемой детали 8 локальную неравнопрочность его конструкции путем герметичного присоединения к недеформируемым стенкам 3 и 4 упруго или пластично деформируемой стенки 14. Участок 20 наружной поверхности стенки 14 совмещают с участками 6 и 7 стенок 3 и 4 в единую базирующую поверхность для размещения поверхности 9 и или 10 детали 8.
Через отверстие 15 внутреннюю полость 2 заполняют рабочей газовой средой до появления свойства упругости этой среды и вакуумно-плотно герметизирует ее, например, посредст- вом заглушки 19. Полость 2 герметизируют при давлении рабочей газовой
86
среды, равном величине нормального атмосферного давления или превышающем его до величины давления, которое при нормальном атмосферном давлении окружающей приспособление газовой среды вызывает появление в стенке 14 механических напряжений, ограниченных пределом упругой деформации.
После этого приспособление 1 размещают в вакуумной камере 11 и, например, закрепляют его на держателе 13. Затем устанавливают деталь 8 базируемой поверхностью 9 (или 10)
на участки 6, 20 и 7 поверхности приспособления 1. При этом зазор 22 может быть односторонним. После этого вакуумную камеру 11 герметизируют, например, посредством люка 23 и создают в ней разрежение газовой среды, окружающей приспособление 1 и де-. таль 8.
Степень разрежения газовой среды, окружающей приспособление 1, огра
ничивают пределом, равным величине
нормального атмосферного давления процесса вакуумирования детали 8 и реально достигаемым пределом глубины вакуума. Это разрежение вызывает появление избыточного давления заключенной в замкнутом объеме полости 2 упругой рабочей газовой среды, которая, расширясь, изменяет форму стенки 14 в заранее выбранных пределах упругой или пластической деформации. Изменении формы стенки 14 вызывает изменение формы и объема всего приспособления 1, которое будет происходить до наступления момента равномерного
контактирования поверхности 20 стенки 14 с поверхностью 9 или 10 детали 8, обеспечивая точное ориентирование детали 8 относительно участков 6 и 7 поверхности стенок 3 и 4 путем равномерного распределения зазора 22 и фиксирование детали 8 на приспособлении 1 усилием, создаваемым избыточным давлением упругой рабочей газовой среды и передаваемым детали 8 через
деформируемую стенку 14. При этом деталь 8 будет закреплена при выполнении операции вакуумирования и др., например сборки.
После выполнения предусмотренных
технологических операций прекращают разрежение газовой среды, окружающей приспособление, а вакуумную камеру 11 сообщают с атмосферой. При этом давление газовой среды, окружающей приспособление 1 и деталь 8, выравнивается до атмосферного давления, т.е. |до той величины, при которой упругая рабочая газовая среда обладает минимальной энергией. Если при этом сила упругости стенки 14 превысит давление рабочей газовой среды, заключенной в полости 2, то под действием этой силы упругости форма стенки 14, а вместе с ней форма и объем приспособления 1 самовосстановятся до первоначальной величины. После этого деталь 8 беспрепятственно удаляют с базирующей поверхности приспособления 1 и из вакуумной камеры 11.
Если в результате создания разрежения окружающей приспособления 1 газовой среды и воздействия упругой рабочей газовой среды стенка 14 была деформирована в пределах пластической деформации, деталь 8 будет закреплена на приспособлении 1 неразъемно даже после разгерметизации вакуумной камеры 11„ В этом случае из камеры 11 извлекают неразъемный узел, состоящий из детали 8 и приспособления 1.
В случае, если группу деталей 8 закрепляют на одном приспособлении или на группе приспособлений, бази16
15
сриг.з
0
0
5
0
рующие поверхности которых расположены концентрично, соосно или произвольно друг к другу, то после разгерметизации камеры 11 из нее извлекают неразъемный узел, состоящий из этих деталей 8 и приспособлений 1 в различных комбинациях конструктивных исполнений.
Формула изобретения
Способ установки деталей, при котором деталь ориентируют относительно приспособления с внутренней полостью, размещают на базирующей поверхности приспособления и закрепляют путем изменения перепада давлений между внутренней полостью приспособления и окружающей средой с созданием вакуума, отличающийся тем, что, с целью повышения производительности, приспособление берут с деформируемой стенкой со стороны базирующей поверхности, перед закреплением детали внутреннюю полость приспособления заполняют рабочей газовой средой под давлением не менее атмосферного, а закрепление детали производят в вакууме.
Фиг.г
19
з я
щиг.ь
/
Фиг 5
/
ff
22
Фиг. 8
11
В 6
/V
j xxxxxxxxxx g yxi/ v
№. Я
фцг.Ю
/ /V
1541008
г я
J д V /
/Х//У//////Х -2ч
I
Ч
1/
25
PS:
S
27
/////Y/7JL Я
Ъ
Ъ
УУуУУУУУХ/ХХЧХЧЧХ .
-f v 4- v v v - v v v
xxxx
s
kV.V k v .x Ч ЧЛ. Ч ////// W/ xs y
/ SS S // S/S S// /Л/ //// J
/
Фиг. 13
29
I
10
5
/
.1 Ca/
.
v t j о Tt Vr
X .N. X .-. V X X. XV V
H .лТГу
ФигМ
Составитель А.Никифоров Редактор Л.Зайцева Техред Л. Сердюкова Корректор В. Кабаций
Заказ 251
Тираж 669
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
V /
Х//У//////Х -2ч
Ч
1/
z
25
//7/7/j
Фиг.12
74
/7JL
f/7////S///7/
Ъ
I
УХ/ХХЧХЧЧХ X4
y// 4- v v v - v v v
s
f5
чхчххх
/ /
77%
5
Подписное
| Белоусов А.П | |||
| Проектирование станочных приспособлений | |||
| М.: Высшая школа, 1980, с | |||
| Ребристый каток | 1922 |
|
SU121A1 |
| Нефтяная топка для комнатных печей | 1922 |
|
SU326A1 |
