Изобретение относится к металлообработке и может быть использовано в деревообрабатывающей промышленности для заточки и изготовления про- фильных ножей к сборным фрезам и ножевым валам.
Цель изобретения - расширение технологических возможностей путем обеспечения заточки режущих лезвий различных габаритов, повышение качества и производительности обработки.
На чертеже изображена схема устройства для копирной обработки изделий.
На основании (не обозначено) устройства размещены шпиндель шлифовального круга 1, затачиваемый нож 2, шаблон 3, сдвоенный пантограф 4 с эксцентриками 5, трехшарнирными планками 6, командным элементом 7 и исполнительным звеном 8.Нож 2 и сдвоенный пантограф 4 установлены на исполнительном звене 8. Командный элемент 7 контактирует с профилем шаблона 3. Исполнительное звено 8 и шаблон 3 установлены соответственно на подвижных столах 9 и 10, имеющих возможность перемещаться по направляющим 11 и 12 перпендикулярно плоскости вращения шлифовального круга 1. Направляющая 12 имеет возможность перемещаться в направляющих 13 параллельно плоскости вращения шлифовального круга 1. Подвижные сто лы 9 и 10 связаны механизмом регулирования относительного их переме5
0
5
0
5
0
5
щения, включающим вал 14 с установ- ленными соосно съемными зубчатыми колесами 15 и 16, входящими в зацепление с зубчатыми рейками 17 и 18, закрепленными соответственно на подвижных столах 9 и 10.
Шлифовальный круг 1 установлен на балансире 19, контактирующем с толкателем 20, который связан с командным элементом 7. Между командным элементом 7 и трехшарнирными планками 6 введен толкатель 21, установленный в направляющих 22, обеспечивающих возможность его перемещения в направлении параллельно плоскости вращения шлифовального круга 1. Направляющие 22 закреплены на подвижном столе 9 исполнительного звена 8. Амплитуда движения командного элемента 7 ограничивается упором 23, а перемещение шаблона 3 в направлении, параллельном плоскости вращения шлифовального круга 1, винтом 24. Силовой контакт командного элемента 7 с шаблоном 3 обеспечивается пружиной 25. Вал 14 механизма регулирования относительного перемещения подвижных столов 9 и 10 кинематически связан с приводом дискретного перемещения (не показан), выполненным, например, в виде шагового электродвигателя. Шлифовальный круг 1, подобранный в соответствии с характеристикой затачиваемого ножа 2, устанавливают на балансире 19. Выбрав масштаб копирования профиля затачиваемого ножа 2 в поперечном направлении, производят соответствующую регулировку сдвоенного пантографа 4. Способ регулирования масштба копирования пантографа известен и осуществляется путем перемещения по окружности эксцентриков 5 точек крепления рычагов, соединяющих с ними трехшарнирные планки 6.
Регулирование выбранного масштаба копирования профиля затачиваемого ножа 2 в продольном направлении производят подбором съемных зубчатых колес 15 и 16. Для замены зубчатых, колес отводят подвижной стол 10 шаблона 3, производят непосредственно замену самих колес 15 и 16 на валу 14, имеющем при этом возможность свободно перемещаться перпендикулярно направлению движения реек 17 и 18 и подводят подвижный стол 10 до обеспечения зацепления зубчатых колес 15 и 16 с рейками 17 и 18 Закрепляют затачиваемый нож 2 на исполнительном звене 8, а шаблон 3 - на подвижном столе 10 так, чтобы шлифовальный круг 1 и командный элемент 7 контактировали с ножами 2 и шаблоном 3 во взаимно соответствующих точках их профилей. Настройку на глубину снимаемого слоя при заточке осуществляют путем перемещения шаблона 3 винтом 24,учитывая при этом масштаб копирования сдвоенного пантографа 4.
После этого отводят балансир 19 в одно из крайних положений (на схеме - в верхнее), а командный элемент 7 - от шаблона 3 на величину наибольшего его выступа и фиксируют длину толкателя 20.
При необходимости разделения припуска на проходы (например, при профилировании ножей) ограничение глубины снимаемого за проход слоя регулируется упором 23.
После включения вращения шпинделя шлифовального круга 1 балансир 19 начинает совершать колебательные движения. Подходя к крайнему положению, балансир 19 нажимает на толкатель 20, который отводит командный элемент 7 от шаблона 3. В это время включается привод дискретного перемещения подвижных столов 9 и 10, вал 14 вращается и производится перемещение подвижных столов 9 и 10 на заданный шаг.
При возвратном движении балансира. 19 освобождается толкатель 20 и
0
5
0
5
0
5
командный элемент 7 перемещается под действием пружины 25 до контакта с поверхностью шаблона З.При этом нож 2, закрепленный на исполнительном звене 8, займет рабочее положение. Перемещающийся круг 1 снимает слой металла, затачивая или профилируя при этом нож 2. После этого цикл работы устройства повторяется.
Устройство позволяет автоматизировать процесс изготовления и заточки профильных ножей, отличается возможностью заточки применяемых в деревообработке профильных ножей любой длины, позволяет независимо регулировать масштаб копирования профиля в двух направлениях, достигать заданную точность заточки.
Устройство позволяет одновременно затачивать комплект ножей одной фрезы, что также положительно сказывается на точности заточки и качестве работы инструмента.
Формула изобретения
1. Устройство для копирной обработки изделий, на основании которого размещены узел установки режущего инструмента, шаблон и исполнительное звено, на котором размещены сдвоенный пантограф с эксцентриками и трехшарнирными планками и установленный в контакте с шаблоном командный элемент, отличающееся
0
логических возможностей путем обеспечения заточки режущих лезвий изделий различных габаритов, повышения качества и производительности обработки, устройство снабжено установленными на,основании кинематически связанным с командным элементом балансиром с размещенным на
5 нем узлом установки инструмента, двумя подвижными столами, на одном из
- которых установлено исполнительное звено, предназначенное для размещения на нем обрабатываемого изделия, а на другом - шаблон, приводом дискретного перемещения этих столов , кинематически связанным с ним механизмом регулирования относительного перемещения столов, установленными на столе исполнительного звена направляющими с размещенным в них толкателем, при этом последний установлен в контакте с трехшарнирными планками и с командным элементом.
5
2. Устройство по п.1, отличающееся тем, что механизм регулирования относительного перемещения столов выполнен в виде кинематически связанного с приводом дискретного перемещения столов вала с двумя соосно установленными на нем зубчатыми колесами и размещенными по одной на каждом из столов
зубчатых реек, при этом каждая из последних установлена в контакте с одним из зубчатых колес вала.
3. Устройство по пп„1 и 2, о т - личающееся тем, что привод дискретного перемещения столов выполнен в виде шагового электродвигателя. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для заточки ножей косилок | 1986 |
|
SU1445921A1 |
| СПОСОБ РАБОТЫ КОПИРОВАЛЬНО-ЗАТОЧНОГО СТАНКА И КОПИРОВАЛЬНО-ЗАТОЧНЫЙ СТАНОК | 2006 |
|
RU2322336C2 |
| Устройство для заточки диффузионных ножей | 1975 |
|
SU740480A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ДИФФУЗИОННЫХ НОЖЕЙ | 1970 |
|
SU270527A1 |
| Устройство для заточки свеклорежущих ножей | 1976 |
|
SU648386A1 |
| Станок для заточки ножовочных полотен | 1984 |
|
SU1187963A1 |
| Станок для заточки фрез | 1984 |
|
SU1248767A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ НОЖЕЙ | 2003 |
|
RU2240221C1 |
| Устройство для заточки инструмента | 1981 |
|
SU1028452A1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТОГО ВЕНЦА ЖЕСТКОГО КОЛЕСА ВОЛНОВОЙ ПЕРЕДАЧИ С ПРОМЕЖУТОЧНЫМИ ТЕЛАМИ | 2007 |
|
RU2342230C1 |
Изобретение относится к металлообработке и может быть использовано в деревообрабатывающей промышленности для заточки и изготовления профильных ножей к сборным фрезам и ножевым валам. Цель изобретения - расширение технологических возможностей путем обеспечения заточки режущих лезвий изделий различных габаритов, повышение качества и производительности обработки. На основании устройства размещены шпиндель шлифовального круга 1, затачиваемый нож 2, шаблон 3, сдвоенный пантограф 4 с эксцентриками 5, трехшарнирными планками 6, командным элементом 7 и исполнительным звеном 8. Исполнительное звено 8 с установленным на нем сдвоенным пантографом 4 и шаблон 3 размещены соответственно на подвижных столах 9 и 10. Последние связаны механизмом регулирования их относительного перемещения, включающим вал 14, зубчатые колеса 15, 16, зубчатые рейки 17, 18. Шлифовальный круг установлен на балансире 19, кинематически связанном с командным элементом 7. В контакте с трехшарнирными планками 6 и командным элементом 7 размещен толкатель 21. Масштаб копирования профиля ножа 2 в поперечном направлении настраивают регулировкой сдвоенного пантографа 4. Масштаб копирования ножа 2 в продольном направлении регулируют подбором зубчатых колес 15 и 16. Нож 2 закрепляют на исполнительном звене 8. При совершении балансиром колебательных движений производят последовательные циклы обработки профиля ножа и его перемещения на заданный шаг. 2 з.п. ф-лы, 1 ил.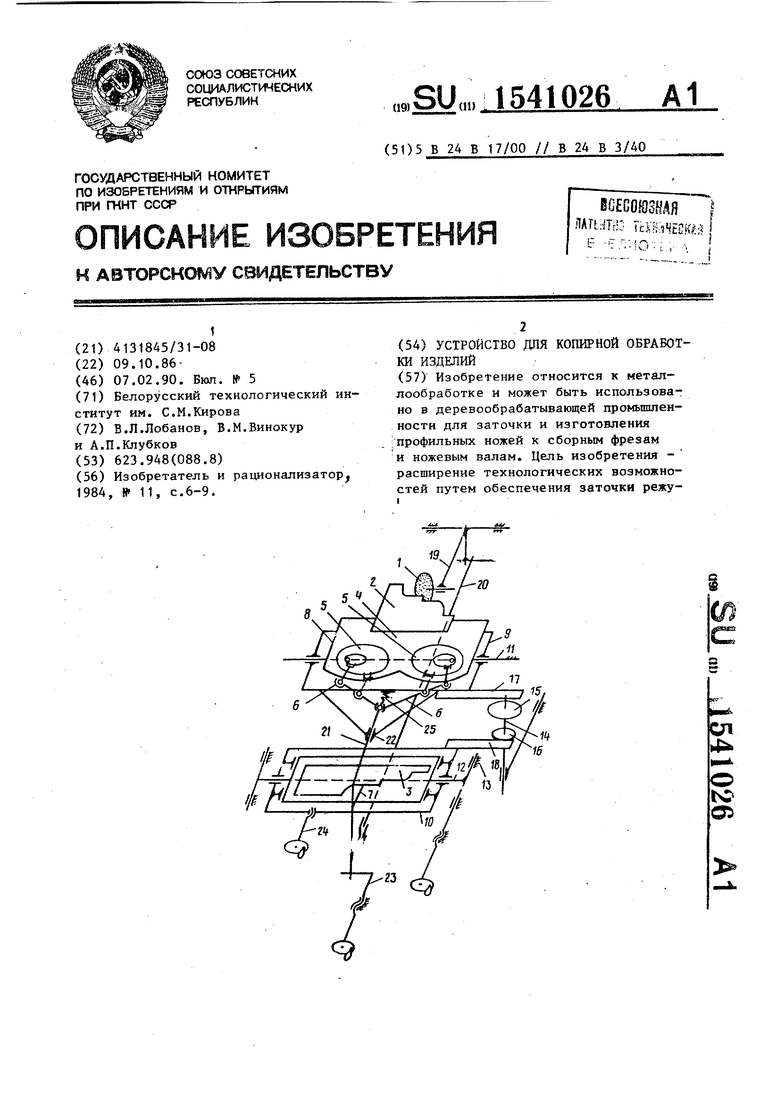
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
