цей и пуансоном способствует распрям- , возможность уменьшить усилие прижилению фланцевой части 2 заготовки при получении из нее боковой поверхности детали. Эквидистантность гофрированного контура обеспечивает равнома, что позволяет увеличить степень вытяжки за 1 переход за счет уменьше ния вероятности обрыва донной части заготовки, а также уменьшить количема, что позволяет увеличить степень вытяжки за 1 переход за счет уменьше- ния вероятности обрыва донной части заготовки, а также уменьшить количе
ство технологических переходов вытяжки, что в сочетании с повышением эффективности изготовления заготовок позволяет уменьшить себестоимость изделий в среднем на 2%,
Формула изобретения
Заготовка для вытяжки в матрицу с реактивной полостью из листового материала, имеющая центральную плоскую зону в плане, соответствующие контуры в плане донной части готовог изделия и фланцевую периферийную эо
426656
ну, отличающаяся тем, что, с целью повышения степени формо - изменения за счет уменьшения гофро. образования, ее фланцевая периферийная зона выполнена с кольцевыми гофрами, имеющими в сечении ( синусоидальный профиль и эквидистантными в плане контуру, ограничивающему центЮ ральную зону заготовки, при этом амплитуда синусоиды не превышает трех толщин центральной зоны заготовки, а ее период равен 2ff(l- V5) от амплитуды.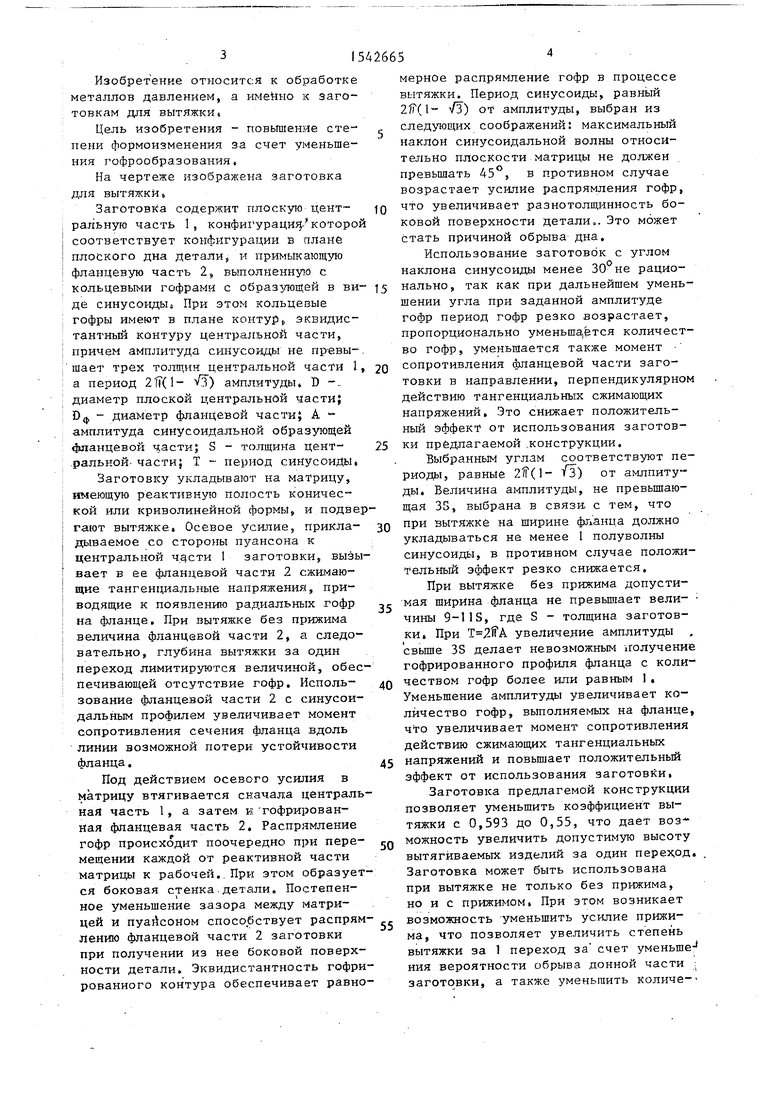
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ КОРОБЧАТЫХ В ПЛАНЕ КВАДРАТНЫХ ДЕТАЛЕЙ С ОТВЕРСТИЕМ В ДОННОЙ ЧАСТИ ПУТЕМ СОВМЕЩЕНИЯ ВЫТЯЖКИ И ОТБОРТОВКИ | 2011 |
|
RU2490084C2 |
| Способ вытяжки полых изделий из листовой заготовки | 1989 |
|
SU1754280A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2576981C2 |
| Устройство для формования изделий из листовых материалов | 1982 |
|
SU1130488A1 |
| Штамп для глубокой вытяжки | 1978 |
|
SU764785A1 |
| Штамп для вытяжки | 1988 |
|
SU1547920A2 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2001 |
|
RU2217257C2 |
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |
| Штамп для вытяжки полых деталей | 1990 |
|
SU1764743A1 |
| Способ гидромеханической вытяжки листовых заготовок | 1990 |
|
SU1750801A1 |
Изобретение относится к обработке металлов давлением. Цель изобретения - увеличение степени формоизменения за счет уменьшения склонности к гофрообразованию. Заготовка для вытяжки из листового материала имеет плоскую центральную часть 1 и примыкающую к ней фланцевую часть 2, которая выполнена гофрированной с сечением в виде синусоидального профиля. Кольцевые гофры имеют в плане контур, эквидистантный контуру центральной части. Амплитуда синусоиды не превышает трех толщин центральной части, а ее период равен 2φ(1-√3) от амплитуды. При вытяжке без прижима в матрицу с реактивной полостью кольцевые гофры постепенно расправляются и в рабочей полости матрицы полностью исчезают. Возможна вытяжка с прижимом, величина которого меньше обычно принятого. 1 ил.
| Романовский | |||
| Справочник по холодной штамповке | |||
| Л,: Машиностроение, 1979, с | |||
| Схема обмотки ротора для пуска в ход индукционного двигателя без помощи реостата, с применением принципа противосоединения обмоток при трогании двигателя с места | 1922 |
|
SU122A1 |
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU105A1 |
