Изобретение относится к восстановлению деталей наплавкой и может быть использовано при производстве и восстановлении биметаллических труб с внутренним наплавленным слоем.
Цель изобретения - повышение качества и упрощение конструкции установки при наплавке длинномерных внутренних цилиндрических поверхностей.
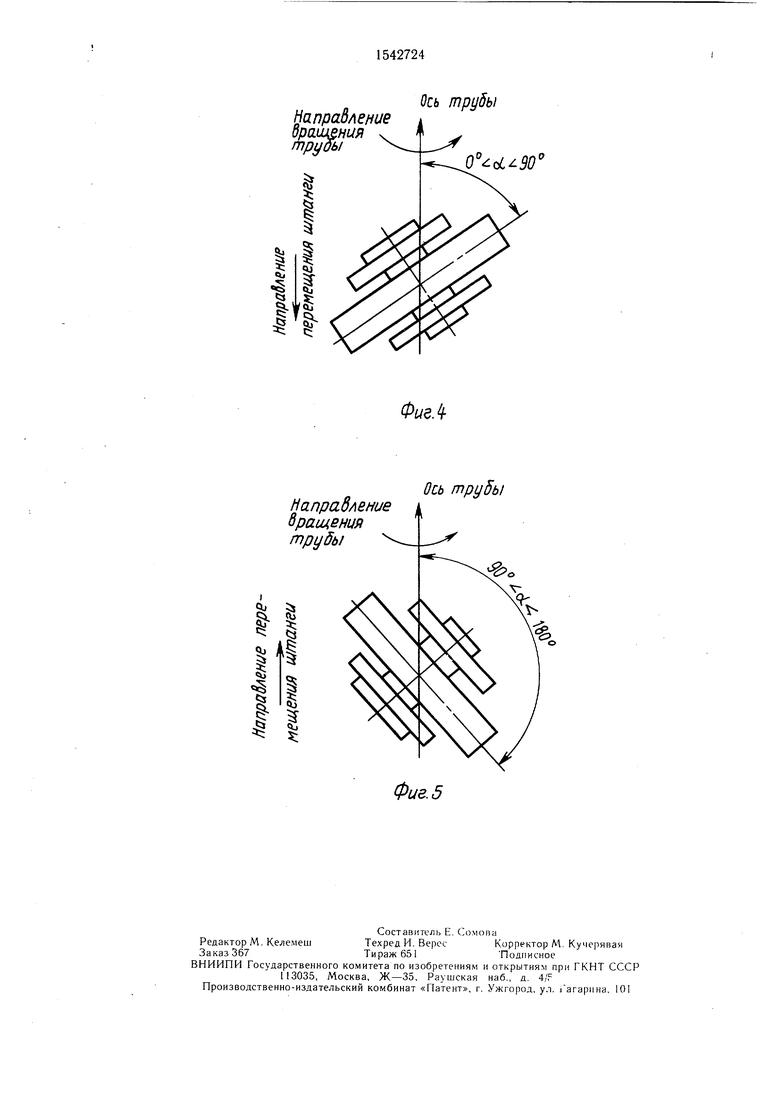
На фиг. 1 схематически показана конструкция установки; на фиг. 2-5 - схема зависимости направления движения штанги от угла разворота распорных роликов относительно продольной оси трубы.
Устройство работает следующим образом.
Трубу 1 устанавливают на опорные ролики 2 и закрепляют в планшайбе 3 вращателя 4. При помощи устройства 5 регулировки угла разворота распорных роликов распорные ролики 6 устанавливают параллельно продольной оси трубы (фиг. 2)
при этом угол разворота роликов . Затем штангу 7 с механизмом 8 подачи вводят в неподвижную наплавляемую трубу 1. После установки штанги в исходном для наплавки положении распорные ролики 6 располагают под углом (фиг. 3).
Одновременным включением привода 9 механизма 8 подачи электродной проволоки и вращателя 4 трубы 1 начинается процесс наплавки, при этом распорные ролики 6 обкатываются по внутренней поверхности трубы 1 и осуществляется наплавка первого кольцевого валика. После завершения наплавки кольцевого валика ролики 6 с помощью устройства 5 устанавливают под углом или (фиг. 4, 5) в зависимости от направления вращения трубы и необходимого направления перемещения штанги 7 с механизмом 8 подачи.
сд
4
to 1 ю
4
При расположении роликов 6 под углом или внутренняя поверхность трубы 1 взаимодействуя с роликами 6, образует пару «винт-гайка, создавая осевое усилие, перемещающие штангу 7 с механизмом 8 подачи вдоль продольной оси наплавляемой трубы.
Один конец штанги опирается на роли- Ки 6, а другой конец , закрепленный на подвижной опоре 10, перемещается по направляющим 11, поэтому колебания электрода Ь процессе наплавки отсутствуют.
В результате взаимодействия распорных роликов, расположенных на консольном конце штанги, с внутренней поверхностью трубы И использования их в качестве подающих при продольном перемещении штан- Ги с установленной на ее конце сварочной Головкой упрощается конструкция установки и улучшается качество наплавки за счет
исключения контакта подающих роликов с усилением сварного шва на внешней поверхности трубы.
Формула изобретения
Установка для наплавки внутренних цилиндрических поверхностей, содержащая установленную на штанге сварочную голов«у с опорно-распорными роликами, механизм вращения изделия и механизм относительного продольного перемещения головки и изделия, отличающаяся тем, что, с целью повышения качества наплавки и упрощения конструкции установки, штанга со
сварочной головкой установлена с возможностью продольного перемещения, а механизм ее перемещения относительно изделия выполнен в зиде опорно-распорных роликов сварочной головки, которые развернуты под углом к оси штанги.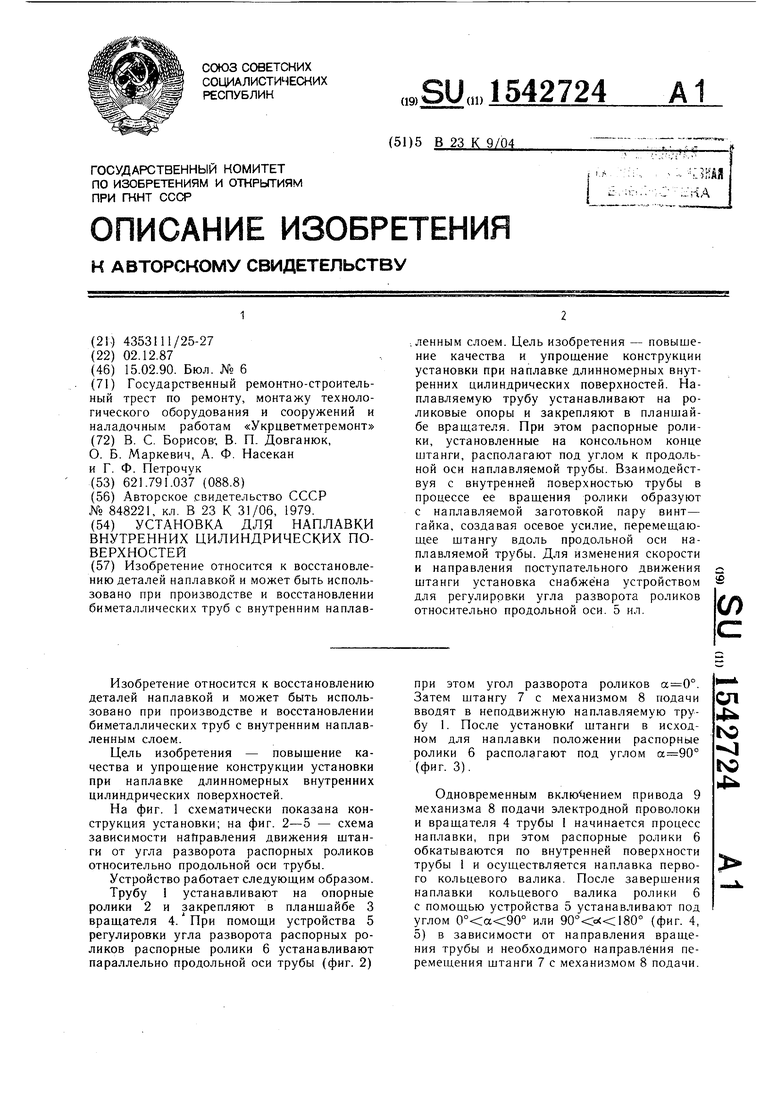

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ БУРИЛЬНОЙ ТРУБЫ | 2006 |
|
RU2308365C1 |
| Технологическая линия для восстановления бурильной трубы | 2020 |
|
RU2740193C1 |
| УСТАНОВКА ДЛЯ НАПЛАВКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1994 |
|
RU2111839C1 |
| НАПЛАВОЧНЫЙ СТАНОК | 2003 |
|
RU2246384C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И НАПЛАВКИ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 2005 |
|
RU2305616C1 |
| СПОСОБ НАПЛАВКИ ЗАЩИТНОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ КОЛЕНА ТРУБОПРОВОДА | 2022 |
|
RU2797890C1 |
| УСТАНОВКА ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 1999 |
|
RU2154562C1 |
| ПРИСТАВКА ДЛЯ НАПЛАВКИ ОТВЕРСТИЙ МАЛЫХ ДИАМЕТРОВ | 2003 |
|
RU2256539C2 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ПОД СЛОЕМ ФЛЮСА ПОКРЫТИЯ НА ВНУТРЕННЮЮ ЦИЛИНДРИЧЕСКУЮ ПОВЕРХНОСТЬ ИЗДЕЛИЯ | 2000 |
|
RU2163526C1 |
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ ДЕТАЛЕЙ, ИМЕЮЩИХ ФОРМУ ТЕЛ ВРАЩЕНИЯ | 2005 |
|
RU2277460C1 |
Изобретение относится к восстановлению деталей наплавкой и может быть использовано при производстве и восстановлении биметаллических труб с внутренним наплавленным слоем. Цель изобретения - повышение качества и упрощение конструкции установки при наплавке длинномерных внутренних цилиндрических поверхностей. Наплавляемую трубу устанавливают на роликовые опоры и закрепляют в планшайбе вращателя. При этом распорные ролики, установленные на консольном конце штанги, располагают под углом к продольной оси наплавляемой трубы. Взаимодействуя с внутренней поверхностью трубы в процессе ее вращения, ролики образуют с наплавляемой заготовкой пару винт - гайка, создавая осевое усилие, перемещающее штангу вдоль продольной оси наплавляемой трубы. Для изменения скорости и направления поступательного движения штанги установка снабжена устройством для регулировки угла разворота роликов относительно продольной оси. 5 ил.
11
kOcb ™ тру5ы
{
Фие.2
8 1
ш
фиг. 1
Направление Вращения трубы
Ось тру5ы
d-90°
фие.д
Направление
орайцения
трубы
I
Направление
Вращения
трубы
§ I
Ось трубы
ФигЛ
Ось тру5ы
| Устройство для сварки труб большогодиАМЕТРА | 1979 |
|
SU848221A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
