(риг. 2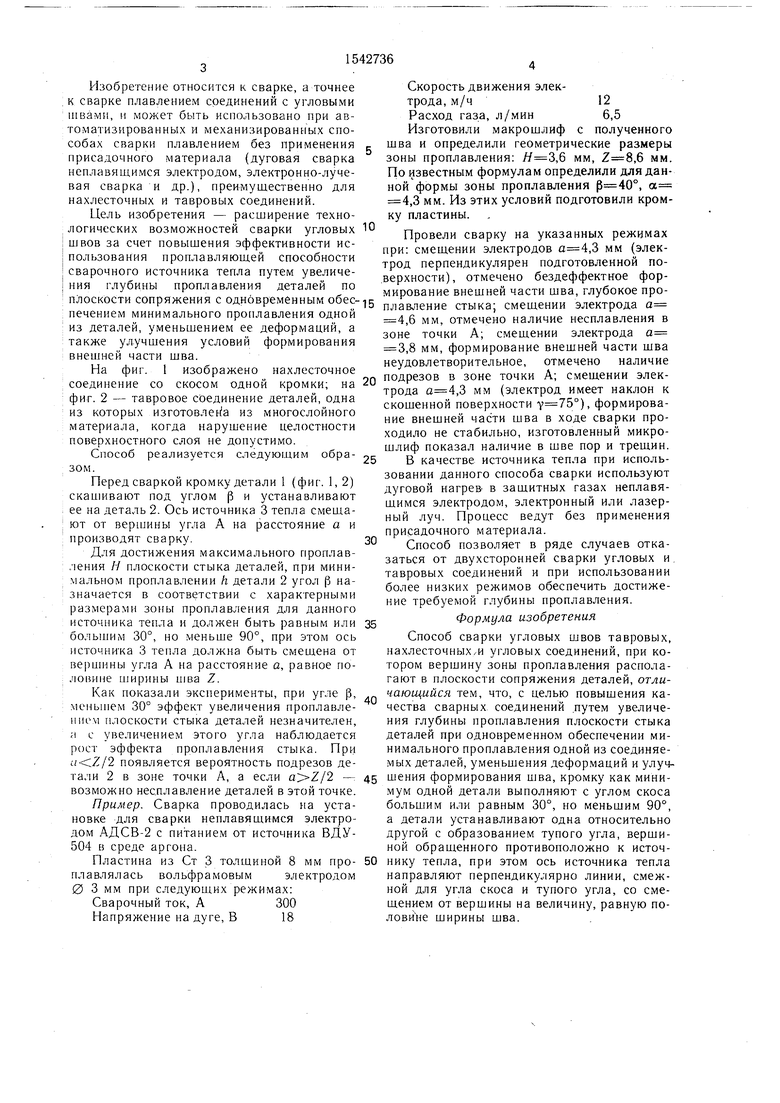
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОНСТРУКЦИЙ | 2016 |
|
RU2668648C2 |
| СПОСОБ СВАРКИ ТРЕНИЕМ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2277465C1 |
| СПОСОБ ЭЛЕКТРОННОЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2522670C2 |
| Способ сварки плавлением угловых и нахлесточных соединений с присадочной проволокой | 1989 |
|
SU1655698A1 |
| СПОСОБ ФРИКЦИОННОЙ СВАРКИ С ПЕРЕМЕШИВАНИЕМ МАТЕРИАЛА И ИНСТРУМЕНТ ДЛЯ СВАРКИ | 2006 |
|
RU2330749C2 |
| Способ сварки плавлением | 1979 |
|
SU863235A1 |
| Способ сварки плавлением | 1982 |
|
SU1109274A1 |
| СПОСОБ МНОГОДУГОВОЙ СВАРКИ ЛИСТОВЫХ СВАРНЫХ ЗАГОТОВОК | 2011 |
|
RU2497644C2 |
| Способ электронно-лучевой сварки | 1989 |
|
SU1620248A1 |
| Способ лучевой сварки | 1990 |
|
SU1815080A1 |
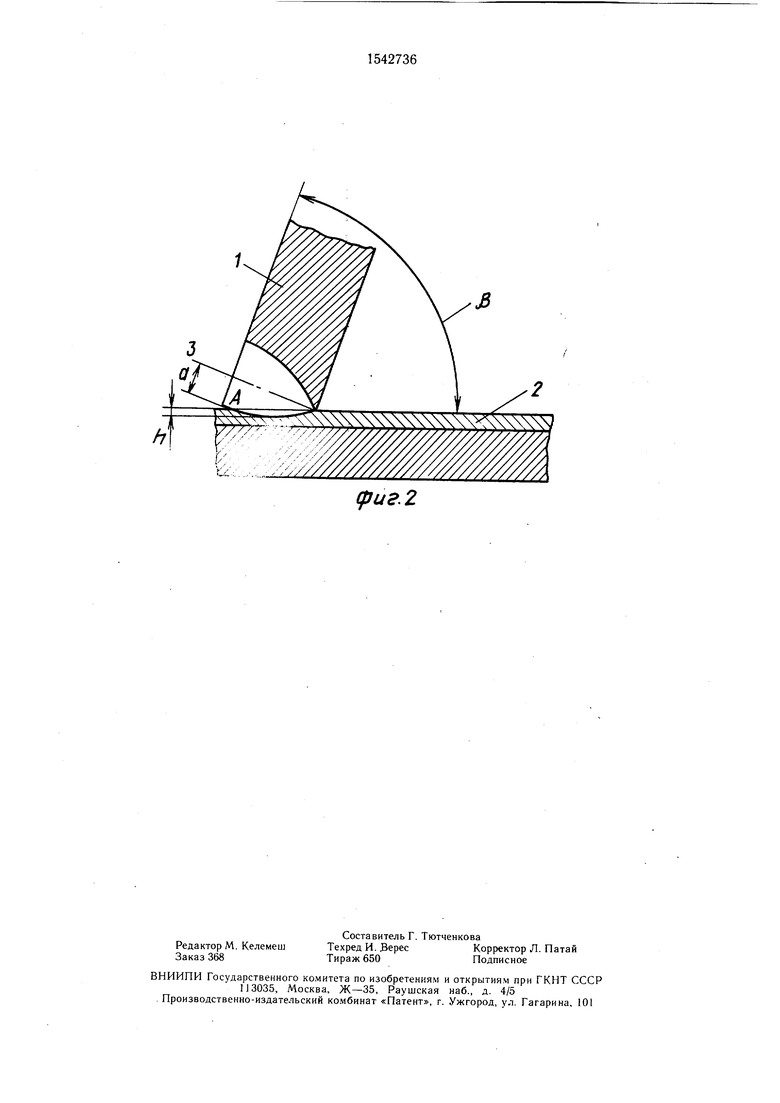
Изобретение относится к сварке, а точнее к сварке плавлением соединений с угловыми швами, и может быть использовано при автоматизированных и механизированных способах сварки плавлением без применения присадочного материала. Цель изобретения - расширение технологических возможностей сварки угловых швов путем минимального проплавления одной из деталей, уменьшения деформаций этой детали и улучшение качества сварного шва. Кромки как минимум одной детали 1 выполняют с образованием угла β между плоскостями стыка. При этом 30°≤β*9890°. ОСь элЕКТРОдА или СВАРОчНОгО иСТОчНиКА ТЕплА 3 НАпРАВляюТ пЕРпЕНдиКуляРНО НАРужНОй пОВЕРХНОСТи, ОбРАзующЕй угОл β, CO СМЕщЕНиЕМ OT углА СТыКА дЕТАлЕй HA уКАзАННую пОВЕРХНОСТь HA ВЕличиНу A = Z/2, где Z - ширина шва. Такое ведение процесса позволяет отказаться в ряде случаев от двухсторонней сварки угловых и тавровых соединений и использовать более низкие режимы. 2 ил.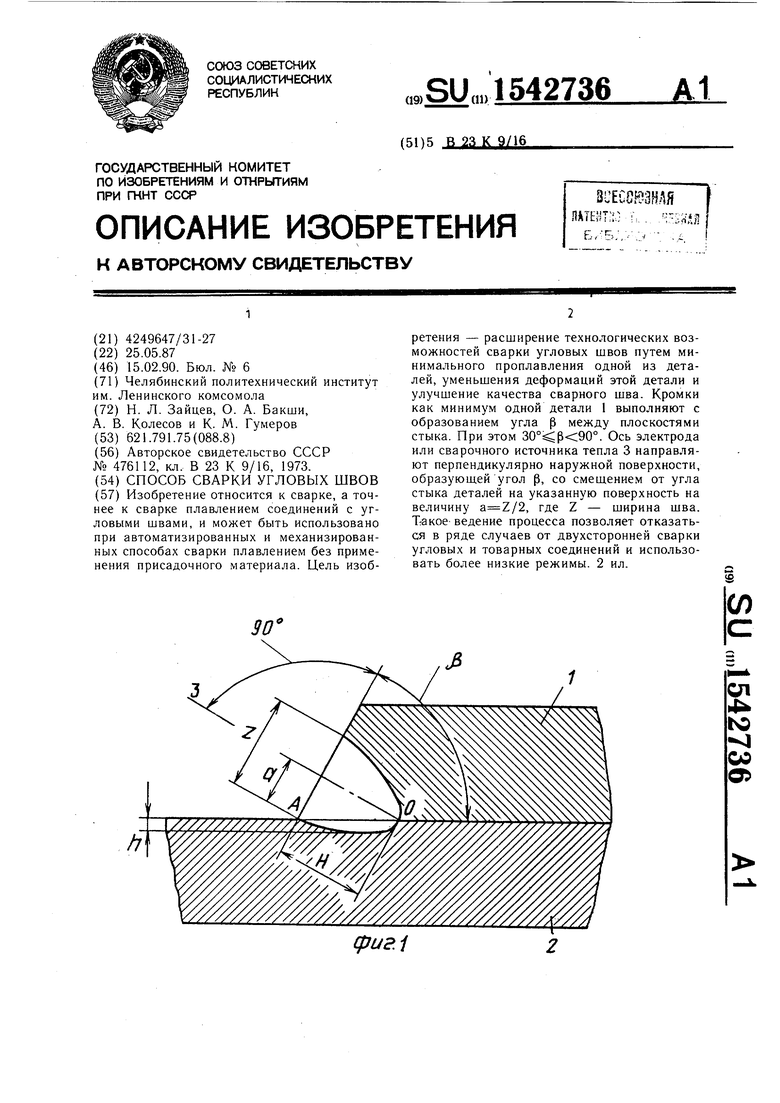
| Способ сварки | 1973 |
|
SU476112A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
