Изобретение относится к сварке и может быть использовано при автоматизации производства изделий электронной техники, в частности для контактной микросварки вывода к арматуре в сборе различных диодов с аксиальным расположением выводов.
Цель изобретения - расширение технологических возможностей и повышения производительности.
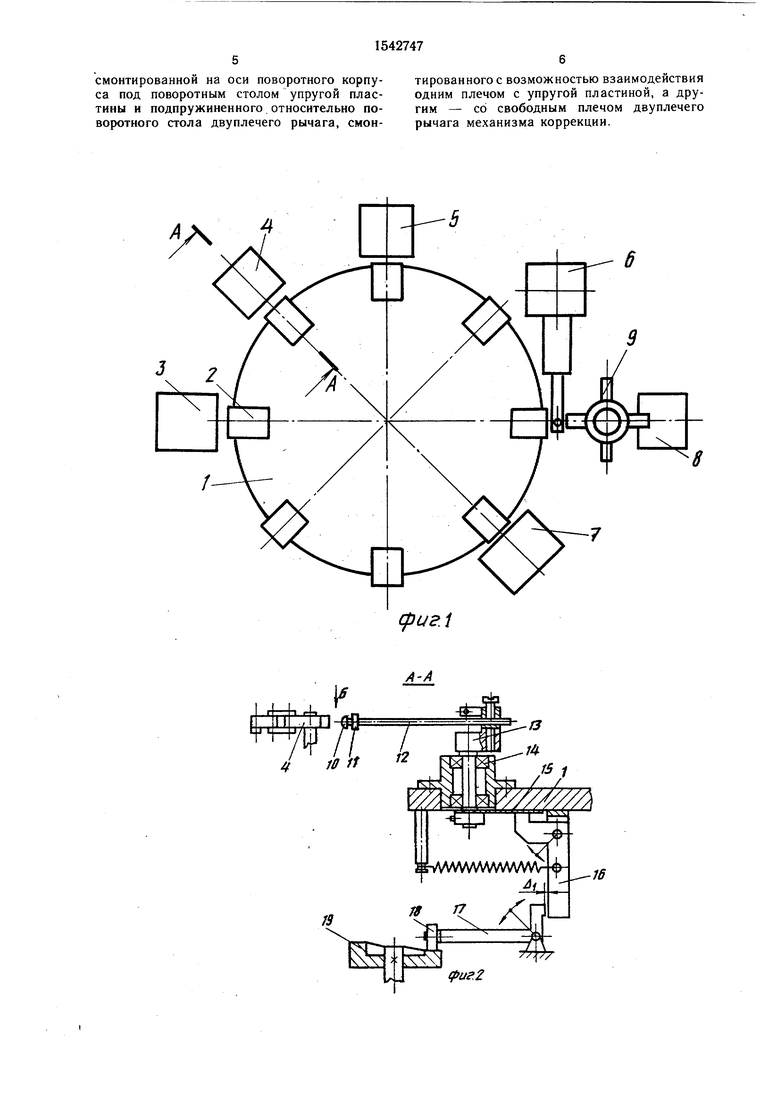
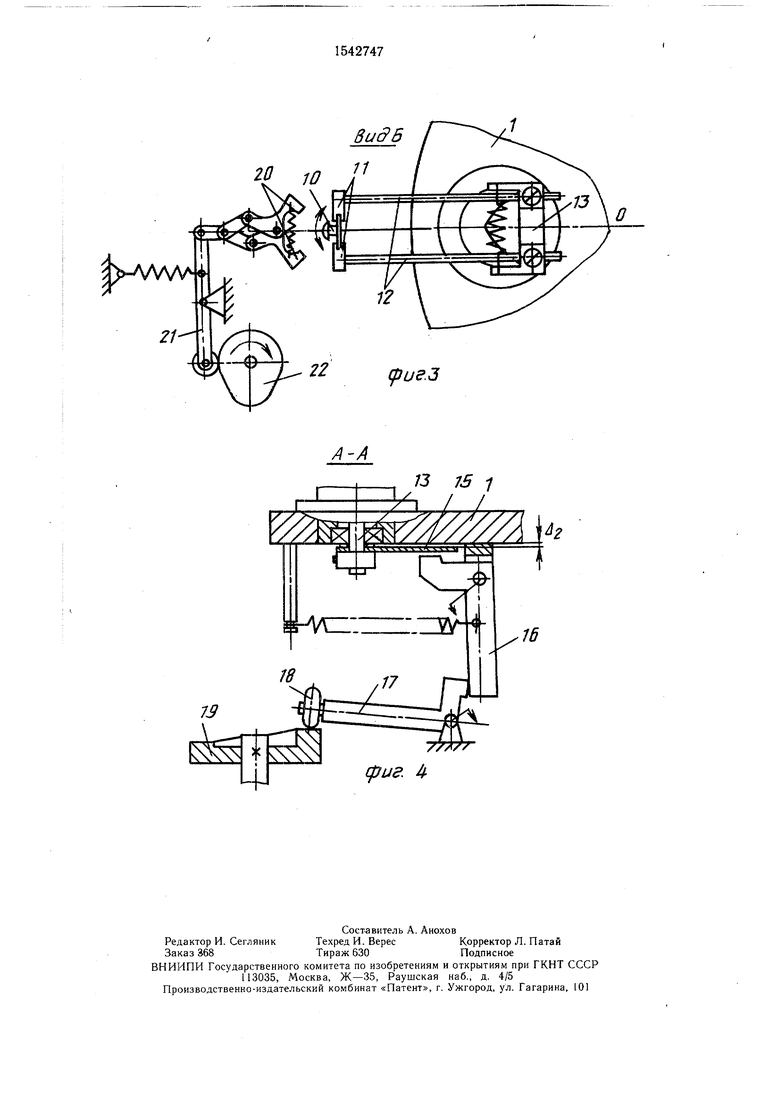
На фиг. 1 изображена схема устройства контактной точечной сварки; на фиг. 2 - сечение А-А на фиг. 1, механизм захвата в исходном положении на позиции коррекции; на фиг. 3 - вид Б на фиг. 2, механизм захвата, план; на фиг. 4 - сечение А-А на фиг. 1, механизм захвата на позиции коррекции.
Устройство для контактной точечной сварки снабжено поворотным столом 1 с закрепленными на нем механизмами захвата 2
Механизмы 2 захвата имеют возможность взаимодействовать с механизмом 2 загрузки изделий, механизмом 4 коррекции изделия арматуры собранного диода, механизмом 5 нодрезки вывода изделия перед сваркой, механизмом 6 сварки, механизмом 7 выгрузки изделий, которые расположены вокруг поворотного стола 1 в технологической последовательности, обеспечивающей циклическое перемещение указанных механизмов, а также механизма 8 поштучной выдачи выводов, подлежащих приварке к изделию в виде арматуры собранного диода и механизма 9 перемещения вывода .на позицию сварки в соответствии с циклограммой работы устройства от общего привода (не показано).
Изделие 10, подлежащее сварке в устройстве, в виде собранной арматуры диода имеет возможность совершать дискретное перемещение с одной позиции на другую
сд
Јь
to vj
Ј
4j
в губках 11 механизма захвата 2 посредством привода (не показано) на поворотном столе 1. Губки 11 закреплены на вза- имноподпружиненных штангах 12, расположенных в поворотном корпусе 13.
Корпус 13 имеет возможность углового перемещения в подшипниковом узле 14, расположенном на поворотном столе 1 относительно продольной оси 0-0.
В нижней части корпуса 13 закреплена упругая пластина 15, имеющая возможность взаимодействовать с поворотным подпружиненным двуплечим рычагом 16, закрепленным на поворотном столе 1 и обеспечивающая фиксацию механизма захвата относительно стола 1 и других механизмов.
На позиции коррекции изделия 10 расположен двуплечий рычаг 17, один конец которого посредством ролика 18 опирается на приводной поворотный кулачок 19, а другой конец имеет возможность взаимодействия с рычагом 16.
В исходном положении имеется зазор AI между рычагами 16 и 17, обеспечивающий беспрепятственное перемещение стола 1.
Механизм 4 коррекции изделия 10 выполнен в виде шарнирно закрепленных подпружрь ненных между собой губок 20, которые взаимосвязаны с подпружиненным рычагом 21, который кинематически связан с поворотным кулачком 22 привода устройства.
Выводы, подлежащие сварке с изделием 10 подаются механизмом 8 поштучной выдачи под механизмом 9 с последующим их перемещением на позицию сварки.
Устройство работает следующим образом.
При включении общего привода (не показано) обеспечивается синхронное движе- ние всех механизмов в соответствии с технологической последовательностью посредством различных кинематических связей от распределительных валов, а при этом начинает дискретно поворачиваться стол 1 вместе с расположенными на нем механизмами 2 захвата.
На позиции загрузки изделие 10 во время выстоя стола 1 попадает в губки 11 механизма 2 захвата. При последующем перемещении стола 1 на позицию коррекции механизм 4 коррекции обеспечивает выравнивание вывода собранной арматуры диода изделия 10 относительно продольной оси 0-0 для совмещения с последующими механизмами-.
На позиции коррекции происходят еле- дующие действия (фиг. 2).
В результате поворота кулачка 19 от привода (фиг. 2,4) рычаг 17, находящийся до этого с зазором AI относительно рычага 16, начинает воздействовать на последний, который, в свою очередь, отклоняясь, освобождает упругую пластину 15, образуя гарантированный зазор А2 между пластиной 15 и поворотным столом 1.
5
0
о
5
g
Q
5
0
При этом поворотный корпус lo икеет возможность беспрепятственно смещаться относительно оси 0-0 (фиг. 3).
После чего происходит захват вывода изделия 10 посредством взаимодействия кулачка 22 механизма коррекции, который, вращаясь, обеспечивает перемещение рычага 21. Рычаг 21 обеспечивает, в свою очередь, смыкание губок 20, захватывая изделие 10.
Таким образом, изделие, находясь в губках 11 механизма захвата 2, занимает требуемое положение относительно оси 0-0.
В этом положении происходит перемещение кулачка 19 в обратном порядке, т.е. вновь образуется зазор AI между рычагами 16 и 17, обеспечивая беспрепятственный поворот стола 1 от привода с последующей фиксацией данного положения посредством упругой пластины 15, при ликвидации зазора А2 в результате воздействия на пластину 15 рычага 16, губки 20 механизма 4 коррекции удерживают за вывод изделие Ю- После фиксации механизма 2 в требуемом положении происходит перемещение кулачка 22 механизма 4 коррекции, освобождая из губок 20 изделие для его беспрепятственного перемещения на другую позицию.
На следующей позиции происходит подрезка вывода изделия 10 по его длине посредством механизма 5.
Последующие операции происходят известным способом. Механизм 8 выдачи выводов, подлежащих приварке к изделию 10 вместе с механизмом 9 перемещения вывода обеспечивает их подачу на сварку, где посредством механизма сварки 6 происходит сварка.
На последующей позиции при повороте стола 1 происходит разгрузка изделий 10 и цикл повторяется вновь с той же последовательностью.
Эффективность достигается за счет автоматизации процесса сборки и сварки диодов с аксиально расположенными выводами.
Формула изобретения
Устройство для контактной точечной сварки, содержащее корпус, поворотный стол с механизмом захвата, механизм коррекции, механизм резки, механизм сварки и механизм выгрузки готовых изделий, отличающееся тем, что, с целью расширения технологических возможностей и повышения производительности, механизм коррекции снабжен торцовым кулачком и установленным с возможностью взаимодействия с этим кулачком подпружиненным двуплечим рычагом, механизм захвата выполнен в виде поворотного корпуса, смонтированного на поворотном столе, консольно установленных на поворотном корпуса штанге губками, жестко
смонтированной на оси поворотного корпуса под поворотным столом упругой пластины и подпружиненного относительно поворотного стола двуплечего рычага, смонтированного с возможностью взаимодействия одним плечом с упругой пластиной, а другим - со свободным плечом двуплечего рычага механизма коррекции.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной точечной сварки | 1987 |
|
SU1423319A1 |
| Автомат для контактной точечной сварки | 1985 |
|
SU1263474A1 |
| Автоматическое сборное устройство для сборки и пайки монтажных проводов с лепестками на плате | 1988 |
|
SU1575257A1 |
| Загрузочное устройство | 1990 |
|
SU1808618A1 |
| Манипулятор | 1991 |
|
SU1813620A1 |
| Устройство для сборки и сварки изделий из стержней и пластин | 1988 |
|
SU1579698A1 |
| Транспортно-технологический ротор | 1988 |
|
SU1586795A1 |
| Устройство для сборки и сварки изделий из стержней и пластин | 1985 |
|
SU1274897A1 |
| Устройство для запечатывания пакетов из термосклеивающейся пленки | 1984 |
|
SU1191360A1 |
| Устройство для графаретной печати | 1989 |
|
SU1694419A1 |
Изобретение относится к сварке и может быть использовано при автоматизации производства изделий электронной техники, в частности для контактной микросварки вывода к арматуре в сборе различных диодов с аксиальным расположением выводов. Цель изобретения - расширение технологических возможностей и повышение производительности. На позиции загрузки изделие 10 поступает в губки 11 механизма захвата. При перемещении стола 1 на позицию коррекции механизм коррекции 4 обеспечивает выравнивание вывода собранной арматуры диода (изделия 10) относительно продольной оси. При повороте кулачка 19 рычаг 17 воздействует на рычаг 16. Последний, отклоняясь, освобождает упругую пластину 15, создавая гарантированный зазор между пластиной 15 и поворотным столом 1. Обеспечивается возможность перемещения корпуса 13 с изделием 10 механизмом коррекции. Производительность повышается за счет автоматизации процесса сборки и сварки любых диодов с аксиально расположенными выводами. 4 ил.
фигЛ
EbVWVWWVWWW -16
фиг.2
20
| ЛЛЛЛЛ
218ид5
фие.З
7J 75 7
16
фиг. 4
| Автомат для контактной точечной сварки | 1985 |
|
SU1263474A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
