Изобретение относится к сварке, а именно к вспомогательному оборудованию для закрепления изделий при сборочно-сва- рочных работах в строительстве в частности при изготовлении закладных деталей для железобетонных конструкций,
Целью изобретения является повышение производительности путем обеспечения автоматического опускания стола при повороте обоймы.
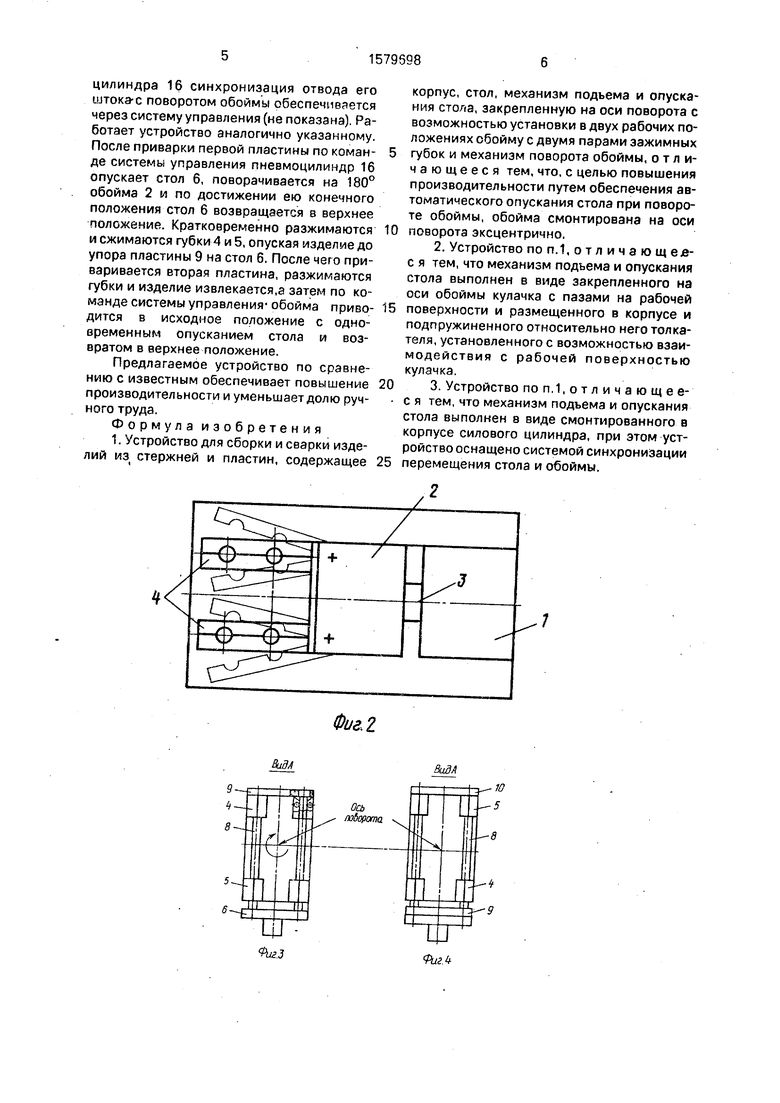
На фиг. 1 изображено устройство, об- щий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - вид А на фиг. 1, зажимные губки в исходном положении обоймы; на фиг 4 - вид А на фиг. 1, зажимные губки после поворота обоймы на 180°; на фиг, 5 - разрез Б-Б на фиг. 1 (механизм перемещения стола выполнен в виде кулачка и толкателя); на фиг. 6 - устройство с механизмом перемещения стола в виде пневмоцилиндра.
Устройство для сборки и сварки изделий из стержней и пластин (фиг.1) содержит корпус 1, на котором смонтирована обойма 1 с возможностью поворота на 180° на оси 3, закрепленной в корпусе 1. Обойма 2 имеет две пары аодоохлаждаемых медных губок: верхние 4 и нижние 5, меняются местами при повороте обоймы на 180°. Под нижними губками 5 размещен стол 6, установленный на кронштейне 7 с возможностью перемещения по высоте. Губки 4 и 5 представляют собой клещэвые захваты (фиг.2), в которых размеща отся стержни 8 свариваемого изделия. Верхние губки 4 в исходном положении обоймы 2 служат опооой для первой пластины 9 свариваемого изделия (фиг.З), а нижние губки 5 в положении обоймы 2, свернутой на 180° (фиг,4) опорой привариваемой к стержням 8 второй пластины 10 изделия,
Обойма 2 с двумя симметричными парами губок 4 м 5 установлена на поворотной оси (фиг.1,3 / 4) так, что расстояние от оси 3 по вертикали (в исходном положении обоймы) до верхней плоскости веохних губок 4 меньше, чем до нижней плоскости нижних губок 5.
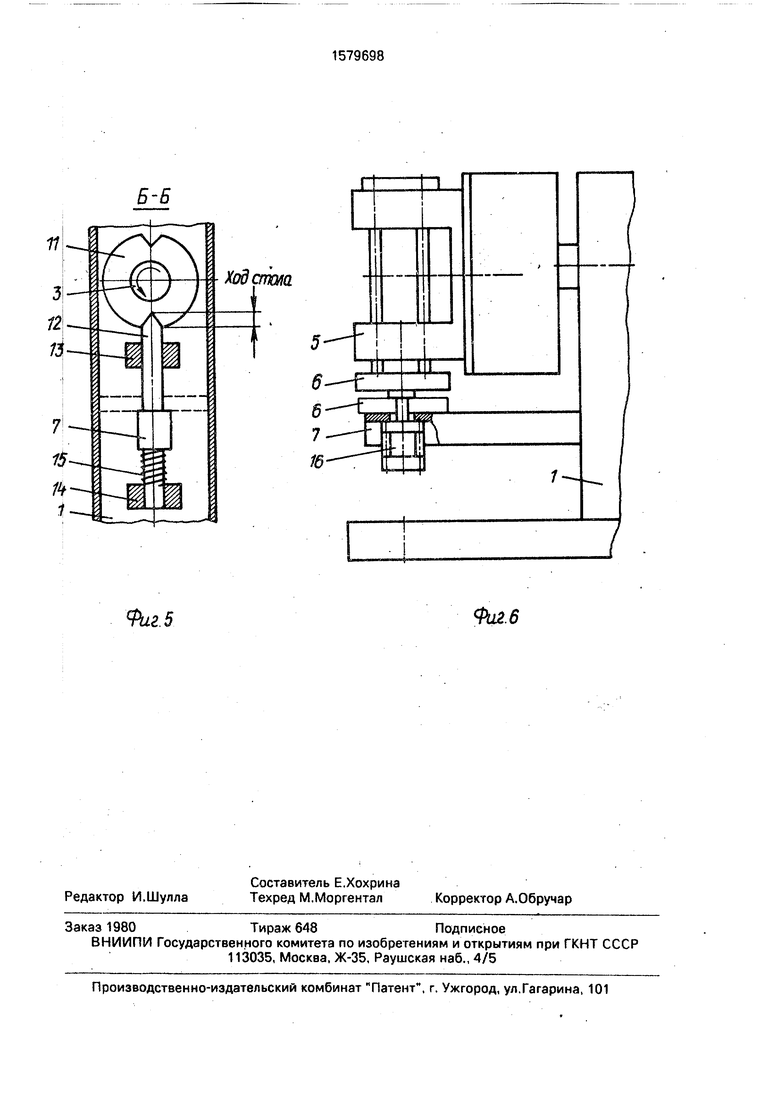
Внутри корпуса 1 (фиг.5) размещен механизм подъема и опускания стола, выполненный в виде жестко установленного на оси 3 кулачка 11. Кулгчок 11 имеет круглую форму с двумя диаметрально расположенными пазами на рабочей поверхности. Кулачок имеет возможность взаимодействовать с толкателем 12, размещенным в направляющих 13 и 14, закрепленных на корпусе 1. Толкатель 12 имеет возможность перемещаться в направляющих 13 и 14 и благодаря пружине 15 прижимается к кулачку 11. На толкателе 2 жестко закреплен кронштейн
7 стола 6 который имеет возможность вертикального перемещения вместе с толкателем 12.
Стол 6 (фиг.6) может быть установлен
непосредственно на штоке пневмоцилиндра 16, закрепленного на кронштейне 7. Кронштейн 7 жестко крепится к корпусу 1 без возможности вертикального перемещения. Кинематическая связь стола 6 с обой0 мой 2 (фиг,5) в виде кулачка 11 и толкателя 12 в этом случае отсутствует, а устройство снабжено системой синхронизации перемещения с ола и обоймы.
Устрогзстро работает следующим обра5 зом,
В исходное положении обоймы 2 (фиг.1 и 2 ) в губках 4 и 5 зажимаются стеожни 8 свариваемого изделия,опиоающиеся своими нижними концами на б, Нз верхнюю
0 плоскость верхних губок 4 укладывается
первая привариваемая пластин ° Через
расположенные над стержнями 8 отверстия
в пластине 9 производится ванная сварка
- стержней ™ пластины Включается поворот
5 обоймы на 180° (фиг. 5), кулачок 11 выталкивав из своего паза толкатель 12, который, СЖИМЕ, пружину 15, опускается вмзсте с кронштейном 7 и столом б Обойма разворачивается (не задевая стол 6) на 180°.
0 В конце поворота при достижении обоймой вертикального положения кулачок 11 под действием пружины 15 попадает во второй паз кулачка 11, повернутый относительно первого на 180°, и фиксирует положение
5 обоймы. При этом стол 6 вместе с толкателем 12 поднимается в верхнее положение. Так как расстояние от стола 6 (фиг.4) до расположенных над ним в этом положении губок увеличивается ча величинуэксцентри0 сите га обоймы относительно оси вращения, то между (убками и столом с згзором помещается приваренная пластина 9. В этом положении губки 4 и 5 на короткое время разжимаются и сжимаются вновь. Это необ5 ходимо, чтобы пластина 9 легла на стол 6, а торчавшие над губками 5 концы стержней 8 опустились внутрь губок 5. Эксцентриситет обеспечивает необходимую высоту концов стержней 8 для призарки второй пластины
0 10, а также зазор между уже приваренной пластиной 9 и губками 4 для исключения зажатия между пластинами 9 и 10 губок при усадке стержней после сварки. Далее на губки 5 устанавливается вторая пластина 10
5 и сваривается аналогично.
После сварки губки разжимаются и изделие свободно извлекается. Обойма возвращается в исходное положение и процесс повторяется. При исполнении механизма перемещения стола 6 (фиг.6) в виде пкевмоцилиндра 16 синхронизация отвода его штока-с поворотом обоймы обеспечивается через систему управления (не показана). Работает устройство аналогично указанному. После приварки первой пластины по команде системы управления пневмоцилиндр 16 опускает стол б, поворачивается на 180° обойма 2 и по достижении ею конечного положения стол 6 возвращается в верхнее положение. Кратковременно разжимаются и сжимаются губки 4 и 5, опуская изделие до упора пластины 9 на стол 6. После чего приваривается вторая пластина, разжимаются губки и изделие извлекается.а затем по команде системы управления- обойма приводится в исходное положение с одновременным опусканием стола и возвратом в верхнее положение.
Предлагаемое устройство по сравнению с известным обеспечивает повышение производительности и уменьшает долю ручного труда.
Формула изобретения 1. Устройство для сборки и сварки изделий из стержней и пластин, содержащее
корпус, стол, механизм подъема и опускания стола, закрепленную на оси поворота с возможностью установки в двух рабочих положениях обойму с двумя парами зажимных
губок и механизм поворота обоймы, отличающееся тем, что, с целью повышения производительности путем обеспечения автоматического опускания стола при повороте обоймы, обойма смонтирована на оси
поворота эксцентрично.
2. Устройство поп.1,отличающе«- с я тем, что механизм подъема и опускания стола выполнен в виде закрепленного на оси обоймы кулачка с пазами на рабочей
поверхности и размещенного в корпусе и подпружиненного относительно него толкателя, установленного с возможностью взаимодействия с рабочей поверхностью кулачка.
3. Устройство поп.1,отличающее- с я тем, что механизм подъема и опускания стола выполнен в виде смонтированного в корпусе силового цилиндра, при этом устройство оснащено системой синхронизации
перемещения стола и обоймы.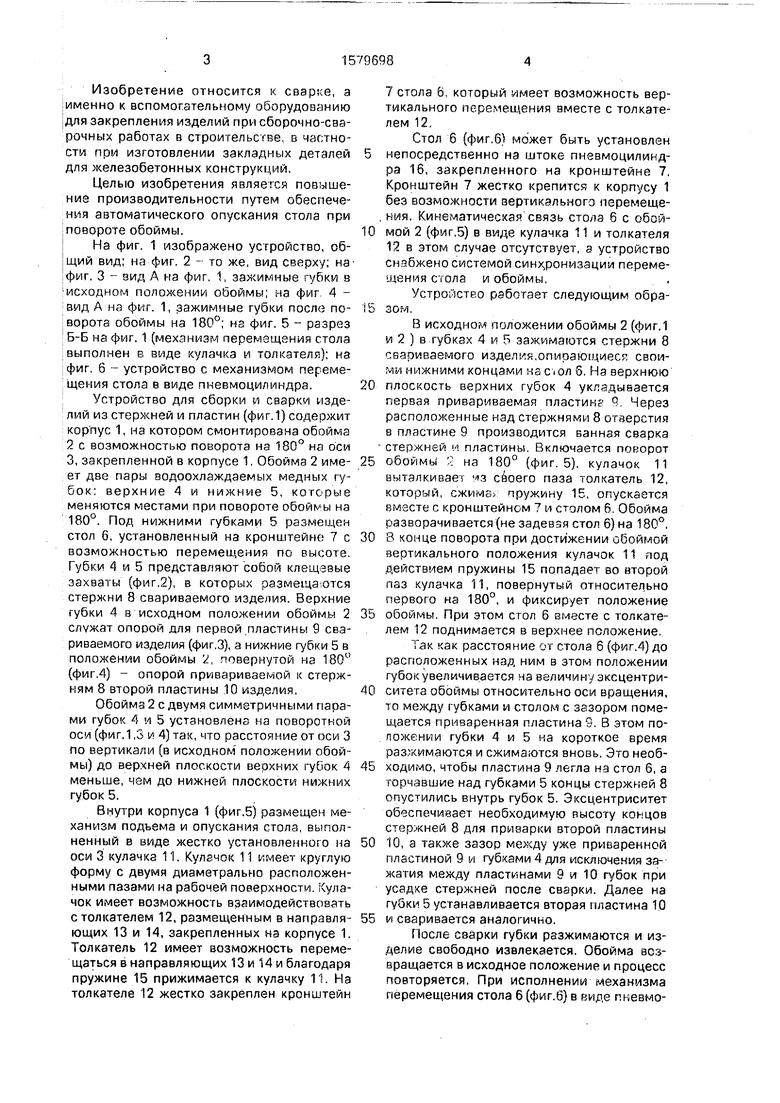
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки изделий из стержней и пластин | 1985 |
|
SU1274897A1 |
| Автоматизированная линия для сборки и сварки объемных изделий | 1985 |
|
SU1291328A1 |
| Установка для автоматической сварки замкнутых швов с радиусными скруглениями | 1982 |
|
SU1038161A1 |
| Устройство для горячего лужения деталей | 1983 |
|
SU1177384A1 |
| Автомат для ударной конденсаторной сварки | 1988 |
|
SU1549705A1 |
| Устройство для микросварки | 1984 |
|
SU1164024A2 |
| Транспортно-технологический ротор | 1988 |
|
SU1586795A1 |
| Установка для изготовления решеток | 1977 |
|
SU707753A1 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ЛИСТОВЫХ ИЗДЕЛИЙ | 1968 |
|
SU213226A1 |
| Устройство для изготовления, наполнения продуктом и запечатывания пакетов из материала,включающего термопластик | 1983 |
|
SU1422989A3 |
Изобретение относится к сварке, а именно к вспомогательному оборудованию для закрепления изделий при сборочно-сварочных работах в строительстве, например при изготовлении закладных деталей. Цель изобретения - повышение производительности путем автоматического опускания стола при повороте обоймы. В исходном положении обоймы 2 в губках 4 и 5 зажимаются стержни свариваемого изделия, опирающиеся своими концами на стол 6. На верхнюю плоскость верхних губок 4 укладывается первая привариваемая пластина и через отверстия в ней сваривается со стержнями. Обойма 2 разворачивается на 180°. Кулачок выталкивает из своего паза подпружиненный толкатель, который опускается вместе с кронштейном и столом. Благодаря этому обойма, разворачиваясь на 180°, не задевает стол. В конце поворота обоймы толкатель попадает во второй паз на рабочей поверхности кулачка, и стол возвращается в исходное положение. Поскольку обойма 2 смонтирована на оси 3 эксцентрично, то приваренная пластина размещается над столом с зазором. Губки 4 и 5 разжимаются и сжимаются вновь. Пластина ложится на стол 6, а концы стержней опускаются внутрь губок 5. На губки 5 устанавливается вторая пластина и приваривается аналогично. Эксцентриситет обоймы обеспечивает зазор между приваренной пластиной и губками, исключает зажатие изделия после сварки из-за усадки стержней. После сварки губки разжимаются и изделие свободно извлекается. 2 з.п. ф-лы, 6 ил.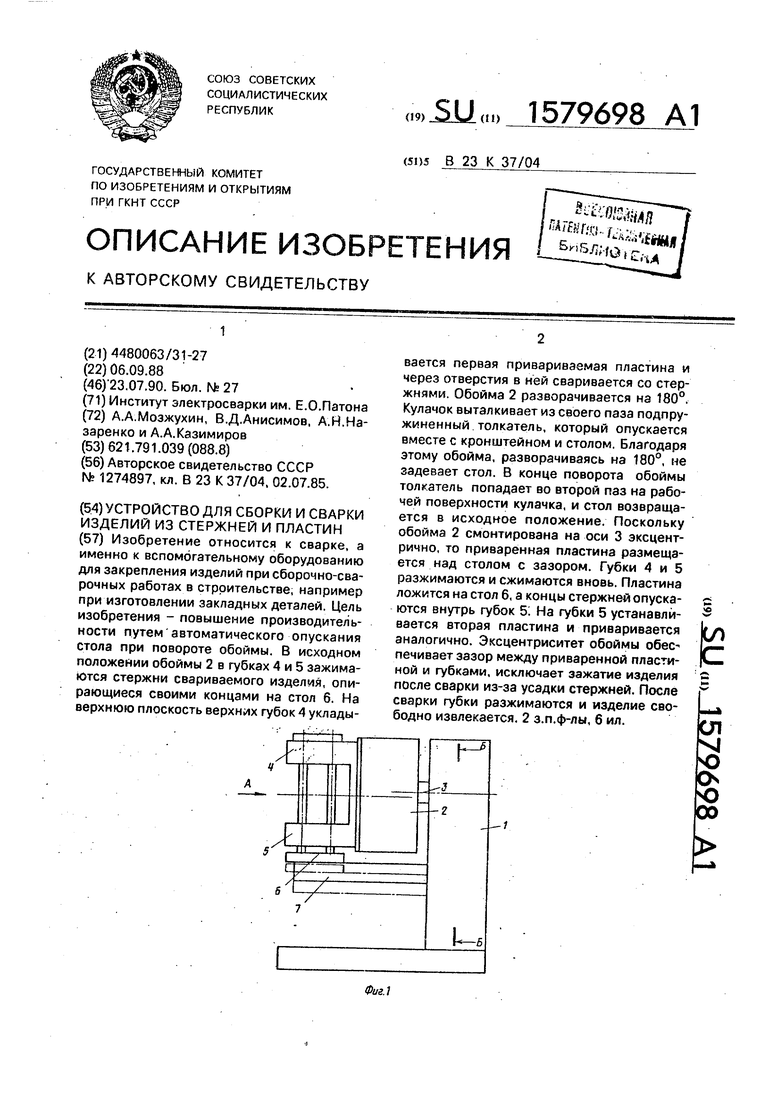
ВидА
Фиг. I
ВидА
Б-6
Ходатюла
Фиг 5
Ри2б
| Устройство для сборки и сварки изделий из стержней и пластин | 1985 |
|
SU1274897A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
