Изобретение относится к станкостроению, а именно к автоматам для обработки криволинейных деталей, в част- Иости, тормозных накладок
Цель изобретения - расширение Технологических возможностей за счет Сверления отверстий, расположенных в Закладках под различными углами друг « другу.
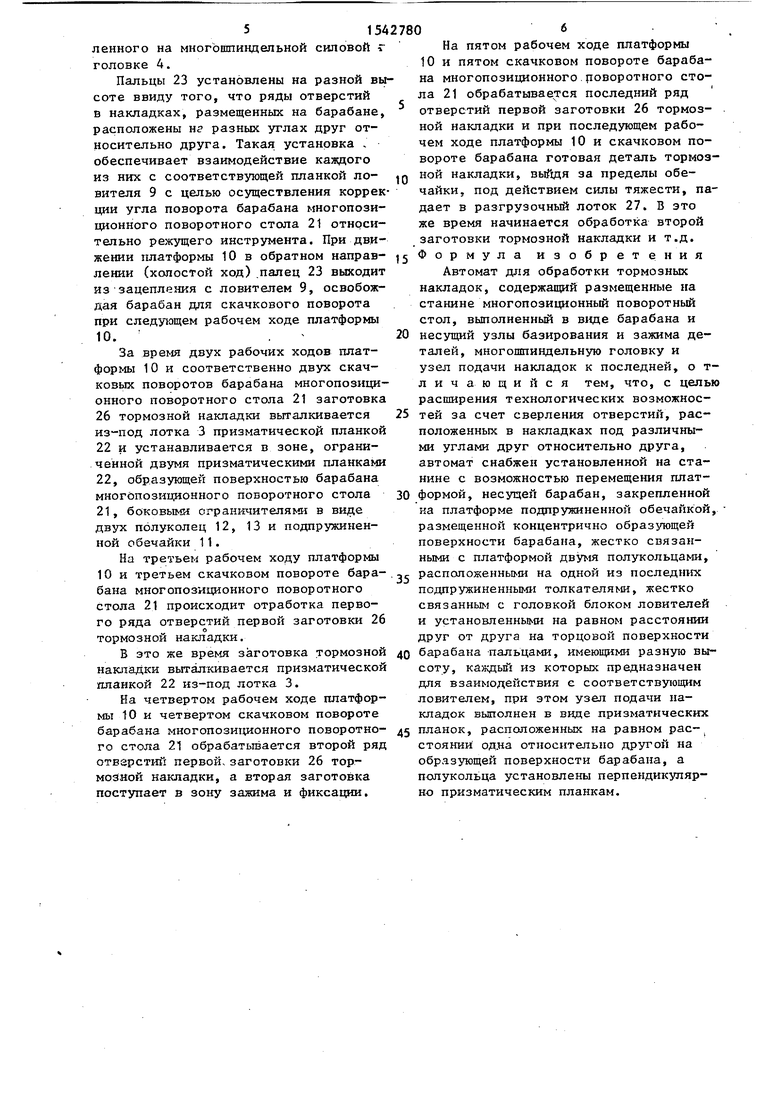
На фиг. 1 изображен автомат для Обработки тормозных накладок, общий вид; на фиг, 2 - вид А на фиг. 1.
Автомат для обработки тормозных Накладок содержит установленные на Йтанине 1 и жестко закрепленные на Йей две направляющие 2S подающий лоток 3 и многошпиндельную еяловуо го- 4овку 4, состоящую из пшиндег.ънлх узлов 5, 6, 7с режущим инструментом, Йричем оси шпинделей параллельны ИГУ собой, лежат в одной гори чи алт-- ной плоскости, связанных с приводе/-: ращения 8.
На пневмошпиндяльной силовой голов ijce 4 закреплен блок ловителей 9, пред йтавляющий собой три планки с П-образ ным вырезом, скрепленные общим осно- Јанием и предназначенные для точной Ориентации заготовок относительно режущего инструмента.
На направляющих 2 станины 1 установлена подвижно платформа 10 с под- ftp ужинениой обечайкой 11 и ограничителями 12, 13, выполненными в виде Полуколец, одно из которых (12) является базовым, а другое (13) снабжено пружинными толкателями 14. Гидравлический цилиндр 15 шарнирно связан с со станиной 1 через стойку 16, а его шток 17 - с платформой 10 через стойку 18.
На опорных стойках 19 платформы 10 установлен вал 20 многопозиционного поворотного стола 21, котор ый представляет собой барабан, образующая
0
5
3
0
5
0
5
поверхность которого разделена на равные части жестко закрепленными призматическими планками 22, установленными параллельно оси вала 20. Барабан снабжен разновысокими пальцами 23, укрепленными на одной из торцовых поверхностей концентпично его образующей и на равное расстоянии друг от друга. Пальцы 23 являются частью храпового механизма и совместно с храповиком 24 обеспечивают поворот многопозиционного поворотного стола 21, и, кроме того, совместно с блоком ловителей 9 предназначены для точной ориентации заготовки относительно режущего инструмента.
На кронштейне 25 платформы 10 в непосредственной близости от обечайки и на расстоянии 2-3 мм от образующей поверхности барабана многопозиционно- r j поворотного стола 21 установлен вертикально лоток 3 с заготовками.
Автомат работает следующим образом.
Заготовки тормозных накладок 26 укладываются в приемный лоток 3.
Нижняя заготовка тормозной накладки 26 под действием собственного веса падает на образующую поверхность барабана многопозиционного поворотного стола 21.
При включении автомата плаформа 10 от гидравлического привода 15 получает возвратно-поступательное движение по направляющим 2 станины 1.
При движении платформы 10 в сторо- ну многошпиндельного силового обрабатывающего блока 4 с режущим инструментом (рабочий ход) под действием храповика 24 происходит скачковый поворот бара- бака многопозиционного поворотного стола.21. При этом один из-пальцев 23, расположенных на торцовой поверхности барабана, улавливается соответствующей планкой ловителя 9, установ-
5154
ленного на многошпиндеяьной силовой -г головке 4.
Пальцы 23 установлены на разной высоте ввиду того, что ряды отверстий в накладках, размещенных на барабане, расположены нг разных углах друг относительно друга. Такая установка , обеспечивает взаимодействие каждого из них с соответствующей планкой ловителя 9 с целью осуществления коррекции угла поворота барабана многопозиционного поворотного стола 21 относительно режущего инструмента. При движении платформы 10 в обратном направ- лении (холостой ход) палец 23 выходит из зацепления с ловителем 9, освобождая барабан для скачкового поворота при следующем рабочем ходе платформы 10.
За время двух рабочих ходов платформы 10 и соответственно двух скач- козых поворотов барабана многопозиционного поворотного стола 21 заготовка 26 тормозной накладки выталкивается из-под лотка 3 призматической планкой 22 и устанавливается в зоне, ограниченной двумя призматическими планками 22, образующей поверхностью барабана многопозиционного поворотного стола 21, боковыми ограничителями в виде двух полуколец 12, 13 и подпружиненной обечайки 11.
На третьем рабочем ходу платформы 10 и третьем скачковом повороте барабана многопозиционного поворотного стола 21 происходит отработка первого ряда отверстий первой заготовки 26 тормозной накладки.
В это же время заготовка тормозной накладки выталкивается призматической штанкой 22 из-под лотка 3.
На четвертом рабочем ходе платформы 10 и четвертом скачковом повороте
0
0
На пятом рабочем ходе платформы 10 и пятом скачковом повороте барабана многопоэиционного поворотного стола 21 обрабатывается последний ряд отверстий первой заготовки 26 тормозной накладки и при последующем рабочем ходе платформы 10 и скачковом повороте барабана готовая деталь тормозной накладки, выйдя за пределы обечайки, под действием силы тяжести, падает в разгрузочный лоток 27. В это же время начинается обработка второй заготовки тормозной накладки и т.д. Формула изобретения
Автомат для обработки тормозных накладок, содержащий размещенные на станине многопозиционный поворотный стол, выполненный в виде барабана и несущий узлы базирования и зажима деталей, многошпиндельную головку и узел подачи накладок к последней, о т- личаюцийся тем, что, с целью расширения технологических возможностей за счет сверления отверстий, расположенных в накладках под различными углами друг относительно друга, автомат снабжен установленной на станине с возможностью перемещения плат- 0 формой, несущей барабан, закрепленной на платформе подпружиненной обечайкой, размещенной концентрично образующей поверхности барабана, жестко связанными с платформой двумя полукольцами, расположенными на одной из последних подпружиненными толкателями, жестко связанным с головкой блоком ловителей и установленными на равном расстоянии друг от друга на торцовой поверхности барабана пальцами, имеющими разную высоту, каждый из которых предназначен для взаимодействия с соответствующим ловителем, при этом узел подачи накладок выполнен в виде призматических
5
5
0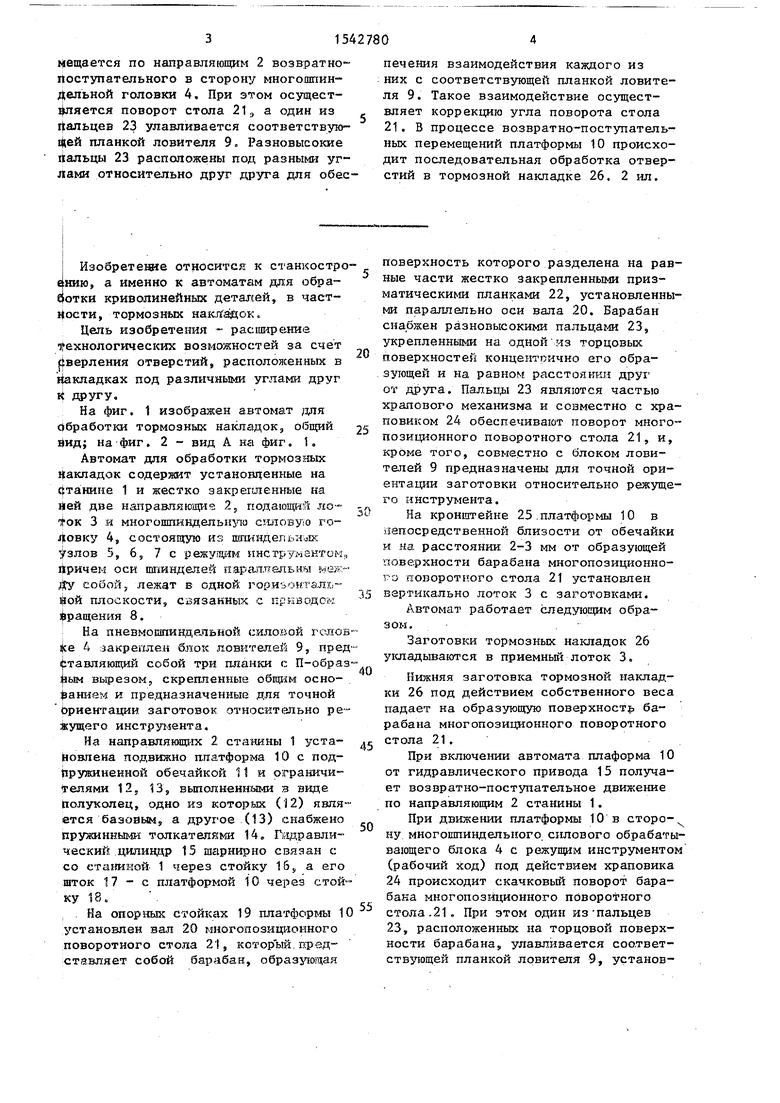
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для обработки деталей тормозных колодок | 1981 |
|
SU1076252A1 |
| Автомат Афанасьева для мерной резки и обработки торцов проката | 1985 |
|
SU1289611A1 |
| Полуавтомат для клепки тормозных колодок | 1984 |
|
SU1224083A1 |
| Многопозиционный автомат для сборки узлов | 1989 |
|
SU1660925A1 |
| Автомат для раздачи концов втулок | 1991 |
|
SU1787626A1 |
| Полуавтомат для сборки-клепки тормозных колодок с накладками | 1981 |
|
SU1050806A1 |
| Многопозиционный сборочный автомат | 1989 |
|
SU1632734A1 |
| Станок для сверления отверстий в накладках тормозных колодок | 1990 |
|
SU1743721A1 |
| АГРЕГАТНЫЙ СТАНОК С ЧПУ | 1991 |
|
RU2080974C1 |
| Автомат для сборки тормозных колодок | 1981 |
|
SU979014A1 |
Изобретение относится к станкостроению, а именно к автоматам для обработки криволинейных деталей, в частности тормозных накладок. Цель изобретения - расширение технологических возможностей за счет сверления отверстий, расположенных в накладках под различными углами друг к другу. На направляющих 2 станины 1 установлена подвижно платформа 10 с подпружиненной обечайкой 11 и ограничителями, выполненными в виде полуколец. На опорных стойках 19 платформы 10 установлен многопозиционный поворотный стол 21, представляющий собой барабан. На торцовой поверхности барабана установлены разновысокие пальцы 23, которые предназначены для взаимодействия с соответствующими ловителями 9. Узел подачи накладок 26 выполнен в виде призматических планок 22, расположенных на образующей поверхности стола 21. Заготовка тормозной накладки 26 под действием собственного веса подается на образующую поверхность поворотного стола 21. Платформа 10 перемещается по направляющим 2 возвратно-поступательно в сторону многошпиндельной головки 4. При этом осуществляется поворот стола 21, а один из пальцев 23 устанавливается соответствующей планкой ловителя 9. Разновысокие пальцы 23 расположены под разными углами относительно друг друга для обеспечения взаимодействия каждого из них соответствующей планкой ловителя 9. Такое взаимодействие осуществляет коррекцию угла поворота стола 21. В процессе возвратно-поступательных перемещений платформы 10 происходит послед
барабана многопозиционного поворотно-45 планок, расположенных на равном рае- го стола 21 обрабатывается второй ряд стоянии од.на относительно другой на отверстий первой,заготовки 26 тор- образующей поверхности барабана, а моЗНой накладки, а вторая заготовка полукольца установлены перпендикуляр- поступает в зону зажима и фиксации. но призматическим планкам.
| Автомат для обработки деталей тормозных колодок | 1981 |
|
SU1076252A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
