Ичобро.тенпе относится к перера- б г;--с ;н/ли 1сртп,1х материалов и может быть пгппльэовано и рачличныХ отрас- ПЯ7-. я.т-дього хозяйства для изготов- jK.r,i-f п--лг, m пластмасс методом ли .. Допченисм.
Ii.л1 iriuopf: гении - повышение быст- {«-: : нпс. iч:, надежности и долговеч- мог-ч Л.ЧУХНОГШНИОННОГО термопластав- f or-1 ра.
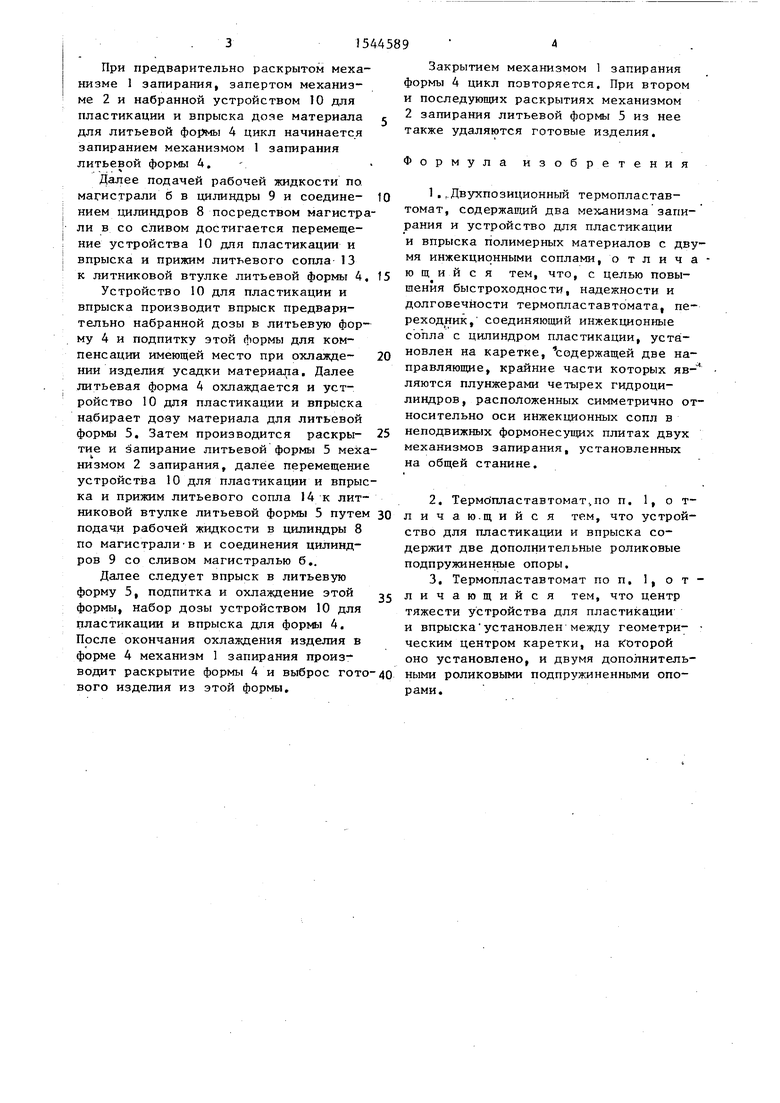
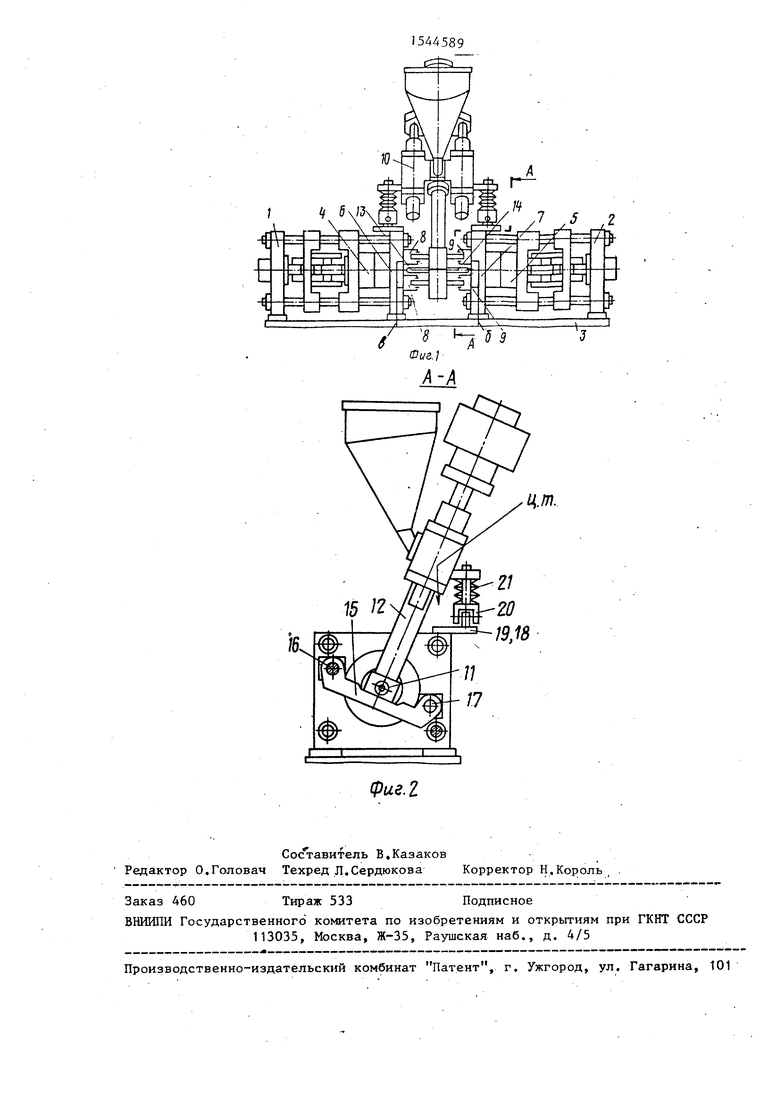
Ма фи)-. 1 i iciop;r eH двухиозиционный ri:v- -ion.mr raivnx;yT, обтир РИД; на 6мг.2 - разрез Л-А на фи .I.
Лпу.чпозициомным термопла став томат с jicii;v- - механизмы 1 и 2 запирания, устан. нчонныс на станине 3. На механ..) 1 и 2 запирания установлены ли|1-енмо формы А и 5. На передних пли . |Ч и 7 Mexanv;:iMOH 1 и 2 запирания г .ткжлс .п-) по ;:ия гидрошшиндра 8 т 9. Входящее в двухпозиционный термопластартомат устройство 10 для пластикации и впрыска содержит переходник 11, соединяющий цилиндр 12 пластикации с .питьевыми соплами 13 и
14.
Переходник 1 1 установлен на -каретке 5, содержащей две направляющие 16 и 17, левые крайние части которых являются плунжерами двух гидроиилинд- ров 8, а правые - двух гидроцилиндров 9.
Устройство 10 для пластикации и впрыска содержит также перемешающиеся по двум направляющим 18 и 19 две дополнительные роликовые опоры 20, содержащие тарельчатые пружины 21.
Двухпозиционнмй термопластавтомат работает следующим образом.
Сл
-U
ел
00
ф
При предварительно раскрытом механизме 1 запирания, запертом механизме 2 и набранной устройством 10 для пластикации и впрыска дозе материала для литьевой формы 4 цикл начинается запиранием механизмом 1 запирания литьевой формы 4.
Далее подачей рабочей жидкости по магистрали б в цилиндры 9 и соедине- нием цилиндров 8 посредством магистрали в со сливом достигается перемещение устройства 10 для пластикации и впрыска и прижим литьевого сопла 13 к литниковой втулке литьевой формы 4.
Устройство 10 для пластикации и впрыска производит впрыск предварительно набранной дозы в литьевую форму 4 и подпитку этой формы для компенсации имеющей место при охлажде- нии изделия усадки материала. Далее литьевая форма 4 охлаждается и устройство 10 для пластикации и впрыска набирает дозу материала для литьевой формы 5. Затем производится раскры- тие и запирание литьевой формы 5 механизмом 2 запирания, далее перемещение устройства 10 для пластикации и впрыска и прижим литьевого сопла 14 к литниковой втулке литьевой формы 5 путем подачи рабочей жидкости в цилиндры 8 по магистрали В и соединения цилиндров 9 со сливом магистралью б..
Далее следует впрыск в литьевую форму 5, подпитка и охлаждение этой формы, набор дозы устройством 10 для пластикации и впрыска для формы 4. После окончания охлаждения изделия в форме 4 механизм 1 запирания производит раскрытие формы 4 и выброс гото вого изделия из этой формы.
Закрытием механизмом 1 запирания формы 4 цикл повторяется. При втором и последующих раскрытиях механизмом 2 запирания литьевой формы 5 из нее также удаляются готовые изделия.
Формула изобретения
1.Двухпозиционный термоплагтав- томат, содержащий два механизма запирания и устройство для пластикации
и впрыска полимерных материалов с двумя инжекционными соплами, отличающийся тем, что, г целью повышения быстроходности, надежности и долговечности термопластавтомата, переходник, соединяющий инжекционные сопла с цилиндром пластикации, установлен на каретке, содержащей две направляющие, крайние части которых являются плунжерами четырех гидроцилиндров, расположенных симметрично относительно оси инжекционных сопл в неподвижных формонесущих плитах двух механизмов запирания, установленных на общей станине.
2.Термопластавтомат по п. отличающийся том, что устройство для пластикации и впрыска содержит две дополнительные роликовые подпружиненные опоры.
3.Термопластавтомат по п. 1, отличающийся тем, что центр тяжести устройства для пластикации
и впрыска установлен между геометри- ческим центром каретки, на Которой оно установлено, и двумя дополнительными роликовыми подпружиненными опорами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пластикации и впрыска литьевой машины | 1990 |
|
SU1729776A1 |
| МЕХАНИЗМ СМЫКАНИЯ ПОЛУФОРМ ЛИТЬЕВОЙ МАШИНЫ, НАПРИМЕР ТЕРМОПЛАСТАВТОМАТА | 2004 |
|
RU2255863C1 |
| ГИДРАВЛИЧЕСКИЙ МЕХАНИЗМ ЗАПИРАНИЯ ПОЛУФОРМ ЛИТЬЕВОЙ МАШИНЫ | 2002 |
|
RU2236349C2 |
| Устройство для пластикации и впрыска полимерных материалов | 1988 |
|
SU1622149A1 |
| ТЕРМОПЛАСТАВТОМАТ | 1966 |
|
SU181264A1 |
| Установка для литья деталей из термопластичных материалов | 1983 |
|
SU1130490A1 |
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2008222C1 |
| Механизм впрыска литьевой машины | 1986 |
|
SU1509271A1 |
| ЛИТЬЕВОЙ ТЕРМОПЛАСТАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС | 1991 |
|
RU2010715C1 |
| УСТРОЙСТВО ПЛАСТИКАЦИИ И ИНЖЕКЦИИ ДЛЯ ЛИТЬЕВОГО ОБОРУДОВАНИЯ | 1992 |
|
RU2015019C1 |
Изобретение относится к переработке полимерных материалов и может быть использовано для изготовления изделий из пластмасс методом литья под давлением. Цель изобретения - повышение быстроходности, надежности и долговечности. Двухпозиционный термопластавтомат содержит механизм запирания и устройство для пластикации и впрыска полимерных материалов с двумя инжекционными соплами. Переходник, соединяющий инжекционные сопла с цилиндром пластикации, установлен на каретке, содержащей две направляющие, крайние части которых являются плунжерами четырех гидроцилиндров, расположенных симметрично относительно оси инжекционных сопел в неподвижных формонесущих плитах двух механизмов запирания, установленных на общей станине. 2 з.п. ф-лы, 2 ил.
