(21)4425884/23-13
(22)17.0588
(46) 23.02.90. Б юл. № 7
(71)Опытно конструкторское и технологическое бюро расфасовочного и упаковочного оборудования
(72)А. С. Гальчевский, И. Л. Шапошников, В. И. Зацепин и Р. Ф. Габитов
(53)621.798.4(088.8)
(56) Патент США № 4016026, кл. 156-555, 1975.
Патент США № 4080241, кл. 156-4Э8, 1978.
(54)УСТРОЙСТВО ДЛЯ УКУПОРИВА- НИЯ ГОРЛОВИН ПАКЕТОВ ИЗ ТЕРМОПЛАСТИЧНЫХ ПЛЕНОЧНЫХ МАТЕРИАЛОВ
(57) Изобретение позволяет повысить качество сварных швов на горловинах пакетов. Пакеты в зоне горловин захватываются и перемещаются цепными передачами 1 и 2 через приспособления дня нагревания горловин пакетов и охлаждения сварных швов. На участке приспособления для нагревания при перемещении между ленточными передачами 3 и 4 за счет нагревания последних при контакте их внутренних поверхностей с ползунами, которые смонтированы в корпусах 12 и 13 блоков для нагревания, происходит образование сварных швов на горловинах пакетов. Проходя блоки для охлаждения сварные швы охлаждаются ползунами рядов 19 и 20. За счет введения дололнительных ползунов рядов 30, смонтированных в корпусах дополнительных блоков для охлаждения, исключается рассеивание тепла по ширине лент ленточных передач 3 и 4 как в процессе их перемещения, так и при их остановке, т.е. обеспечивается концентрация тепла на лентах передач 3,4, только на участке соприкосновения их внутренних поверхностей с рядами ползунов блоков для нагревания и расположенных между рядами ползунов дополнительных блоков для охлаждения. 4 ил.
&
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укупоривания пакетов из термопластичного материала | 1985 |
|
SU1316917A1 |
| Автомат для расфасовки и упаковки сыпучих продуктов в пакеты с М-образными боковыми складками из рукавных термопластичных пленочных материалов | 1986 |
|
SU1369989A1 |
| Устройство для сварки пакетов из термопластичной пленки | 1988 |
|
SU1525017A1 |
| Устройство для запечатывания мешков из термопластичного материала | 1989 |
|
SU1692897A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ КОРПУСОВ УПАКОВОЧНЫХ ТУБ ИЗ ПЛЕНОЧНОЙ СВАРИВАЕМОЙ ПЛАСТМАССОВОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2049671C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ПОЛИМЕРНОГО ТЕРМОПЛАСТИЧНОГО ПЛЕНОЧНОГО МАТЕРИАЛА | 1995 |
|
RU2092316C1 |
| ИМПУЛЬСНАЯ ТЕРМОСВАРКА НЕПРЕРЫВНО ПЕРЕМЕЩАЮЩЕГОСЯ ПЛЕНОЧНОГО МАТЕРИАЛА | 2020 |
|
RU2811932C2 |
| УСТРОЙСТВО ДЛЯ УПАКОВКИ ИЗДЕЛИЙ | 1997 |
|
RU2132775C1 |
| Способ сварки горловин пакетов из полимерных пленочных материалов | 1984 |
|
SU1219398A1 |
| Устройство для упаковывания предметов в термоусадочную пленку | 1989 |
|
SU1708697A1 |
Изобретение позволяет повысить качество сварных швов на горловинах пакетов. Пакеты в зоне горловин захватываются и перемещаются цепными передачами 1 и 2 через приспособления для нагревания горловин пакетов и охлаждения сварных швов. На участке приспособления для нагревания при перемещении между ленточными передачами 3 и 4 за счет нагревания последних при контакте их внутренних поверхностей с ползунами, которые смонтированы в корпусах 12 и 13 блоков для нагревания, происходит образование сварных швов на горловинах пакетов. Проходя блоки для охлаждения сварные швы охлаждаются ползунами рядов 19 и 20. За счет введения дополнительных ползунов рядов 30, смонтированных в корпусах дополнительных блоков для охлаждения, исключается рассеивание тепла по ширине лент ленточных передач 3 и 4 как в процессе их перемещения, так и при их остановке, т.е. обеспечивается концентрация тепла на лентах передач 3,4, только на участке соприкосновения их внутренних поверхностей с рядами ползунов блоков для нагревания и расположенных между рядами ползунов дополнительных блоков для охлаждения. 4 ил.
/5 2Ц 26 15 61
26 20 25 I57
,jg ,у з
СЛ
4ь
Јь О СП
u
30 13 Щ k
TЬ
Фиг.1
Изобретение относится к упаковочной технике, а именно к устройствам для укупо- ривания горловин пакетов из термопластичных пленочных материалов, и может быть использовано на предприятиях пищевой, химической и других отраслей промыш ленности
Целью изобретения является повышение качества сварных швов на горловина пакетов
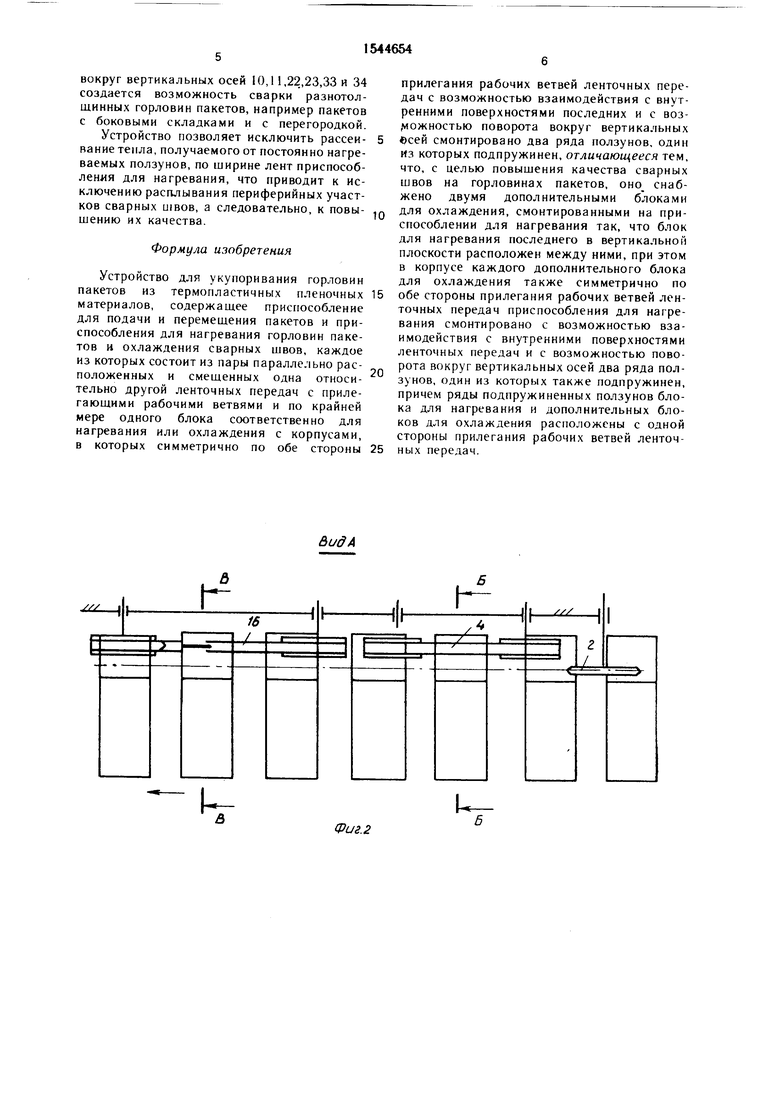
На фи 1 изображено устройство, вид сверху, на фиг 2 - вид А на фиг 1, на фиг 3 - разрез Б Б на фиг 2, на фш 4 - разрез В -В на фиг 2
Устройство для к}поривания горловин пакетов HI термопластичных пленочных материалов содержит корпус (не показан) со смонтированным в нем приспособлением для подачи и перемещения пакетов, вклю чающим пару параллельно размещенных цепных передач 1 и 2 с прилегающими друг к друг рабочими ветвями, вдоль которых последовательно установлены аналогичные по конструкции приспособления для нагревания горловин пакетов и охлаждения сварных швов на упомянутых горловинах пакетов
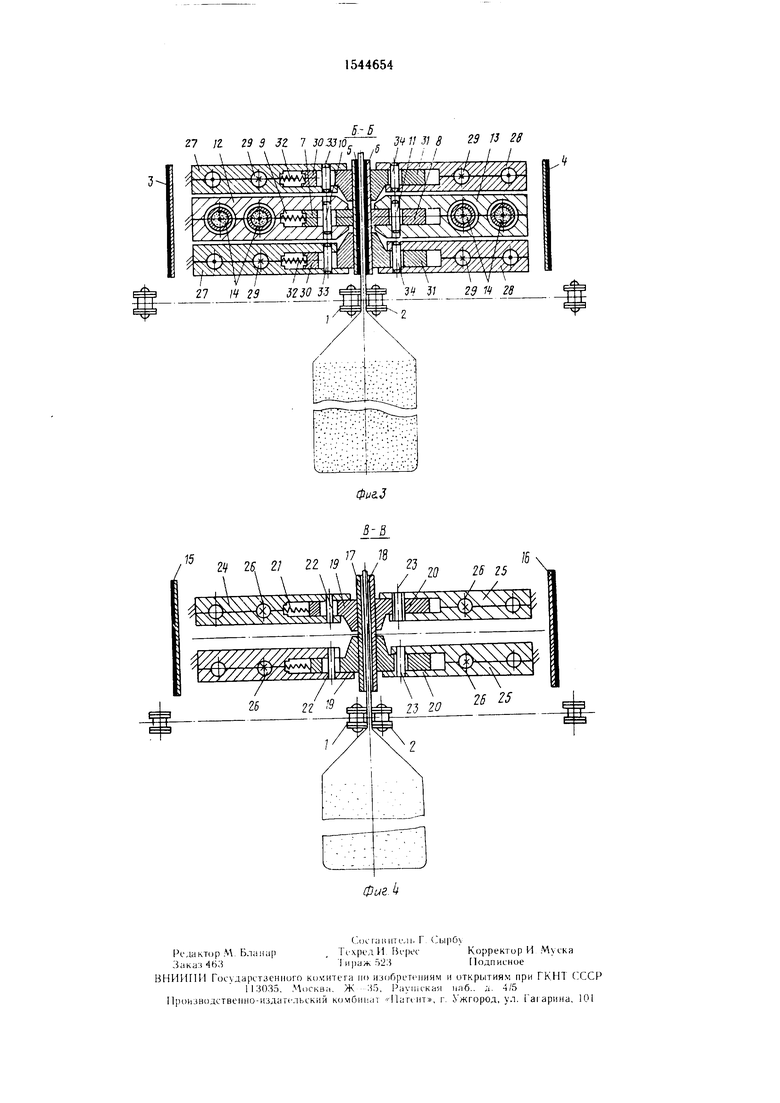
Приспособление для нагревания юрло- вин пакетов содержит пару параллельно размещенных и смещенных одна относительно другой ленточных передач 3 и 4 с прилегающими к другу рабочими ветвями 5 и 6 (фиг 3), ленты которых изготовлены из теплопроводного материала, например, из стали с антиадгезионным покрытием, например, из тефлона на их наружных поверхностях, и два ряда 7 и 8 , сим метрично расположенных по обе стороны прилегания рабочих ветвей 5 и 6 ленточных передач 3 и 4 и смонтированных с возможностью взаимодействия с внутренними по верхностями последних При этом ползчны ряда 7 приспособления для нагревания подпружинены с помощью пружин 9 и (.та новлены с возможностью поворота вокр i вертикальных осей 10, а ползуны второго ряда 8 установлены с возможностью поворота вокруг вертикальных осей 11
Ряды 7 и 8 ползунов смонтирова.ны соответственно в корпусах 12 и 13 блока д.чя нагревания, имеющего нагревательные элементы 14
Приспособление для охлаждения сварных швов на горловинах пакетов по аналогии включает пару параллельно размещенных и смещенных одна относительно другой лен точных передач 15 и 16 с прилегающими друг к рабочими ветвями 17 и 18, ленты которых изготовлены из теплопроводного материала, например, из стали с антиадгезионным покрытием, например, из тефлона на их наружных поверхностях, и двух пар рядов 19 и 20 ползунов, симметрично расположенных по обе стороны прилегания рабочих ветвей 17 и 18 ленточных
0
5
0
5
0
5
0
5
передач 15 и 16 и смонтированных с возможностью взаимодействия с внутренними поверхностями последних При этом ползуны рядов 19 приспособления для охлаждения сварных швов подпружинены пружинами 21 и установлены с возможностью поворота вокруг вертикальных осей 22, а ползуны рядов 20 установлены с возможностью поворота вокруг вертикальных осей 23 Ряды 19 и 20 ползунов смонтированы соответственно в корпусах 24 и 25 блоков для охлаждения с источниками 26 охлаждения.
Устройство снабжено двумя дополнительными блоками для охлаждения, смонтированными на приспособлении для нагревания таким образом, что блок для нагревания последнего ь вертикальной плоскости расположен между ними В корпусах 27 и 28 каждого дополнительного блока для охлаждения с источниками 29 охлаждения симметрично по обе стороны прилегания рабочих ветвей 5 и 6 ленточных передач 3 и 4 приспособления для нагревания и установлены с возможностью взаимодействия с внутренними поверхностями ленточных передач 3 и 4 ряды 30 и 31 ползунов. рядов 30 подпружинены пружинами 32 Ряды 30 и 31 ползунов установлены (. возможностью поворота вокруг вертикальных осей 33 и 34 Ряды 7 и 30 подпружиненных расположены с одной стороны прилегания рабочих ветвей 5 и 6 ленточных передач 3 и 4
Устройство работает следующим образом.
Пакеты из термопластичного пленочного материала, например полиэтилена, в зоне юрловин захватываются цепными передачами 1 и 2 и с их помощью перемещаются через приспособления для нагревания горловин пакетов и охлаждения сварных швов
При перемещении пакетов межд} ленточными передачами 3 и 4 за счет нагревания последних при контакте их внутренней поверхности с ползунами рядов 7 и 8 проис- хотнт образование сварных швов на горловинах пакетов При этом за счет рядов 30 и 31 полз}нов, смонтированных в корпусах 27 и 28 дополнительных блоков для охлаждения, исключается рассеивание тепла по ширине лент ленточных передач 3 и 4 как в процессе их перемещения, так и при их останове в связи с производственной необходимостью, т е обеспечивается концентрация тепла на лентах упомянутых передач только на участке соприкосновения их внутренних поверхностей рядами 7 и 8 ползунов
На участке приспособления для охлаждения происходит охлаждение сварных швов на юрловинах пакетов
Кроме того, за счет выполнения рядов 7, 19 и 30 ползунов подпружиненными к вн фенней поверхности лент ленточных передач 3 и 17, а также за счет выполнения рядов 7,8,19,20,30 и 31 ползунов поворотными
вокруг вертикальных осей 10,11,22,23,33 и 34 создается возможность сварки разнотол- щинных горловин пакетов, например пакетов с боковыми складками и с перегородкой.
Устройство позволяет исключить рассей- вание тепла, получаемого от постоянно нагреваемых ползунов, по ширине лент приспособления для нагревания, что приводит к исключению расплывания периферийных участков сварных швов, а следовательно, к повышению их качества.
Формула изобретения
Устройство для укупоривания горловин пакетов из термопластичных пленочных материалов, содержащее приспособление для подачи и перемещения пакетов и приспособления для нагревания горловин пакетов и охлаждения сварных швов, каждое из которых состоит из пары параллельно расположенных и смещенных одна относи- тельно другой ленточных передач с прилегающими рабочими ветвями и по крайней мере одного блока соответственно для нагревания или охлаждения с корпусами, в которых симметрично по обе стороны
прилегания рабочих ветвей ленточных передач с возможностью взаимодействия с внутренними поверхностями последних и с возможностью поворота вокруг вертикальных всей смонтировано два ряда ползунов, один из которых подпружинен, отличающееся тем, что, с целью повышения качества сварных швов на горловинах пакетов, оно снабжено двумя дополнительными блоками для охлаждения, смонтированными на приспособлении для нагревания так, что блок для нагревания последнего в вертикальном плоскости расположен между ними, при этом в корпусе каждого дополнительного блока для охлаждения также симметрично по обе стороны прилегания рабочих ветвей ленточных передач приспособления для нагревания смонтировано с возможностью взаимодействия с внутренними поверхностями ленточных передач и с возможностью поворота вокруг вертикальных осей два ряда пол- , один из которых также подпружинен, причем ряды подпружиненных ползунов блока для нагревания и дополнительных блоков для охлаждения расположены с одной стороны прилегания рабочих ветвей ленточных передач.
27 11 29 9 31 7 ЗОЗЗЮ. 1 / / I5
.15
Г 1Ц 26 2/ 22 19 V
17
5-5
V
17 18
