////////////У/)///// ,-
Изобретение относится к области обработки металлов давлением, конкретно к устройствам для гидроштамповки трубчатых заготовок.
Цель-изобретения - повышение качества штампуемых изделий,
На чертеже представлен продольный разрез устройства (ПРВЗЯ половина - начальное положение устройства при гидроштамповке).
Устройство для получения полых деталей иэ трубчатых заготовок гидроштамповкой содержит разъемную матрицу 1, установленную в неповиджном корпусе 2, и пуансон 3. В нижней части матрицы 1 размещен упор-заглушка 4. Устройство также содержит источник подачи под давлением рабочей среды во внутреннюю полость заготов- ки, который включает закрепленный на ползуне 5 цилиндр 6 с рабочей камерой 7 и плунжером 8, жестко скрепленным с пуансоном 3, В плунжере 8 и пуансоне 3 выполнен осевой канал 9, соединяющий рабочую камеру с полостью заготовки, Б канале установлен клапан 10 давления. Рабочая камера 7 соединена каналом 11 с клапаном 12 со средством ее заполнения рабочей средой (на чертеже условно не показано). Пуансон 3 выполнен с упором 13, имеющим возможность взаимодействия с верхней полостью матрицы 1. Трубчатую заготовку 1 устанавливают в разъемную матрицу 1 нижним концом на упор-заглушку 4.
Устройство работает следующим образом.
Под действием ползуна 5 (например пресса) цилиндр 6 опускается, вместе с ним опускается и плунжер 8 с пуансоном 3. Последний при ходе вниз упирается торцом в заготовку 14, преварительно заполненную рабочей жидкотью - в полости заготовки 14 создается закрытый объем.
При дальнейшем опускании цилиндра 6 в рабочей камере создается давление Р, которое через плунжер 8 и пуансон 3 создает усилие осадки, пер даваемое на заготовку в осевом направлении. В последующий момент при создании в рабочей камере 7 давления
0
5
0
5
0
5
0
Р в канале 9 откырвается клапан 10 и в полости заготовки образуется давление Р, равное давлению в рабочей камере - происходит формовка раздача } заготовки в матрице. Для заполнения металлом всей внутренней полости матрицы 1 необходимо максимальное давление, которое создается за счет хода ползуна 5 вниз после того, как пулнсон 3 упором 13, взаимодействуя с матрицей 1, остановится.
Расстояние между ступенью-упором 13 и торцом пуансона 3 выбирается таким образом, чтобы заготовка 14 iipn ее осевой осадке получала заданные линейные размеры детали в момент взаимодействия упора с верхней плоскостью матрицы.
Таким образом, при остановленном пуансоне 3 ползун 5, опускаясь, создает максимальное давление в полости заготовки - формообразование (раздача) окончена. Затем ползун 5 вместе с цилиндром 6, полунжером 8 и пуансоном 3 возвращается в верхнее исходное положение и готовая деталь извлекается иэ матрицы. Далее цикл работы повторяется.
Формула изобретения
Устройство для получения полых деталей иэ трубчлтых заготовок гидроштамповкой, содержащее установленную в неподвижном корпусе разъемную матрицу, упор-заглушку для заготовки, ползун с приводом его перемещения, смонтированный на ползуне пуансон с осевым каналом и соединенный с последним источник подачи рабочей среды под давлением, отличающееся тем, что, с целью повышения качества штампуемых изделий, источник подачи рабочей среды под давлением выполнен в виде закрепленного на ползуне цилиндра с рабочей камерой и плунжером с осевым каналом, Р котором установлен клапан давления, при ттом пуансон закреплен на плунжере и выполнен с упоро для обеспечения его взаиомдейсгпня с матрицей при тостижении штампуемой заготовкой линейных размеров дотати.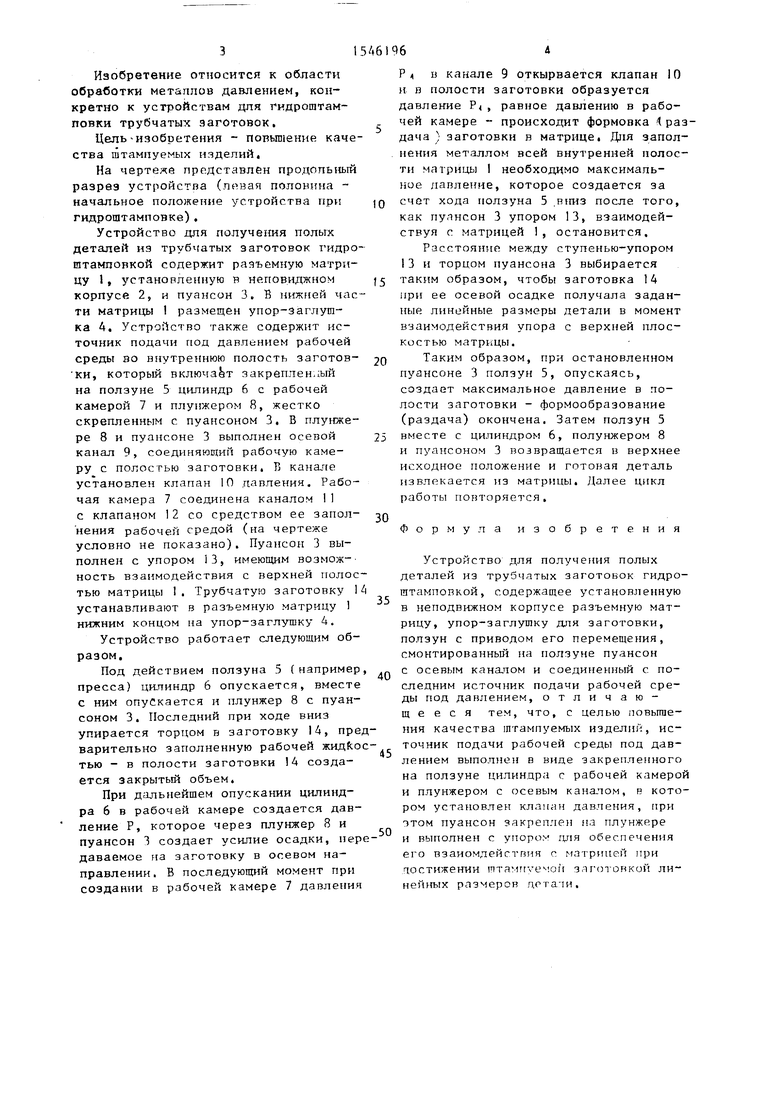
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ С ОТВОДАМИ ПОСРЕДСТВОМ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ | 2013 |
|
RU2538888C1 |
| Устройство для гидравлической штамповки полых деталей с отводами | 1990 |
|
SU1748900A1 |
| Устройство для штамповки полых деталей с отводами | 1975 |
|
SU549199A1 |
| Способ изготовления полых осесимметричных деталей из трубчатой заготовки | 1986 |
|
SU1323155A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2014 |
|
RU2562570C1 |
| УСТРОЙСТВО ДЛЯ ГИДРОШТАМПОВКИ ТРОЙНИКОВ | 2009 |
|
RU2417852C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ТИПА ТРОЙНИКОВ, НАПРИМЕР КОРПУСОВ ВОДО- И ТЕПЛОСЧЕТЧИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК ГИДРОШТАМПОВКОЙ | 2005 |
|
RU2348478C2 |
| Способ гидромеханической вытяжки листовых заготовок | 1990 |
|
SU1750801A1 |
| Способ изготовления крутоизогнутых угольников из трубчатых заготовок | 1990 |
|
SU1771844A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОФОРМОВКИ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2222399C1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для получения полых деталей из трубчатых заготовок гидроштамповкой. Цель изобретения - повышение качества получаемых изделий. Устройство содержит установленную в неподвижном корпусе 2 матрицу 1, упор-заглушку 4 для трубчатой заготовки, пуансон 3 с осевым каналом 9 для соединения полости заготовки 14 с источником подачи под давлением рабочей среды в виде закрепленного на ползуне 5 цилиндра 6 с рабочей камерой 7 и плунжером 8, жестко скрепленным с пуансоном и имеющим осевой канал 9, в котором установлен клапан 12 давления, а на пуансоне выполнен упор 13, взаимодействующий с матрицей 1 при достижении заготовкой 14 линейных размеров детали. 1 ил.
| Способ получения полых деталей из трубчатых заготовок гидроштамповкой | 1984 |
|
SU1201025A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
