1
(2)) 4431235/30-27i
(22) 26.05.88
(46) 28.02.90. Бюл. № 8
(71)Львовское центральное конструк- торско-технологическое бюро Министерства машиностроения для легкой
и пищевой промышленности и бытовых приборов
(72)Б.И. Циж
(53)621.963.2(088.8)
(56)Авторское свидетельство СССР № 1050781, кл. В 21 D 28/14,
В 23 D 31/00, 11,03.82.
(54)ШТАМП ДЛЯ ОБРЕЗКИ КРОМОК ПОТЫХ ДЕТАЛЕЙ
(57)Изобретение относится к обработке металлов давлением, в частности к штампам для обработки листового материала. Цель изобретения - повышение надежности работы штампа. Штамп содержит нижнюю плиту I с матрицей 2 и верхнюю плиту 6 с клином 8, ограничителем (ОГ) 20, ловителем (Л) 13. Между Л 13 и ОГ 20 установлены секции (С) 9 и 1I пуансона для обрезки и сухарики 12,При ходе верхней плиты 6 вниз Л 13 фиксирует обрезаемую деталь 23. ОГ 20 упирается в матрицу 2. Клин 8 перемещает С 9, С 11 и сухарики 12. Последние устраняют возникновение консольных нагрузок от клина 8 на С 9 и С 11. 4 ил.
3
(Л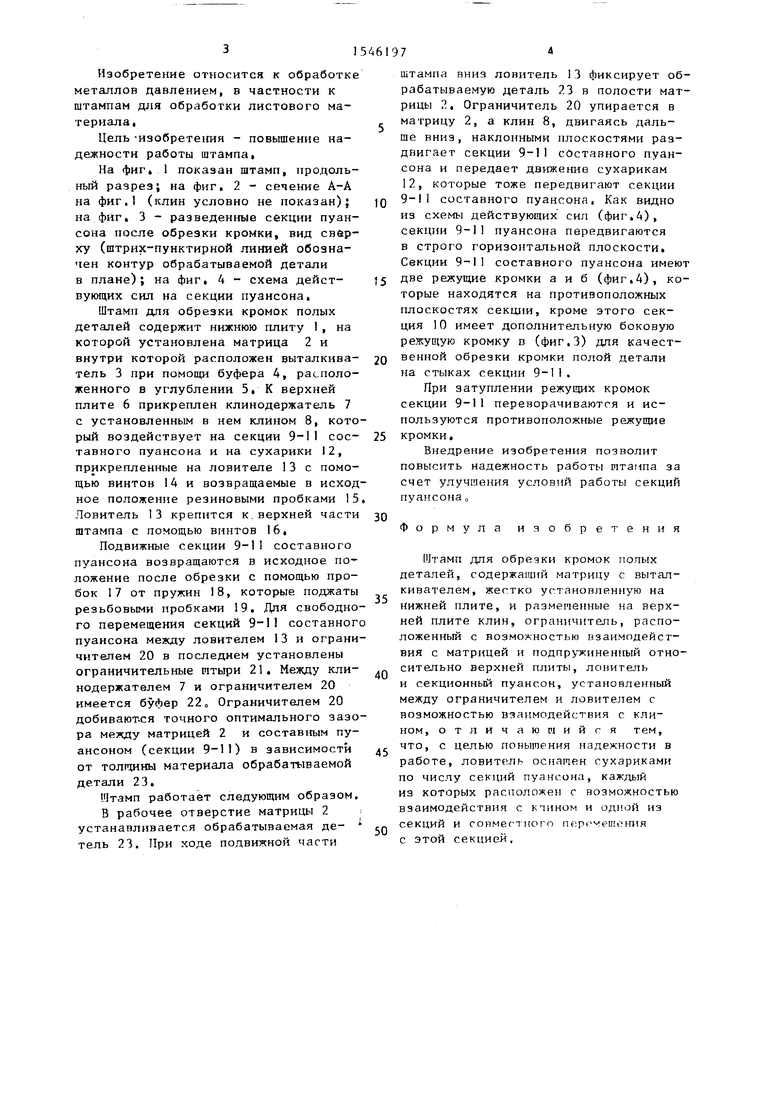
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обрезки кромок полых деталей | 1982 |
|
SU1050781A1 |
| Штамп для обрезки кромок пустотелых деталей | 1986 |
|
SU1368069A1 |
| Штамп последовательного действия | 1988 |
|
SU1581423A1 |
| Штамп для отбортовки полых корпусных деталей | 1983 |
|
SU1110516A1 |
| Штамп для вытяжки и обрезки | 1982 |
|
SU1015973A1 |
| ШТАМП ДЛЯ ПОЛУЧЕНИЯ ПАЗОВ В ЛИСТОВЫХ ДЕТАЛЯХ | 1971 |
|
SU426731A1 |
| Универсальный штамп для обрезки листовых деталей по радиусу | 1987 |
|
SU1565562A1 |
| Штамп | 1988 |
|
SU1586824A1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| Способ изготовления П-образных деталей из полосы и штамп последовательного действия для его осуществления | 1991 |
|
SU1819712A1 |
Изобретение относится к обработке металлов давлением, в частности к штампам для обработки листового материала. Цель изобретения - повышение надежности работы штампа. Штамп содержит нижнюю плиту 1 с матрицей 2 и верхнюю плиту 6 с клином 8, ограничителем (ОГ) 20, ловителем (Л) 13. Между Л 13 и ОГ 20 установлены секции (С) 9 и 11 пуансона для обрезки и сухарики 12. При ходе верхней плиты 6 вниз Л 13 фиксирует обрезаемую деталь 23. ОГ 20 упирается в матрицу 2. Клин 8 перемещает С 9, С 11 и сухарики 12. Последние устраняют возникновение консольных нагрузок от клина 8 на С 9 и С 11. 4 ил.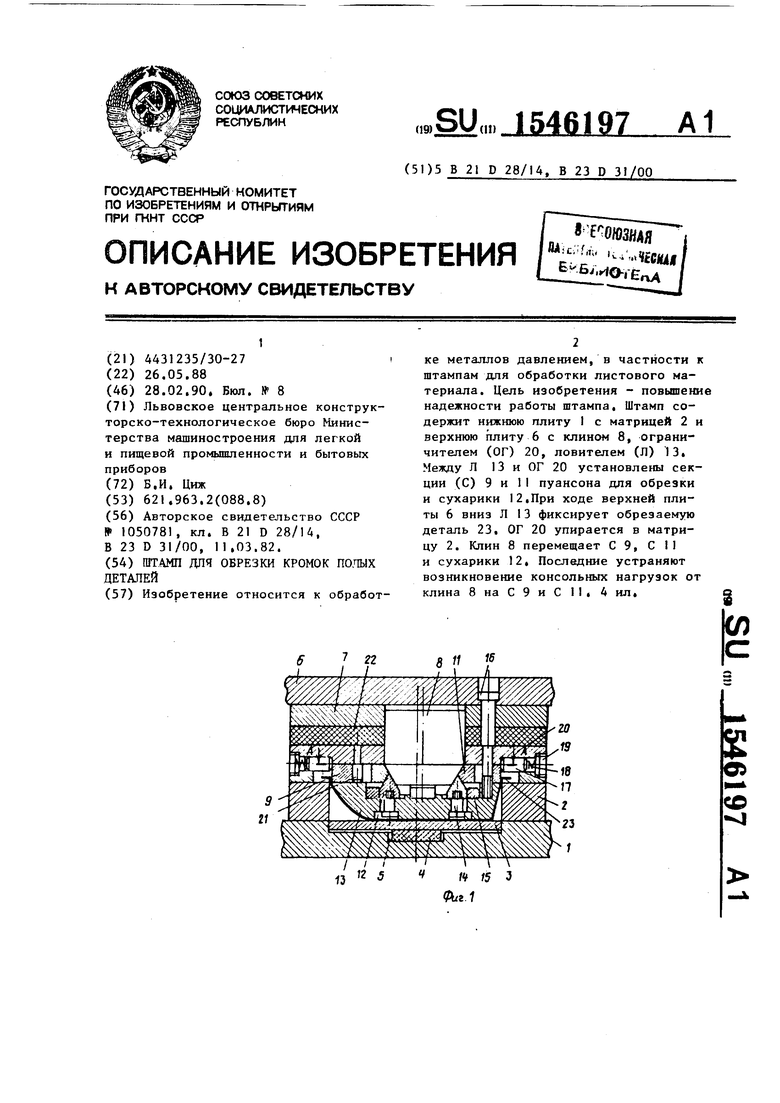
21
S
о
СО
sj
Изобретение относится к обработке металлов давлением, в частности к штампам для обработки листового материала,
Цель -изобретения - повышение надежности работы штампа,
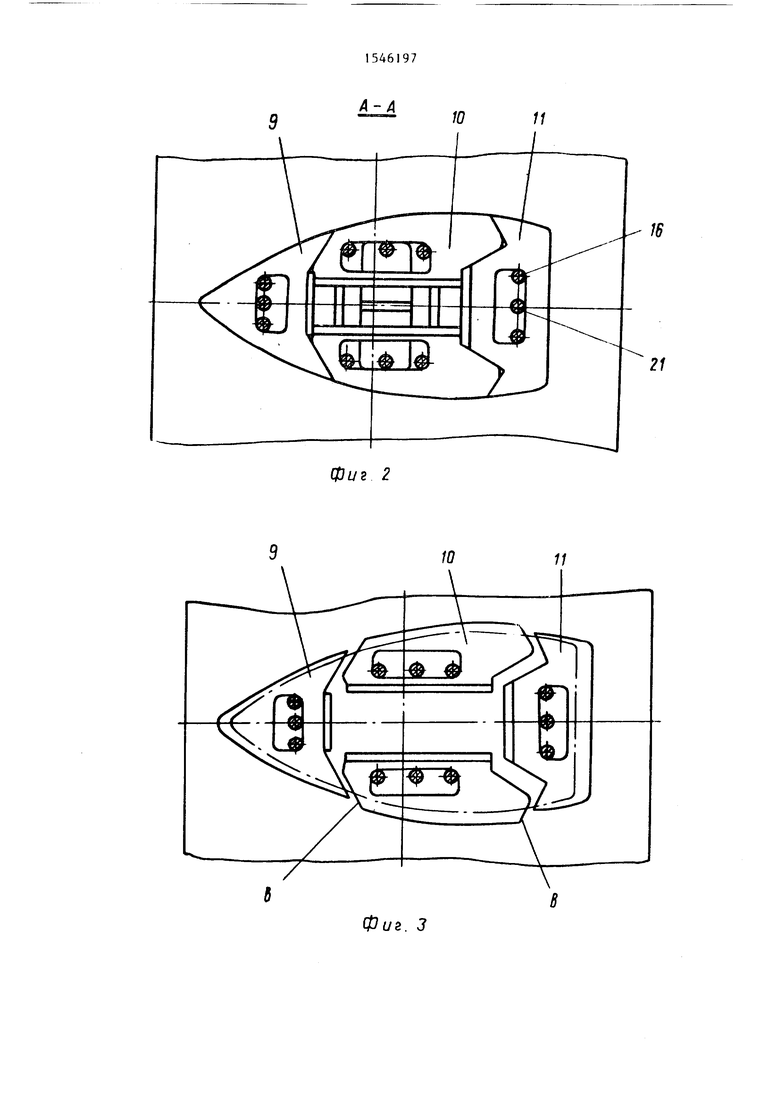
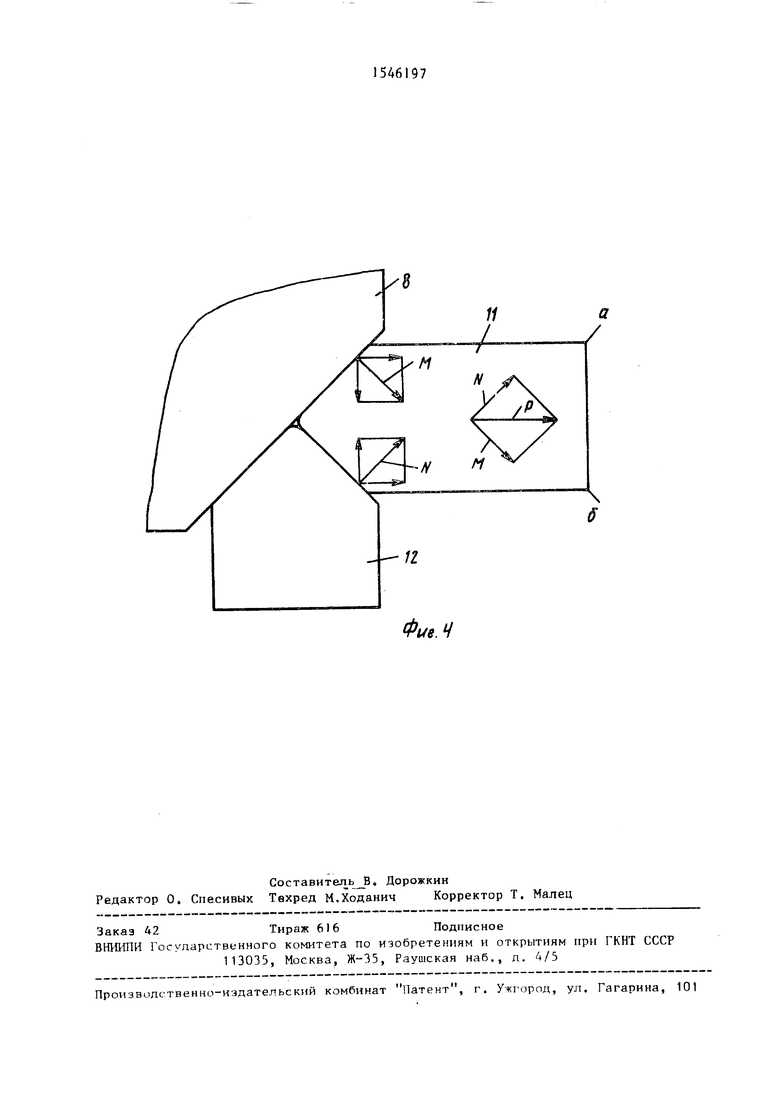
На фиг, 1 показан штамп, продольный разрез; на фиг, 2 - сечение А-А на фиг.1 (клин условно не показан); на фиг, 3 - разведенные секции пуансона после обрезки кромки, вид сверху (штрих-пунктирной линией обозначен контур обрабатываемой детали в плане); на фиг, 4 - схема деист- вующих сил на секции пуансона,
Штамп для обрезки кромок полых деталей содержит нижнюю плиту 1, на которой установлена матрица 2 и внутри которой расположен выталкива- тель 3 при помощи буфера 4, расположенного в углублении 5, К верхней плите 6 прикреплен клинодержатель 7 с установленным в нем клином 8, который воздействует на секции 9-11 сое- тавного пуансона и на сухарики 12, прикрепленные на ловителе 13 с помощью винтов 14 и возвращаемые в исходное положение резиновыми пробками 15 Ловитель 13 крепится к.верхней части штампа с помощью винтов 16,
Подвижные секции 9-11 составного пуансона возвращаются в исходное положение после обрезки с помощью пробок 17 от пружин 18, которые поджаты резьбовыми пробками 19. Для свободного перемещения секций 9-11 составног пуансона между ловителем 13 и ограничителем 20 в последнем установлены ограничительные ттыри 21. Между кли- нодержателем 7 и ограничителем 20 имеется буфер 22„ Ограничителем 20 добивают-ся точного оптимального зазора между матрицей 2 и составным пуансоном (секции 9-11) в зависимости от толщины материала обрабатываемой детали 23.
Штамп работает следующим образом.
В рабочее отверстие матрицы 2 устанавливается обрабатываемая де- тель 23. При ходе подвижной части
штампа вниз ловитель 13 фиксирует обрабатываемую деталь 23 в полости матрицы 2. Ограничитель 20 упирается в матрицу 2, а клин 8, двигаясь дальше вниз, наклонными плоскостями раздвигает секции 9-11 составного пуансона и передает движение сухарикам 12, которые тоже передвигают секции 9-11 составного пуансона, Как видно из схемы действующих сил (фиг.4), секции 9-11 пуансона передвигаются в строго горизонтальной плоскости. Секции 9-11 составного пуансона имею две режущие кромки а и б (фиг.4), которые находятся на противоположных плоскостях секции, кроме этого секция 10 имеет дополнительную боковую режущую кромку в (фиг.З) для качественной обрезки кромки полой детали на стыках секции 9-11.
При затуплении режущих кромок секции 9-11 переворачиваются и используются противоположные режущие кромки.
Внедрение изобретения позволит повысить надежность работы штампа за счет улучшения условий работы секций пуансона 0
Формула изобретения
Штамп для обрезки кромок полых деталей, содержащий матрицу с выталкивателем, жестко установленную на Нижней плите, и раэмепенные на верхней плите клин, ограничитель, расположенный с возможностью взаимодействия с матрицей и подпружиненный относительно верхней плиты, лонитель и секционный пуансон, установленный между ограничителем и ловителем с возможностью взаимодействия с клином, отличающийся тем, что, с целью понытения надежности в работе, ловитель оснащен сухариками по числу секций пуансона, каждый из которых расположен с возможностью взаимодействия с ктином и одной из секций и совместного перемещения с этой секцией.
Фиг 2
А-А
10
11
Фиг. 3
/а
//
а
/
x/Y
б
Фие.Ч
